1.本发明涉及轨道交通接触线打磨技术领域,具体涉及一种刚性接触线快速打磨系统及方法。
背景技术:
2.随着我国城市化进程的不断加快,城市基础设施特别是城市交通与城市发展的矛盾逐渐显现,城市轨道交通对整个城市的总体规划、促进和引导沿线规划建设和经济发展、改善城市公共交通状况、优化城市交通结构等方面都起到了积极作用。刚性接触网因具有载流能力更强,无断线危险、安全可靠性高、零部件少、安装方便、维护简单、维修成本低、降低隧道净空、节省土建投资等一系列优势,近几年被各大城市广泛应用于城市轨道交通供电系统中。
3.在实际运行过程中,受电弓振动非常剧烈,尤其是在弹性道床区段。受电弓振动剧烈,而刚性接触网无弹性,受电弓与接触网之间不存在动态耦合,因此弓网压力变化就比较大,受电弓会对接触线产生变化量较大的冲击力,使接触线线面出现硬点,硬点的出现又进一步加剧了受电弓通过该处时的振动,形成恶性循环。与此同时,剧烈变化的弓网压力使得受电弓无法保持与接触线的良好接触,当弓网压力变为零时会出现离线,导致拉弧,烧伤接触线,使线面出现麻点,磨耗不均匀,甚至侧磨等异常磨耗现象,影响接触线线面质量。接触线异常磨耗将影响弓网的正常匹配关系,降低受电弓取流质量,缩短接触线的使用寿命,甚至对城市轨道交通安全运营也存有一定的影响。在轨道车辆运行过程中,车辆会上下摆动,尤其是加速段,车辆会加速摆动,车辆与接触线之间的距离会不断变化;加之由于接触线施工过程中的误差,接触线导高与标准高度会有一定偏差,进一步增大了车辆与接触线之间距离的偏差值。
4.接触线打磨是目前最有效的弓网关系处置措施,打磨覆盖面应最大化,短时间内集中完成全线打磨,确保接触网能保持良好的技术状态,改善弓网匹配关系。由于目前市场上缺少接触线打磨的机器设备,目前均采用手工或手持抛光机的方法打磨接触线,保证其表面光滑,缓解异常磨损。
技术实现要素:
5.针对现有技术的上述不足,本发明提供了一种刚性接触线快速打磨系统及方法,解决了传统技术中手工打磨效率较低,且打磨效果较差的问题。
6.为达到上述发明目的,本发明所采用的技术方案为:
7.一种刚性接触线快速打磨系统,包括:
8.自动打磨模块:用于对接触线进行打磨和抛光;
9.接触力保障机构:用于使自动打磨模块与接触线之间的压力恒定,并保护接触线,自动打磨模块固定设置在接触力保障结构的顶部;
10.升降机构:用于调整自动打磨模块的高度,接触力保障机构在升降机构的顶部。
11.采用上述方案,可通过自动打磨模块对接触线进行自动化打磨,避免了传统技术中人工打磨方式导致的效率低下的问题,其中接触力保障机构能够保证自动打磨模块与接触线的压力恒定,在其打磨过程中避免接触力过大或过小导致发生接触线损毁或打磨效果不好的现象;其中升降机构用于对装置高度的粗调节,使装置能够适配各个高度的接触线,并在打磨过程中根据接触力的大小做出高度调节。
12.自动打磨模块包括支架和砂带,支架上转动设置有轮组,轮组连接有驱动装置,砂带缠绕在轮组的外部,轮组用于带动砂带转动,驱动装置用于驱动轮组。
13.采用上述方案,其中自动打磨模块可对接触线进行表面处理,解决接触线表面由于磨损产生的磨损不均匀、侧磨及硬点等现象,其主要通过砂带进行对接触面的打磨和抛光,其中砂带通过设置在支架上的轮组能够进行自转,在自转过程中,通过砂带较为粗糙的外表面,即可实现对接触线表面的打磨,其中轮组通过驱动装置驱动,在轮组转动时,砂带可跟随转动,通过上述结构,代替了传统技术中通过人工手持砂轮进行接触线打磨的方式,避免了在人工打磨过程中可能出现的施工危险,提高了接触线打磨的效率、质量及安全性。
14.轮组包括驱动轮和数个从动轮,驱动轮与驱动装置的输出轴固定连接,驱动轮和数个从动轮均与砂带滚动连接。
15.采用上述方案,其中驱动轮与驱动装置的输出轴固定连接,可传递输出轴的扭矩到砂带上,使砂带进行转动;从动轮用于张紧砂带,从而使闭合结构的砂带在转动过程中保持运行稳定。
16.支架上设置有张紧轮组件,张紧轮组件的一端与砂带滚动连接,另一端与支架铰接,张紧轮组件的侧部铰接有弹性组件,弹性件远离张紧轮组件的一端与支架铰接。
17.采用上述方案,能够进一步提高砂轮运行的稳定性,通过加设的张紧轮组件,可提高砂带在运行过程中的张力,其中弹性组件可对张紧轮组件持续提供适应性推力,从而使张紧轮组件在砂带产生活动时,保持对砂带的张紧作用。
18.支架与驱动装置的输出轴转动连接,支架的侧部铰接有电推缸,电推缸远离支架的一端与支座铰接。
19.采用上述方案,通过电推缸的伸出或缩回,可实现对自动打磨模块的角度调节,在该种方案中,自动打磨模块通过输出轴固定其在竖直方向上的位置,通过该种方案,能够实现对接触线不同角度的打磨和抛光。
20.支座和接触力保障机构之间设置有压力传感器,压力传感器用于检测砂带和接触线之间的压力。
21.采用上述方案,可通过压力传感器检测砂带和接触线之间的压力,其中砂带和接触线之间的压力由本装置和接触线之间的距离决定,当装置上升,靠近接触线时,则压力变大;当装置下降,远离接触线时,则压力变小,如果压力传感器检测得到的数值大于设定的最大压力值,则立即停止打磨作业,接触线打磨机复位,防止过大的接触压力损坏接触网。
22.升降机构包括剪式升降机,剪式升降机的顶部滑动设置有数个导向杆,导向杆的侧部固定设置有上面板,数个导向杆用于对上面板在垂直方向上的移动进行导向;
23.上面板的底部固定连接有气缸,气缸远离上面板的一端与剪式升降机的顶部固定连接。
24.采用上述方案,其中气缸在受到压力时能够进行适应性缩回,以保证上面板与接
触物的压力恒定,避免因自动打磨模块与接触线之间的距离变化而导致接触压力变化,其中导向杆用于保证上面板能够做垂直于剪式升降机上表面的运动,避免上面板在上下运动时发生倾斜;其中升降结构用于对装置进行整体的高度调节。
25.剪式升降机的顶部固定设置有第一位移传感器,第一位移传感器用于监测上面板的高度。
26.采用上述方案,其中第一位移传感器可监测上面板的移动距离,并判断气缸行程是否被完全压缩,用以保证接触力保障机构始终拥有可被压缩的被动补偿量。
27.一种刚性接触线快速打磨方法,其特征在于,包括以下步骤:
28.步骤a:收集损伤类型数据到存储系统中,并形成损伤类型数据库;
29.步骤b:获得接触线状态巡检数据,并对巡检数据进行识别,确认损伤类型s;
30.步骤c:将损伤类型s与损伤类型数据库进行匹配,并得到最佳打磨策略w:
31.步骤d:控制打磨系统进行打磨作业,并完成接触线的维护保养。
32.采用上述方案,能够提高接触线打磨的效率和质量,通过自动识别当前接触线的损伤类型并采取最佳打磨策略,可实现对打磨策略选择的智能化。
33.步骤d的具体步骤为:
34.步骤d1:通过工程车控制前进,并实时检测气缸的实时行程s1,并实时监测接触压力是否小于fmax;
35.步骤d2:若接触压力大于fmax,则气缸紧急泄压,且电推杆驱动升降机构下降;
36.步骤d2:若接触压力小于fmax,则时刻监测气缸的行程是否在气缸的总行程s的1/4到3/4之间;如果气缸604的实时行程s1大于总行程s的3/4,则电推杆802驱动升降机下降,使气缸604的实时行程s1在总行程s的1/3到2/3处,;
37.步骤d3:若气缸604的实时行程s1小于总行程s的1/4,则电推杆驱动升降机构上升,使气缸的实时行程s1在总行程s的1/3到2/3之间;
38.步骤d4:调整完毕后,继续进行打磨作业,直到完成接触线的维修保养。
39.采用上述方案,施工人员能够通过检测得到的压力来判断当前自动打磨模块与接触线压力是否保持在合理数值,通过该种方法,能够有效避免打磨压力过大损坏接触线,或打磨压力过小导致打磨效果不佳的情况发生。
40.综上所述,本发明的有益效果为:
41.1.通过自动打磨模块能够避免传统技术中,人力打磨费时费力,且效率不高的技术问题,通过接触力保障机构能够对打磨压力进行实时调控,避免接触力过大或过小产生接触线损坏或打磨效果不佳的现象,提高接触线打磨的效率、效果和安全性。
42.2.通过自动打磨系统,能够自动分辨接触线的损伤类型,并匹配与损伤类型对应的打磨策略,通过该种方案,能够提高对接触线损伤类型和打磨擦略的判断效率,并实现对接触线打磨的智能化和自动化。
43.3.通过位移传感器实时监测打磨过程,能够根据打磨状态来调整打磨的角度和自动打磨模块之间的压力。
附图说明
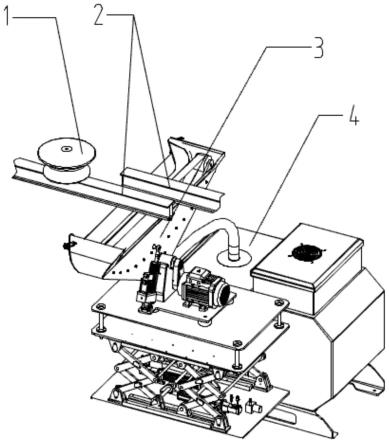
44.图1为本发明的俯视角装配示意图;
45.图2为本发明的侧视角装配示意图;
46.图3为本发明的自动打磨模块侧视角结构示意图;
47.图4为本发明的自动打磨模块俯视角结构示意图;
48.图5为本发明的除尘器装配示意图;
49.图6为本发明的接触力保障机构侧视角结构示意图;
50.图7为本发明的施工流程图;
51.图8为本发明的损伤类型与策略匹配示意图;
52.图9为本发明的升降机构侧视角结构示意图;
53.图10为本发明的打磨系统结构示意图。
54.附图标记:1-绝缘子;2-汇流排;3-接触线;4-除尘机构;5-自动打磨模块6-接触力保障机构;7-压力传感器;8-升降机构;501-从动轮;502-支架;503-砂带;504-张紧轮组件;505-驱动轮;506-支座;507-电推缸;508-输出轴;509-皮带;510-电机;403-集尘罩;402-软管;401-除尘器;601-导向杆支座;602-导向杆;603-上面板;604-气缸;605-直线轴承;606-第一位移传感器;801-剪式升降机;802-电推杆;803-第二位移传感器。
具体实施方式
55.下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
56.实施例一:
57.一种刚性接触线快速打磨系统,包括:
58.自动打磨模块5:用于对接触线进行打磨和抛光;
59.接触力保障机构6:用于使自动打磨模块5与接触线之间的压力恒定,并保护接触线,自动打磨模块5固定设置在接触力保障结构6的顶部;
60.升降机构8:用于调整自动打磨模块5的高度,接触力保障机构6设置在升降机构8的顶部。
61.在上述方案中,其中自动打磨模块5进行对接触线的打磨,其中接触力保证机构6用于保持上述自动打磨模块5和接触线之间的压力恒定,升降机构8用于对装置进行高度粗调节,其连接关系为自动打磨模块5固定设置在接触力保障机构6的顶部,接触力保障机构6固定设置在升降机构8的顶部,通过该种方案,能够实现接触线打磨的自动化,同时保证对接触线的压力恒定,避免在打磨过程中产生过大或过小的接触力造成接触线损毁或打磨效果不佳的现象。其具体结构如图1-图2所示。
62.自动打磨模块5包括支架502和砂带503,支架502上转动设置有轮组,轮组连接有驱动装置,砂带503缠绕在轮组的外部,轮组用于带动砂带503转动,驱动装置用于驱动轮组。
63.在上述方案中,其中轮组连接有驱动装置,在本实施例中,驱动装置为电机510,整体结构如图4所示,其中电机510的驱动轴连接有输出轴508,其中电机510的驱动轴与输出轴508通过皮带509连接。其中输出轴508转动设置在支座506的顶部。
64.其中自动打磨模块5与接触线3接触,接触线3设置在汇流排2底部,汇流排2的顶部设置绝缘子1,在自动打磨模块5的一侧设置除尘机构4,其中除尘机构4用于收集自动打磨模块5产生的磨削。
65.电机510的驱动轴与轮组连接,并通过轮组将扭矩传递给砂带503,在电机510的驱动下,砂带503形成的闭合结构进行自转,并对接触线3进行打磨和抛光。在本实施例中,电机510的驱动轴通过输出轴508将扭矩输出给轮组,其具体结构如图4所示。
66.其中砂带503依次绕过轮组中各滚动轮的外壁,且砂带503首尾相接形成上述闭合结构,其具体传动关系与传送带和辊子的传动关系相同,在本处不再详细阐述。其中支架用于固定轮组中的各个滚动轮,使滚动论的位置固定,并能绕自身轴线做自转运动。
67.轮组包括驱动轮505和数个从动轮501,驱动轮505与驱动装置的输出轴固定连接,驱动轮505和数个从动轮501均与砂带503滚动连接。其中驱动轮505用于传递电机510的扭矩,由于驱动轮505与砂带503为滚动连接,故在驱动轮505进行自转时,理想情况下,砂带503的内面和驱动轮505的外壁之间不产生克服摩擦力的运动,砂带503随着驱动轮505进行转动,在砂带503转动的过程中,砂带503粗糙的外面即可实现打磨和抛光的效果。其具体结构如图3-图4所示。
68.支架502上设置有张紧轮组件504,张紧轮组件504的一端与砂带503滚动连接,另一端与支架502铰接,张紧轮组件504的侧部铰接有弹性组件,弹性件远离张紧轮组件504的一端与支架502铰接。
69.在上述方案中,其中张紧轮组件504的一端铰接在支架502上,另一端为滚轮结构,该滚轮结构与砂带503滚动连接,其具体为,滚轮结构与砂带503形成的闭合结构的接触点,位于上述从动轮501和驱动轮505的外切线上,通过该种方案,当张紧轮组件504在水平方向上产生位移时,即上述外切线具有长度增加的趋势,在该种趋势下,即可实现对砂带503的进一步绷紧,增加砂带503的转动稳定性。上述砂带503形成的闭合结构为本实施例为方便理解做出的概念,即为砂带503在驱动轮505、两个从动轮501的张紧作用下所形成的几何形状。其中张紧轮组件504在水平方向上产生位移,是指张紧轮组件504在绕着与支架502的铰接点转动时,其转动方向可分解为一个竖直方向上的位移和一个水平方向上的位移,其中竖直方向上的位移与水平方向上的位移可围合成一个矩形,该时刻的转动方向即为该矩形的对角线方向,其中对砂带503产生张紧作用的即为张紧轮组件504水平方向上的位移。
70.上述张紧轮组件504的侧部连接有弹性组件的一端连接在张紧轮组件504的中部,另一端铰接在支架502上,其中弹性组件能够为张紧轮组件504提供推力,使张紧轮组件实时压紧砂带503,其具体结构如图3所示。在本实施例中,弹性组件优选为弹簧。
71.支架502与驱动装置的输出轴转动连接,支架502的侧部铰接有电推缸507,电推缸507远离支架502的一端与支座506铰接。通过该种结构,在电推杠507向外推出和向内缩回的过程中,即可实现对自动打磨模块5的角度调整,在该种情况下,电推缸507和驱动装置的驱动轴形成对支架502的支撑。在安装集尘罩403的情况下,可在集尘罩403上开设光孔,并使电推缸507穿过该光孔与支架502连接,且在伸缩杆的端部固定设置横杆,该横杆与伸缩杆垂直,其中横杆的一端与伸缩杆铰接,另一端与支架502固定连接。
72.在本实施例中,集尘罩403通过软管402连接有除尘器401,掉落在集尘罩403中的磨削可在除尘器401中被集中回收处理。
73.支座506和接触力保障机构6之间设置有压力传感器7,压力传感器7用于检测砂带503和接触线之间的压力。
74.其中压力传感器7承受自动打磨模块5的重量,当自动打磨模块5上的砂带503向接触线方向压紧时,压力传感器7的检测数据增大,当砂带503与接触线之间的压力减小时,则压力传感器7检测数据减小,打磨作业过程中如果压力传感器7检测得到的数值大于设定的最大压力值,则立即停止打磨作业,接触力保障机构6中的气缸604泄压,升降机构8复位,防止过大的接触压力损坏接触网。
75.升降机构8包括剪式升降机801,剪式升降机801的顶部滑动设置有数个导向杆602,导向杆602的侧部固定设置有上面板603,数个导向杆602用于对上面板603在垂直方向上的移动进行导向;
76.上面板603的底部固定连接有气缸604,气缸604远离上面板603的一端与剪式升降机801的顶部固定连接。
77.在本实施例中,其中剪式升降机801的顶部滑动设置数个导向杆602,在导向杆602的侧部固定设置上述上面板603,具体为,剪式升降机801的顶板上设置有数个与导向杆602配合的光孔,导向杆602可穿过该光孔与剪式升降机801的顶板插接,连接后,上面板603可沿着导向杆602的方向上下移动;
78.上述导向杆602能够防止上面板603在滑动过程中产生水平方向上的移动。其中导向杆602固定设置在导向杆支座601上,其中导向杆支座601可增加导向杆602在上面板603上的稳定性,在本实施例中,导向杆支座601设置在上面板603上。
79.进一步来说,剪式升降机801的顶部设置有直线轴承605,导向杆602滑动设置在直线轴承605的中部。
80.其中气缸604为本装置中实现压力恒定的元件,气缸604的底部与剪式升降机801固定连接,气缸604中的伸缩杆与上面板603固定连接,在本实施例中,气缸604在垂直方向上进行伸缩。
81.其中上面板603的顶部固定设置自动打磨模块5,当自动打磨模块5与接触线3的压力产生变化,具体为压力变大时,气缸604在压力的作用下可将伸缩杆缩回;当压力变小时,伸缩杆在气压的作用下向外伸出;当压力稳定,不发生变化时,气缸则保持不动。通过上述方式,可达到对接触线压力保持恒定的效果。其中上面板603、导向杆602和气缸604共同组成接触压力保障机构。
82.在一种优选方案中,剪式升降机通过电推杆802驱动,其中电推杆剪式升降机801的顶部和底部设置有滑轨,剪式升降机801的中部设置有剪式推杆,所述剪式推杆的两端分别与滑轨滑动连接,通过电推杆802推动上述剪式推杆,即可实现剪式升降机的升降,在其他方案中,剪式升降机为现有技术,在本处不做详细阐述;进一步来说,在剪式升降机801的底部设置第二位移传感器803,所述第二位移传感器803用于检测剪式升降机801的升降量。
83.剪式升降机801的顶部固定设置有第一位移传感器606,第一位移传感器606用于监测上面板603的高度。
84.采用上述方案,其中第一位移传感器606可监控上面板603的高度,并根据该高度变化判断气缸604的伸缩量是否在正常范围之内。
85.实施例二:
86.一种刚性接触线快速打磨方法,其特征在于,包括以下步骤:
87.步骤a:收集损伤类型数据到存储系统中,并形成损伤类型数据库;
88.步骤b:获得接触线状态巡检数据,并对巡检数据进行识别,确认损伤代号s;
89.步骤c:将损伤类型s与损伤类型数据库进行匹配,并得到最佳打磨策略w:
90.步骤d:控制打磨系统进行打磨作业,并完成接触线的维护保养。
91.在上述实施例中,该种方法包括数据源模块、分析模块、决策模块和执行模块,其具体系统结构如图10所示,其中分析模块用于对巡检数据进行识别,确认损伤参数并得到损伤代号s,其中损伤类型s和参数包括异常磨耗值、波磨、硬点、刮伤、灼伤和偏磨角度信息,匹配得到相应的损伤代号s,其中损伤代号s和损伤参数、类型的匹配表如图8所示。其流程图如图7所示。其中打磨策略为w01-s06,具体为通过不同打磨压力和工程车速度来应对不同损伤情况,其中各损伤情况通过损伤代号s01-s06标示,并一一对应打磨策略w01-w06,若波磨、灼伤的异常磨耗值均为0.02mm,则判断损伤代号为s02,并调用策略代号为w02的策略,上述w02策略为角度打磨为α、打磨压力为(30*k)n、工程车速度为5km/h。其中k为损伤系数,α可根据实际实用需要进行预设和调整;
92.若硬点和刮伤的异常磨耗值均为0.02mm,或波磨和灼伤的异常磨耗值均为0.03mm,则判断损伤代号为s03,调用w03策略,上述w03策略为打磨角度为α、打磨压力为(60*k)n,工程车速度为3km/h。
93.步骤d的具体步骤为:
94.步骤d1:通过工程车控制前进,并实时检测气缸的实时行程s1,并实时监测接触压力是否小于fmax;
95.步骤d2:若接触压力大于fmax,则气缸紧急泄压,且电推杆驱动升降机构下降;
96.步骤d2:若接触压力小于fmax,则时刻监测气缸的行程是否在气缸的总行程s的1/4到3/4之间;如果气缸604的实时行程s1大于总行程s的3/4,则电推杆802驱动升降机下降,使气缸604的实时行程s1在总行程s的1/3到2/3处;
97.步骤d3:若气缸604的实时行程s1小于总行程s的1/4,则电推杆驱动升降机构上升,使气缸的实时行程s1在总行程s的1/3到2/3之间;
98.步骤d4:调整完毕后,继续进行打磨作业,直到完成接触线的维修保养。
99.在上述实施例中,其中检测得到的接触压力为t1,首先判断t1是否在打磨压力容许误差之内,其中打磨压力容许上限为f1,打磨压力容许下限为f2,上述最大约需打磨压力fmax的数值大于f1。其具体为:
100.控制工程车控制前进,并实时检测自动打磨模块与接触线之间的接触压力t1;
101.如果检测得到的接触压力t1大于打磨压力误差上限f1,则控制升降机构下降;如果检测得到的接触压力t1小于打磨压力误差下限f2,则控制升降机构上升;如果检测得到的接触压力t1超过了最大允许打磨压力fmax,则紧急停止打磨作业,并控制升降机构下降;完成打磨作业后,关闭自动打磨模块,升降机构下降至初始位置。
102.完成打磨后,气缸604泄压,升降机构8下降至初始位置,关闭打磨砂带603,打磨角回复至初始状态,工程车停车。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
