1.本实用新型涉及卷烟机组,更具体地,本实用新型涉及一种水松纸弯曲拉毛装置。
背景技术:
2.zj17卷烟设备的水松纸供纸装置共有两个纸盘架,每个纸盘架都装有一套张紧与制动装置,水松纸运动时,使水松纸始终保持恒定的张力,即能均匀顺利地拉离纸盘,保证水松纸不会松驰,以保证给设备提供足够的水松纸。
3.由于现在卷烟设计的个性化、多样化,造成水松纸的设计也花样繁多,在生产过程中,存在产品的水松纸印刷面因特殊处理或设计需求,导致水松纸吸水性不佳,加上不同厂家、批次之间的水松纸差异性,对烟支的搓接质量、单箱消耗、设备运行等造成较大影响,需要维修人员经常、反复调整设备来适应不同的水松纸。
4.在烟支的生产过程中,首先是制备双倍长的烟支,如图6所示,双倍长的烟支包括烟丝部分和滤嘴芯部分,随后由水松纸卷绕在滤嘴芯处,形成双倍长的完整烟支,再将双倍长的烟支从中间切断,形成单倍长的常规标准烟支。
5.如图7所示,zj17卷烟设备的供纸装置提供连续不断的水松纸1,由于水松纸后续要搓接在烟支滤嘴芯处,并且要通过上胶装置22粘接,因此在该工艺前,需要对水松纸经过现有瓷刮刀24进行预刮毛和弯曲,便于后续水松纸上胶和搓接成型;现有陶瓷刮刀是长方体,其截面为正方形,使用过程中,瓷刮刀的一个直角棱边与水松纸接触,对水松纸进行刮毛。在两个压纸辊21和供纸辊2的共同作用下,水松纸被向前(上胶装置方向)传递,两个导纸辊3的作用是支撑水松纸向前传递,水松纸导轨23的作用是调整水松纸里外位置,保证水松纸始终处于正确位置,使得搓接时水松纸在双倍长烟支上粘接后位置准确,上胶装置是将水松纸进行上胶,便于后续粘接。水松纸在搓接前被切割成需要的尺寸,然后在搓接鼓轮上被搓接到双倍长烟支上,并通过胶水粘接固定。
6.现有预拉毛装置存在不能适应不同水松纸的问题,一遍拉毛的效果以及瓷刮刀角度固定的拉毛效果已经无法满足不同水松纸工艺的要求,常常出现水松纸拉毛、弯曲不彻底,进而在后续工艺中出现水松纸泡皱、水松纸飞边等质量缺陷。
技术实现要素:
7.本实用新型克服了现有技术的不足,提供一种水松纸弯曲拉毛装置的实施方式,以期望可以解决水松纸在拉毛、弯曲时不彻底,进而在后续工艺中出现水松纸泡皱、水松纸飞边等质量缺陷的问题。
8.为解决上述的技术问题,本实用新型采用以下技术方案:
9.一种水松纸弯曲拉毛装置,具有压纸辊、供纸辊、导纸辊;所述供纸辊上端设有所述压纸辊;所述供纸辊的下游设有导纸辊;所述供纸辊和导纸辊之间的供纸辊底座上设有瓷刮刀底座,所述瓷刮刀底座具有底座竖臂和底座横臂,且底座竖壁和底座横臂垂直连接,所述底座竖臂上设置有条孔;所述条孔为m6通孔,所述条孔长度为6mm-10mm,优选条孔长度
为8mm。所述底座横臂下部设有瓷刮刀安装槽,所述瓷刮刀安装槽为矩形槽,所述瓷刮刀安装槽的宽度小于或者等于瓷刮刀的宽度,所述瓷刮刀安装槽的高度小于瓷刮刀的高度,所述瓷刮刀安装槽的长度大于或者等于瓷刮刀的长度,优选瓷刮刀安装槽的宽度和高度为7
×
7mm,匹配截面尺寸为(8~9)
×
(8~9)mm的瓷刮刀;所述瓷刮刀安装槽内安装有瓷刮刀,所述瓷刮刀为长方体,且瓷刮刀的横截面为正方形,所述瓷刮刀截面的尺寸优选为8.5
×
8.5mm,所述瓷刮刀的宽度大于水松纸的宽度。
10.所述瓷刮刀两端各设有压板,所述压板通过螺纹与所述底座横臂连接压紧瓷刮刀,所述压板为l型;所述压板具有压板竖臂和压板横臂,所述压板竖臂固定连接在压板横臂的一端,所述压板竖臂和所述压板横臂垂直连接。
11.所述压板横臂上具有压板凸台,所述压板凸台处设置有贯穿压板横臂的螺纹孔,所述螺纹孔为m4螺纹孔,底座竖臂的底部且非瓷刮刀部,设置有两个m4螺纹孔,压板通过m4螺钉与底座横臂连接。
12.所述压板横臂上设有瓷刮刀辅助槽,所述瓷刮刀辅助槽大于或者等于8.5mm。所述供纸辊与导纸辊间距离为110mm,所述瓷刮刀底座安装在其中线位置55mm,所述瓷刮刀与水松纸角度为7
°‑
10
°
,所述瓷刮刀与水松纸优选角度为9
°
。
13.所述供纸辊的上游设置有位置及角度均固定的瓷刮刀,此瓷刮刀为zj17卷烟设备的水松纸供纸装置上的现有瓷刮刀,它与水松纸弯曲拉毛装置上能够调节角度和位置的瓷刮刀进行配合,对水松纸完成两次拉毛。
14.与现有技术相比,本实用新型至少具有以下有益效果:本实用新型依据现有的瓷刮刀规格来设计,结构简单,易于安装,能够调整瓷刮刀的角度,与原有瓷刮刀进行配合,提高了水松纸吸水性,改善了水松纸原纸面与印刷面的粘合效果,从而提高烟支的搓接质量,提质降耗,提升设备运行效率。在使用不同厂家水松纸和同一厂家不同批次的水松纸进行搓接时,以瓷刮刀最佳角度进行刮毛,不需要对设备其他部分作任何调整和参数更改。
附图说明
15.图1为本实用新型所述的水松纸弯曲拉毛装置的爆炸示意图;
16.图2为本实用新型所述的水松纸弯曲拉毛装置的组装示意图;
17.图3为本实用新型瓷刮刀底座示意图;
18.图4为本实用新型压板示意图;
19.图5为本实用新型所述的水松纸弯曲拉毛装置的安装位置示意图;
20.图6为双倍长烟支结构示意图;
21.图7为水松纸供纸装置局部结构示意图;
22.图中各序号代表的部件名称如下:1、水松纸;2、供纸辊;3、导纸辊;4、瓷刮刀;5、瓷刮刀底座;6、底座竖臂;7、底座横臂;8、条孔;9、瓷刮刀安装槽;10、压板;11、压板竖臂;12、压板横臂;13、压板凸台14、螺纹孔;15、瓷刮刀辅助槽;16、m6锁紧螺钉;17、φ6.5mm垫片;18、m4锁紧螺钉;19、φ4.5mm垫片;20、瓷刮刀安装最佳方向指示线;21、压纸辊;22、上胶装置;23、水松纸导轨;24、现有瓷刮刀。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
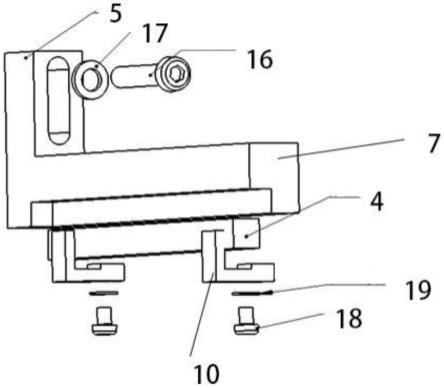
24.如图1-图2所示一种水松纸弯曲拉毛装置,具有瓷刮刀底座,瓷刮刀底座的底座竖壁上配置一个锁紧螺钉和垫片,通过锁紧螺钉固定安装到供纸辊底座上。供纸辊底座处有多余的m6螺纹孔,将瓷刮刀的安装位置设计在供纸辊底座处,利用该多余的m6螺纹孔,通过m6锁紧螺钉16和φ6.5
㎜
垫片17将瓷刮刀锁紧。每块压板上配置一个m4锁紧螺钉18和φ4.5
㎜
垫片19,通过锁紧螺钉将压板锁紧到瓷刮刀底座上。利用瓷刮刀底座上的条孔,可以调整水松纸弯曲拉毛装置与供纸辊底座的相对位置,也可以旋转水松纸弯曲拉毛装置以调整瓷刮刀与水松纸1的接触角度。
25.如图2和图3所示,瓷刮刀底座5具有底座竖臂6和底座横臂7,底座竖壁连接在底座横臂的一端,且底座竖壁和底座横臂垂直连接。为了便于瓷刮刀4的角度和位置调节,底座竖臂上设置条孔8,条孔为m6通孔,条孔长度为6mm-10mm,优选条孔的长度为8mm。底座横臂的下部设置有瓷刮刀安装槽9,瓷刮刀安装槽为矩形槽,瓷刮刀为长方体,且瓷刮刀的横截面为正方形,截面的尺寸优选为7
×
7mm。优选的瓷刮刀安装槽的宽度小于瓷刮刀的宽度,瓷刮刀安装槽的高度小于瓷刮刀的高度,瓷刮刀安装槽的长度大于或者等于瓷刮刀的长度,优选瓷刮刀安装槽的宽度和高度为7
×
7mm,匹配截面尺寸为(8~9)
×
(8~9)mm的瓷刮刀,瓷刮刀的长度大于水松纸1的宽度。为了便于瓷刮刀在底座上固定,在底座竖壁的底部且非瓷刮刀安装槽的部分,与压板螺纹孔对应设置有两个m4螺纹孔,方便安装压板。
26.如图4所示,根据本实用新型的一个具体实施例,瓷刮刀的截面是尺寸为8.5
×
8.5mm的正方形,结合瓷刮刀底座尺寸,设计出l型的压板10两个,两个压板通过两颗m4锁紧螺钉固定到瓷刮刀底座上。
27.所述压板具有压板竖臂11、压板横臂12,所述压板竖臂固定连接在压板横臂的一端,压板竖壁和压板横臂垂直,压板横臂上具有压板凸台13,压板凸台处设置有贯穿压板横臂的螺纹孔14。压板凸台与压板竖壁之间形成瓷刮刀辅助槽15,压板固定到瓷刮刀底座上,此时瓷刮刀被限定在瓷刮刀辅助槽和瓷刮刀安装槽内,形成稳定的安装关系。
28.如图5所示,由于供纸辊2与导纸辊3间距离为110mm,瓷刮刀安装在其中线位置(55mm)且垂直水松纸,如瓷刮刀安装最佳方向指示线20所示的位置,瓷刮刀弯曲和刮毛水松纸的作用最佳,瓷刮刀与水松纸角度优选为7
°‑
10
°
。瓷刮刀最佳安装角度20为9
°
,对水松纸更好的进行拉毛弯曲。
29.在使用时通过瓷刮刀底座上的底座竖臂与供纸辊底座连接,将压板与底座横臂连接,放入瓷刮刀,通过螺栓锁紧瓷刮刀和压板;调整好瓷刮刀角度,使瓷刮刀与水松纸贴合接触,锁紧底座竖臂上的螺栓,打开设备运行即可对水松纸进行二次拉毛弯曲。
30.通过加装本实用新型,对水松纸进行拉毛、弯曲,使水松纸拉毛、弯曲质量明显提高,且本实用新型结构简单,易于安装,在不需要对水松纸进行二次拉毛和弯曲时,只需调整本实用新型进行角度调整即可。
31.尽管这里参照本实用新型的解释性实施例对本实用新型进行了描述,但是应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在
本技术公开的原则范围和精神之内。更具体地说,在本技术公开的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变型和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。