1.本实用新型涉及电极帽修磨技术领域,尤其涉及到一种电极帽修磨刀片。
背景技术:
2.焊枪在长时间的工作后,安装于末端的电极帽表面会形成一定厚度的氧化层和合金层,同时焊接用表面形态也会产生变化,从而对焊接质量产生影响,因此需要定期对电极帽表面进行去氧化层和表面整形工作。
3.专利文献“201921229891.2”公开了“电极帽修磨用刀头、刀片及设备”,其主要包括刀片,刀座和安装销,其中,所述刀座上下两侧呈对称的凹形,中心处设置了第一安装槽和第二安装槽;刀片由分离的第一刀片和第二刀片组成;所述第一刀片和第二刀片上分别设置有第一安装孔和第二安装孔;所述第一刀片和第二刀片分别放置在所述第一安装槽和第二安装槽内,所述安装销插入第一安装孔和第二安装孔内。其采用了两个不对称设置的刀片对电极帽进行切屑,而且对电极帽的修磨量大,影响其使用寿命;此外,电极帽修磨除了要对电极帽的端部底面进行修磨,还需要对电极帽的端部球面进行修磨,只有这样才不会影响电极帽的修磨质量以及后续使用。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供了一种电极帽修磨刀片。
5.本实用新型是通过以下技术方案实现的:
6.一种电极帽修磨刀片,包括刀片本体,所述刀片本体为矩形结构,所述刀片本体上下两侧对称设置有“u”型磨削刃口;
7.所述磨削刃口内的磨削刃面至少包括整形底切面和设置于所述整形底切面两侧的加工面。
8.本实用新型的进一步设置为:所述整形底切面包括整形面和对称设置于所述整形面两侧底部的导粉末面。
9.本实用新型的进一步设置为:所述整形面的横截面为尖顶形的空间曲面,所述整形面的上表面为圆弧形结构。
10.本实用新型的进一步设置为:所述导粉末面为斜面。
11.本实用新型的进一步设置为:所述加工面是横截面为弧形的空间曲面。
12.本实用新型的进一步设置为:所述加工面的上方设有倾斜设置的适应面,所述适应面的倾斜角度大于所述加工面的倾斜角度。
13.本实用新型的进一步设置为:所述适应面的顶部还设有定位面,所述定位面的顶面为平面。
14.本实用新型的进一步设置为:所述刀片本体的厚度大于等于3mm。
15.本实用新型公开了一种电极帽修磨刀片,与现有技术相比:
16.1、本技术方案通过整形底切面对电极帽的端部平面进行球磨,加工面对电极帽的
端部球面进行修磨,修磨量小,可以在很大程度上延长电极帽的使用寿命;
17.2、本技术方案的刀片本体作为一个整体,相较于分片式刀片,便于进行装配,加工精度高;
18.3、本技术方案在整形底切面上设置有导粉末面,便于对电极帽修磨后的粉末导出,防止堵塞;
19.4、本技术方案设置有适应面,可以适应电极杆有一定夹角的情况。
附图说明
20.图1为本实用新型的主视图。
21.图2为本实用新型的立体结构示意图。
22.图3为本实用新型配合电极帽磨削的加工示意图。
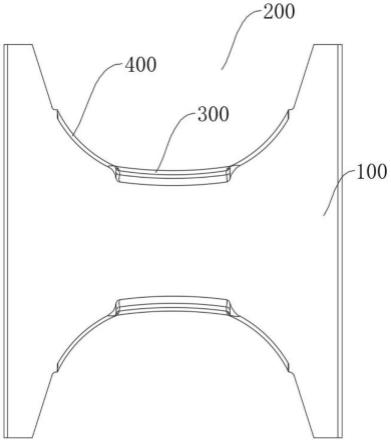
23.图4为图3中a面的放大图。
24.图5为电极帽的结构示意图,用于表现加工状态。
25.图中数字和字母所表示的相应部件名称:
26.其中:100、刀片本体;200、磨削刃口;300、整形底切面;301、整形面;302、导粉末面;400、加工面;500、电极帽;600、适应面;700、过渡面一;800、过渡台阶。
具体实施方式
27.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
28.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
29.本实用新型实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若出现术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
30.参阅图1至图5所示,一种电极帽修磨刀片,包括刀片本体100,所述刀片本体100为矩形结构,所述刀片本体100上下两侧对称设置有“u”型磨削刃口200;所述磨削刃口200内的磨削刃面至少包括整形底切面300和设置于所述整形底切面300两侧的加工面400。其中,所述整形底切面300用于对电极帽的端部平面进行修磨,加工面400用于对电极帽的端部球面进行修磨,“u”型磨削刃口200便于对电极帽进行导向,以便于后续对电极帽的修磨;值得注意的是,所述整形底切面300与所述加工面400之间设有过渡曲面一700,过渡曲面一700实现了整形底切面300与加工面400之间的平滑过渡,可以完成电极帽500的端部球面与未加工区的过渡加工;本技术方案在实际加工时,参阅图3所示,通过刀片的旋转使得电极帽500与刀片之间进行面接触,然后对电极帽500施加压力使得电极帽500不断靠近刀片的磨削刃面,通过速度差挤压力实现刀片和电极帽500之间的硬度差,从而进行磨削,并且刀片
的材质比电极帽500的材质硬,可以将合金层、氧化层等等表面材料从电极帽500的表面剥离,剥离出来的粉末参与表面修磨,大大提高修磨质量。
31.参阅图2和图4所示,所述整形底切面300包括整形面301和对称设置于所述整形面301两侧底部的导粉末面302;所述整形面301的横截面为尖顶形的空间曲面,所述整形面301的上表面为圆弧形结构;所述导粉末面302为斜面。其中,再参阅图5所示,图5为电极帽500的结构示意图,电极帽500包括圆柱形主体,端部球面sr1,端部平面φd1(实际为球面sr2,面积小、半径大,接近平面,故也可称为端部小平面),所述整形面301的上表面为圆弧形结构,所述整形面301的曲面的投影轮廓与电极帽500端部小平面相吻合,工作时可完成电极帽500端部小平面的加工;所述导粉末面302为斜面,其可用于排出粉末。
32.参阅图1、图2所示,所述加工面400是横截面为弧形的空间曲面。其中,所述加工面的曲面是投影轮廓与电极帽500端部球面吻合,横截面为弧形的空间曲面,其工作时可完成对电极帽500的端部球面的加工,整形底切面300两侧的加工面400圆弧半径相同,在对电极帽500进行加工时,参阅图3和图4所示,电极帽500先是通过整形底切面300对电极帽500的端部小平面进行修磨,随着对电极帽500施加压力变大,加工面400则开始对电极帽500的端部球面进行修磨。
33.参阅图2所示,所述加工面400的上方设有倾斜设置的适应面600,所述适应面600的倾斜角度大于所述加工面400的倾斜角度。其中,所述适应面600为倾斜设置的平面,通过与加工面400的配合,可以适应电极杆有一定夹角的情况,此外,所述适应面600与所述加工面400之间还设有过渡台阶800,完成加工面400与适应面600之间的过渡。
34.所述适应面600的顶部还设有定位面,所述定位面的顶面为平面。
35.所述刀片本体100的厚度大于等于3mm。
36.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
37.需要要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。