1.本技术涉及人工智能领域,具体涉及一种基于大数据分析的注塑控制方法。
背景技术:
2.随着社会经济的发展以及人民生活水平的提高,灯具的使用量也随之增多,其中注塑工艺是灯具壳体加工过程的重要工艺之一,其注塑后产品的质量会对灯具的使用效果产生影响。
3.注塑工艺通过将熔融的塑胶材质注射至注塑磨具中,获得注塑后的塑料产品。对于不同模具产品所需要的控制参数的取值不尽相同,然而对于当新开发出来的注塑产品,尚且没有针对该新产品的注塑过程的控制参数的各取值。
4.对于新开发的注塑产品的注塑过程各控制参数的取值,一般通过在反复的注塑实验的过程中不断调整各控制参数的取值,最终获得获取相对准确的各控制参数的具体取值。
5.发明人在实现本发明实施例的过程中,发现背景技术中至少存在以下缺陷:由于注塑后的产品会存在不同种类的缺陷,且同一种缺陷通常受多个控制参数的影响,使得为获得新开发产品的各控制参数的各最佳取值,需要的试验次数较多且反复实验的过程中,造人力以及物力多方面的不必要的浪费。
技术实现要素:
6.针对上述技术问题,本发明提供了一种基于大数据分析的注塑控制方法,通过对现有注塑产品的注塑过程的控制参数的取值以及注塑后缺陷指标的值作为参考,能够避免盲目进行注塑实验从而有效减少注塑试验次数,提高对新研发的产品的各控制参数的各最佳取值的获取效率。
7.本发明实施例提出了一种基于大数据分析的注塑控制方法,包括:
8.获取包含各相似注塑产品的各注塑数据的第一数据集,所述相似注塑产品为与待注塑产品的相似度大于预设相似度阈值的注塑产品,所述注塑数据包括注塑过程的各控制参数以及注塑后的各缺陷指标,各缺陷指标分别为注塑后产品中各种缺陷的面积。
9.从数据集的各注塑数据中分别筛选出缺陷指标小于或等于每一种缺陷对应的预设阈值的注塑数据,以分别获得每一种缺陷对应的正常数据集。
10.确定同一控制参数在同一正常数据集中各取值,根据各取值中每一取值及其以外的取值的大小,分别获得该控制参数在该正常数据集中的每一取值对该正常数据集的可信度。
11.根据第一数据集中各注塑数据是否位于同一种缺陷对应的正常数据集中,分别计算各控制参数对每一种缺陷的信息增益值。
12.根据不同缺陷对应的各正常数据集中同一控制参数的各取值分别对每一种缺陷的可信度,以及该控制参数对不同缺陷的各信息增益值,获得同一控制参数在各正常数据
集中的各取值的取值评价值。
13.根据同一控制参数在各正常数据集中的各取值的取值评价值,分别获得同一控制参数的各取值的最优取值系数,并选择同一控制参数的中最优取值系数最大的取值作为该控制参数的最优初始取值,以分别获得各控制参数的各最优初始取值。
14.以各控制参数的各最优初始取值对待注塑产品进行注塑,将注塑后产品的各缺陷指标的均值作为综合缺陷指标,根据综合缺陷指标以及控制参数对缺陷的信息增益值,分别确定对各控制参数的调节量以及调节方向,进行迭代直至综合缺陷指标收敛,并以综合缺陷指标收敛后得到的各控制参数的取值对待注塑产品进行注塑。
15.进一步的,一种基于大数据分析的注塑控制方法中,确定同一控制参数在同一正常数据集中各取值,根据各取值中每一取值及其以外的取值的大小,分别获得该控制参数在该正常数据集中的每一取值对该正常数据集的可信度,包括:
[0016][0017]
式中c
ijs
为第j种缺陷的正常数据集中第i个控制参数的第s个取值,c
ijq
为第j种缺陷的正常数据集中第i个控制参数的第s个取值以外的其他取值,m为第j种缺陷的正常数据集中第i个控制参数的第s个取值以外的其他取值的数量。
[0018]
进一步的,一种基于大数据分析的注塑控制方法中,根据第一数据集中各注塑数据是否位于同一种缺陷对应的正常数据集中,分别计算各控制参数对每一种缺陷的信息增益值,包括:
[0019]
根据第一数据集中各注塑数据是否位于同一种缺陷对应的正常数据集中,计算各控制参数分别对每一种缺陷的整体信息熵。
[0020]
根据第一数据集中任一控制参数的各取值下的各注塑数据是否位于该任一中缺陷对应的正常数据集中,计算该控制参数对该任一缺陷的信息熵。
[0021]
将所述整体信息熵与该控制参数对该任一缺陷的信息熵作差,将作差结果作为该任一控制参数对任一种缺陷的信息增益值。
[0022]
进一步的,一种基于大数据分析的注塑控制方法中,第一数据集中注塑产品与待注塑产品的相似度的计算过程包括:
[0023]
对第一数据集中任一注塑产品的模型表面图像进行灰度化获得第一灰度图像。
[0024]
对待注塑产品的模型表面图像进行灰度化获得第二灰度图像。
[0025]
计算第一灰度图像的灰度直方图与第二灰度图像的灰度直方图的巴氏系数,将巴氏系数作为第一数据集中该任一注塑产品与待注塑产品的相似度。
[0026]
进一步的,一种基于大数据分析的注塑控制方法中,根据不同缺陷对应的各正常数据集中同一控制参数的各取值分别对每一种缺陷的可信度,以及该控制参数对不同缺陷的各信息增益值,获得同一控制参数在各正常数据集中的各取值的取值评价值,包括:
[0027]
p
ijs
=k
ijs-|c
ijs-cw
ij
|*j
ij
[0028]
其中,p
ijs
为第i个控制参数在第j种缺陷的正常数据集中第s个取值的取值评价值,k
ijs
为第j种缺陷的正常数据集中第i个控制参数的第s个取值的可信度,j
ij
为第i个控制参数对第j种缺陷的信息增益值,c
ijs
为第j种缺陷的正常数据集中第i个控制参数的第s个取值,cw
ij
表示在第j种缺陷的正常数据集中第i个控制参数的各取值中最小的缺陷指标对
应的控制参数的取值。
[0029]
进一步的,一种基于大数据分析的注塑控制方法中,根据同一控制参数在各正常数据集中的各取值的取值评价值,分别获得同一控制参数的各取值的最优取值系数,包括:
[0030]
将同一控制参数的同一取值在不同正常数据集中的各取值评价值进行平均加权求和,将加权求和结果作为同一控制参数的同一取值的最优取值系数。
[0031]
进一步的,一种基于大数据分析的注塑控制方法中,根据综合缺陷指标以及控制参数对缺陷的信息增益值,分别确定对各控制参数的调节量以及调节方向,包括:
[0032]
计算任一控制参数分别对各缺陷的信息增益值的均值,将综合缺陷指标对该均值进行除法运算,将除法运算结果作为该任一控制参数的调节量。
[0033]
确定任一控制参数分别对各缺陷的各信息增益值中的最大的信息增益值,并确定该最大的信息增益值对应的缺陷。
[0034]
判断该任一控制参数在该缺陷的正常数据集中的取值的平均值是否大于当前待注塑产品在该参数上的取值,若判断结果为是,则对于该任一控制参数的调节方向为增大,否则,对该任一控制参数的调节方向为减小。
[0035]
本发明实施例提供了一种基于大数据分析的注塑控制方法,相比于现有技术,本发明实施例的有益效果在于:通过对现有注塑产品的注塑过程的控制参数的取值以及注塑后缺陷指标的值进行分析,获得新研发的产品的初始的各控制参数的取值,在初始的各控制参数的取值的基础上进行调整并进行注塑实验,直至获得与新研发的产品相匹配的各控制参数的最佳取值,能够避免盲目进行注塑实验从而有效减少注塑试验次数,提高对新研发的产品的各控制参数的各最佳取值的获取效率。
附图说明
[0036]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0037]
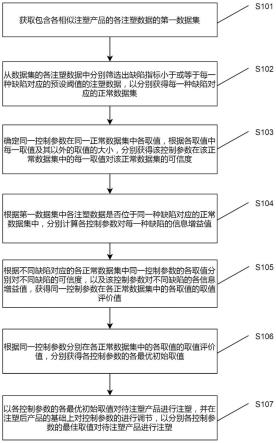
图1是本发明实施例提供的一种基于大数据分析的注塑控制方法的流程示意图。
具体实施方式
[0038]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0039]
以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、技术之类的具体细节,以便透彻理解本技术实施例。然而,本领域的技术人员应当清楚,在没有这些具体细节的其它实施例中也可以实现本技术。在其它情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本技术的描述。
[0040]
术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含
地包括一个或者更多个该特征;在本实施例的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0041]
随着社会经济的发展以及人民生活水平的提高,灯具的使用量也随之增多,其中注塑工艺是灯具壳体加工过程的重要工艺之一,其注塑后产品的质量会对灯具的使用效果产生影响。
[0042]
注塑工艺通过将熔融的塑胶材质注射至注塑磨具中,获得注塑后的塑料产品。对于不同模具产品所需要的控制参数的取值不尽相同,然而对于当新开发出来的注塑产品,尚且没有针对该新产品的注塑过程的控制参数的各取值。
[0043]
对于新开发的注塑产品的注塑过程各控制参数的取值,一般通过在反复的注塑实验的过程中不断调整各控制参数的取值,最终获得获取相对准确的各控制参数的具体取值。
[0044]
发明人在实现本发明实施例的过程中,发现背景技术中至少存在以下缺陷:由于注塑后的产品会存在不同种类的缺陷,且同一种缺陷通常受多个控制参数的影响,使得为获得新开发产品的各控制参数的各最佳取值,需要的试验次数较多且反复实验的过程中,造人力以及物力多方面的不必要的浪费。
[0045]
本发明实施例提供了一种基于大数据分析的注塑控制方法,如图1所示,包括:
[0046]
步骤s101、获取包含各相似注塑产品的各注塑数据的第一数据集。
[0047]
需要说明的是,相似注塑产品为与待注塑产品的相似度大于预设相似度阈值的注塑产品,注塑数据包括注塑过程的各控制参数以及注塑后的各缺陷指标,各缺陷指标分别为注塑后产品中各种缺陷的面积。
[0048]
步骤s102、从数据集的各注塑数据中分别筛选出缺陷指标小于或等于每一种缺陷对应的预设阈值的注塑数据,以分别获得每一种缺陷对应的正常数据集。
[0049]
步骤s103、确定同一控制参数在同一正常数据集中各取值,根据各取值中每一取值及其以外的取值的大小,分别获得该控制参数在该正常数据集中的每一取值对该正常数据集的可信度。
[0050]
步骤s104、根据第一数据集中各注塑数据是否位于同一种缺陷对应的正常数据集中,分别计算各控制参数对每一种缺陷的信息增益值。
[0051]
步骤s105、根据不同缺陷对应的各正常数据集中同一控制参数的各取值分别对不同缺陷的可信度,以及该控制参数对不同缺陷的各信息增益值,获得同一控制参数在各正常数据集中的各取值的取值评价值。
[0052]
步骤s106、根据同一控制参数分别在各正常数据集中的各取值的取值评价值,分别获得各控制参数的各最优初始取值。
[0053]
具体的,根据同一控制参数在各正常数据集中的各取值的取值评价值,分别获得同一控制参数的各取值的最优取值系数,并选择同一控制参数的中最优取值系数最大的取值作为该控制参数的最优初始取值,以分别获得各控制参数的各最优初始取值。
[0054]
步骤s107、以各控制参数的各最优初始取值对待注塑产品进行注塑,并在注塑后产品的基础上对控制参数的进行调节,以分别各控制参数的最佳取值对待注塑产品进行注塑。
[0055]
具体的,可以以各控制参数的各最优初始取值对待注塑产品进行注塑,将注塑后
产品的各缺陷指标的均值作为综合缺陷指标,根据综合缺陷指标以及控制参数对缺陷的信息增益值,分别确定对各控制参数的调节量以及调节方向,进行迭代直至综合缺陷指标收敛,并以综合缺陷指标收敛后得到的各控制参数的取值对待注塑产品进行注塑。
[0056]
本发明实施例的主要目的是:通过分析注塑过程中控制参数与缺陷指标的数据规律,以尽可能少的注塑实验次数,分别获取对待注塑产品的各控制参数的最佳取值。
[0057]
本发明实施例所针对的情景为:现阶段设计了一种新的待注塑产品,现需对新的注塑模具进行试模,并对注塑过程中的各控制参数进行控制。
[0058]
因此,可以通过既有的注塑产品的控制参数以及各缺陷指标,通过分析注塑数据规律先得到一个较优的初始控制参数和调整策略,然后在初始解的基础上不断进行调控,直至得到注塑过程的各控制参数的各最佳取值。
[0059]
步骤s101、获取包含各相似注塑产品的各注塑数据的第一数据集。
[0060]
需要说明的是,相似注塑产品为与待注塑产品的相似度大于预设相似度阈值的注塑产品,注塑数据包括注塑过程的各控制参数以及注塑后的各缺陷指标,各缺陷指标分别为注塑后产品中各种缺陷的面积。
[0061]
根据经验,注塑加工后得到的产品中会存在一些常见缺陷类型,在模具结构设计合理的情况下,这些缺陷基本上均是由于控制参数不合理造成的。这些缺陷类型主要包括:缺胶、缩水、熔接线、射胶纹、银纹料花、拉模、气泡缺陷等各类缺陷。
[0062]
因而可以通过常用的缺陷检测方法对各类缺陷进行缺陷检测,并分别获取各缺陷存在面积,将各类缺陷的面积分别作为各种缺陷对应的缺陷指标的取值。
[0063]
具体的,第一数据集中注塑产品与待注塑产品的相似度的计算过程可以包括:
[0064]
对于对第一数据集中任一注塑产品的模型表面图像进行灰度化获得第一灰度图像;对待注塑产品的模型表面图像进行灰度化获得第二灰度图像;计算第一灰度图像的灰度直方图与第二灰度图像的灰度直方图的巴氏系数,将巴氏系数作为第一数据集中该任一注塑产品与待注塑产品的相似度。
[0065]
具体的,巴氏系数的计算过程包括:其中ρ(a,a
′
)为巴氏系数,a(n)表示第一灰度图像的灰度直方图中灰度n对应的数据,a
′
(n)表示第二灰度图像的灰度直方图中灰度n对应的数据,n为总灰度级数。所得到的巴氏系数ρ(a,a
′
)∈[0,1]。
[0066]
步骤s102、从数据集的各注塑数据中分别筛选出缺陷指标小于或等于每一种缺陷对应的预设阈值的注塑数据,以分别获得每一种缺陷对应的正常数据集。
[0067]
为了更快的获得新产品的最优控制参数,需通过分析已有的参数数据规律来得到初始注塑控制参数值和调整策略,根据通过调整策略在初始控制参数值的基础上调整直至得到最优的控制参数值。
[0068]
进一步的,步骤s103、确定同一控制参数在同一正常数据集中各取值,根据各取值中每一取值及其以外的取值的大小,分别获得该控制参数在该正常数据集中的每一取值对该正常数据集的可信度。
[0069]
式中c
ijs
为第j种缺陷的正常数据集中第i个控制参数的第s个取值,c
ijq
为第j种缺陷的正常数据集中第i个控制参数的第s个取值以外的其他任一
取值,m为第j种缺陷的正常数据集中第i个控制参数的第s个取值以外的其他取值的数量。
[0070]
进一步的,步骤s104、根据第一数据集中各注塑数据是否位于同一种缺陷对应的正常数据集中,分别计算各控制参数对每一种缺陷的信息增益值。
[0071]
需要说明的是,信息增益值指的是以某特征划分数据集前后的熵的差值。熵可以表示样本集合的不确定性,熵越大,样本的不确定性就越大。因此可以使用划分前后集合熵的差值来衡量使用当前特征对于样本集合划分效果的好坏。
[0072]
根据第一数据集中各注塑数据是否位于同一种缺陷对应的正常数据集中,分别计算各控制参数对每一种缺陷的整体信息熵。
[0073]
由于本发明实施例中对于注塑数据是否位于某一缺陷对应的正常数据集中,只有两种情况,即在该正常数据集中以及不在该数据集中两种情况,因此本发明实施例中各控制参数对同一种缺陷的整体信息熵的获得过程包括:
[0074]
其中d为第一数据集中注塑数据的总数量,ca为情况为a时对应的注塑数据的数量,a=1或2。例如,第一数据集中存在15条注塑数据,每条注塑数据分别对应每一个注塑产品,当其中存在5条数据被包含在第一种缺陷的正常数据集中,其余10条未被包括,则对应的整体信息熵为
[0075]
根据第一数据集中任一控制参数的各取值下的各注塑数据是否位于该任一中缺陷对应的正常数据集中,计算该控制参数对该任一缺陷的信息熵。
[0076]
当计算某一控制参数的对某一缺陷的信息熵的,按照数据集中是否为该控制参数对数据集进行划分,并求得划分后的信息熵。
[0077]
例如第一数据集中存在15条数据,其中8条为第一种控制参数的数据,7条为第二种控制参数的数据;同时,8条第一种控制参数的数据中,3条位于该缺陷的正常数据集中,另外5条未位于该缺陷的正常数据集中;7条第二种控制参数的数据中,2条位于该缺陷的正常数据集中,另外5条未位于该缺陷的正常数据集中;则此时该示例中划分后的信息熵为:
[0078][0079]
最后,将所述整体信息熵与该控制参数对该任一缺陷的信息熵作差,将作差结果作为该任一控制参数对任一种缺陷的信息增益值。
[0080]
需要说明的是,本发明实施例中所获得的信息增益值能够代表控制参数对缺陷的影响程度,即某一控制参数对某一种缺陷的信息增益值越大,则该控制参数对该缺陷的形成的影响越大。
[0081]
进一步的,步骤s105、根据不同缺陷对应的各正常数据集中同一控制参数的各取值分别对不同缺陷的可信度,以及该控制参数对不同缺陷的各信息增益值,获得同一控制参数在各正常数据集中的各取值的取值评价值。
[0082]
p
ijs
=k
ijs-|c
ijs-cw
ij
|*j
ij
,其中,p
ijs
为第i个控制参数在第j种缺陷的正常数据集中第s个取值的取值评价值,k
ijs
为第j种缺陷的正常数据集中第i个控制参数的第s个取值的可信度,j
ij
为第i个控制参数对第j种缺陷的信息增益值,c
ijs
为第j种缺陷的正常数据集中第i个控制参数的第s个取值,cw
ij
表示在第j种缺陷的正常数据集中第i个控制参数的各取值中最小的缺陷指标对应的控制参数的取值。
[0083]
进一步的,步骤s106、根据同一控制参数分别在各正常数据集中的各取值的取值评价值,分别获得各控制参数的各最优初始取值。
[0084]
具体的,根据同一控制参数在各正常数据集中的各取值的取值评价值,分别获得同一控制参数的各取值的最优取值系数,并选择同一控制参数的中最优取值系数最大的取值作为该控制参数的最优初始取值,以分别获得各控制参数的各最优初始取值。
[0085]
其中,根据同一控制参数在各正常数据集中的各取值的取值评价值,分别获得同一控制参数的各取值的最优取值系数,包括:将同一控制参数的同一取值在不同正常数据集中的各取值评价值进行平均加权求和,将加权求和结果作为同一控制参数的同一取值的最优取值系数。
[0086]
进一步的,步骤s107、以各控制参数的各最优初始取值对待注塑产品进行注塑,并在注塑后产品的基础上对控制参数的进行调节,以分别各控制参数的最佳取值对待注塑产品进行注塑。
[0087]
具体的,以各控制参数的各最优初始取值对待注塑产品进行注塑,将注塑后产品的各缺陷指标的均值作为综合缺陷指标,根据综合缺陷指标以及控制参数对缺陷的信息增益值,分别确定对各控制参数的调节量以及调节方向,进行迭代直至综合缺陷指标收敛,并以综合缺陷指标收敛后得到的各控制参数的取值对待注塑产品进行注塑。
[0088]
根据综合缺陷指标以及控制参数对缺陷的信息增益值,分别确定对各控制参数的调节量以及调节方向,包括:
[0089]
首先,计算任一控制参数分别对各缺陷的信息增益值的均值,将综合缺陷指标对该均值进行除法运算,将除法运算结果作为该任一控制参数的调节量。
[0090]
其次,确定任一控制参数分别对各缺陷的各信息增益值中的最大的信息增益值,并确定该最大的信息增益值对应的缺陷。
[0091]
最后,判断该任一控制参数在该缺陷的正常数据集中的取值的平均值是否大于当前待注塑产品在该参数上的取值,若判断结果为是,则对于该任一控制参数的调节方向为增大,否则,对该任一控制参数的调节方向为减小。
[0092]
获得对待注塑产品的各最佳控制参数后,即可在后续对该新研发的产品的注塑过程按照各最佳控制参数进行控制。
[0093]
需要说明的是,本发明实施例中各最佳控制参数指的是各控制参数的各最佳取值。
[0094]
综上所述,通过对现有注塑产品的注塑过程的控制参数的取值以及注塑后缺陷指标的值进行分析,获得新研发的产品的初始的各控制参数的取值,在初始的各控制参数的取值的基础上进行调整并进行注塑实验,直至获得与新研发的产品相匹配的各控制参数的最佳取值,能够避免盲目进行注塑实验从而有效减少注塑试验次数,提高对新研发的产品的各控制参数的各最佳取值的获取效率。
[0095]
本发明中涉及诸如“包括”、“包含”、“具有”等等的词语是开放性词汇,指“包括但不限于”,且可与其互换使用。这里所使用的词汇“或”和“和”指词汇“和/或”,且可与其互换使用,除非上下文明确指示不是如此。这里所使用的词汇“诸如”指词组“诸如但不限于”,且可与其互换使用。
[0096]
还需要指出的是,在本发明的方法和系统中,各部件或各步骤是可以分解和/或重
新组合的。这些分解和/或重新组合应视为本公开的等效方案。
[0097]
上述实施例仅仅是为清楚地说明所做的举例,并不构成对本发明的保护范围的限制。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无需也无法对所有的实施方式予以穷举。凡是与本发明相同或相似的设计均属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。