1.本发明涉及汽车零件检测设备技术领域,具体是涉及一种空调压缩机前盖轴承自动检测设备。
背景技术:
2.轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。由于轴承精度要求高,因此轴承在出厂前需要对轴承进行检测,从而确保其能正常工作,但现有检测方法效率太低。
3.为此,中国专利cn202121450622.6公开了一种新型汽车空调压缩机前盖轴承检测,其通过一号滑槽和三号滑槽便于u形转接板带动测量杆、刻度尺、一号压缩弹簧移动,便于对轴承的内经和外径进行测量,提高测量的精确度和便捷性;通过二号压缩弹簧挤压弧形限位固定块,便于对轴承进行固定,方便对其进行检测,提高检测效率;通过电机带动轴承内环进行转动,通过挤压板挤压轴承外环,便于快速检测轴承能否正常工作,提高检测效率;通过转动杆、一号滑槽、三号滑槽便于同时对多个轴承进行检测,提高检测的效率。
4.但是,该专利在检验之后还要根据检验结果将产品分类,一旦分类不仔细导致混料,就会造成无效检验,仍会有不合格的轴承流出,为此需要一种能根据检测结果自动分类摆放的检测设备。
技术实现要素:
5.基于此,有必要针对现有技术问题,提供一种空调压缩机前盖轴承自动检测设备。
6.为解决现有技术问题,本发明采用的技术方案为:
7.一种空调压缩机前盖轴承自动检测设备,包括机架,机架包括第一下料口和第二下料口,第一下料口和第二下料口固定设置在机架上,还包括检测装置,检测装置包括分料组件,分料组件包括滑轨、载物台、第一旋转轴、第一旋转齿轮和齿条,滑轨固定设置在机架上,载物台滑动安装在滑轨上,第一旋转轴可旋转的安装在载物台上,第一旋转齿轮固定套接在第一旋转轴上,齿条固定安装在机架上,第一旋转齿轮和齿条传动连接。
8.优选的,还包括旋转控制装置和夹紧装置,旋转控制装置包括第一安装架、第二安装架、直线驱动器和第一旋转驱动组件,第一安装架滑动安装在机架上,第二安装架滑动安装在第一安装架上,直线驱动器固定安装在第一安装架上,直线驱动器的驱动端与第二安装架传动连接,第一旋转驱动组件固定安装在第二安装架上,夹紧装置固定安装在第二安装架上,第一旋转驱动组件的驱动端与夹紧装置传动连接。
9.优选的,检测装置还包括拉环和第一弹性件,拉环可旋转的套接在第一旋转轴上,第一弹性件设有多个,多个第一弹性件的两端均分别与机架和拉环固定连接。
10.优选的,检测装置还包括滞留组件,滞留组件包括垫板、第二弹性件、卡舌、第三弹性件和卡槽,垫板通过第二弹性件与载物台连接,第二弹性件的两端分别与垫板和第二弹性件固定连接,卡舌滑动安装在垫板上,第三弹性件的两端分别与卡舌和垫板固定连接,卡
槽设有两个,两个卡槽均固定设置在机架上,且两个卡槽分别位于第一下料口和第二下料口的上方。
11.优选的,夹紧装置包括第三安装架、夹爪、第二旋转齿轮、第二旋转轴、第四旋转齿轮和第二旋转驱动组件,第三安装架可旋转的安装在第一安装架上,夹爪设有多个,多个夹爪滑动安装在第三安装架上,多个夹爪关于第三安装架的轴线中心对称设置,每个夹爪上固定设置有固定轴,第二旋转齿轮设有多个且与夹爪一一对应,多个第二旋转齿轮均可旋转的安装在第三安装架上,第二旋转齿轮上固定设置有弧形槽,每个夹爪的固定轴与一个第二旋转齿轮上的弧形槽滑动配合,第二旋转轴可旋转的安装在第三安装架上,第四旋转齿轮固定套接在第二旋转轴上,第四旋转齿轮同时与多个第二旋转齿轮传动连接,第二旋转驱动组件固定安装在第三安装架上,第二旋转驱动组件的驱动端与第二旋转轴传动连接。
12.优选的,第二旋转驱动组件包括蜗轮、蜗杆、第一锥齿轮、第二锥齿轮和第一旋转驱动器,蜗轮固定套接在第二旋转轴上,蜗杆可旋转的安装在第三安装架上,蜗轮和蜗杆传动连接,第一旋转驱动器固定安装在第三安装架上,第一锥齿轮固定套接在第一旋转驱动器的驱动端上,第二锥齿轮固定套接在蜗杆上,第一锥齿轮和第二锥齿轮传动连接。
13.优选的,第一旋转驱动组件包括齿环、第三旋转轴、第三旋转齿轮和第二旋转驱动器,齿环固定套接在第三安装架上,第三旋转轴可旋转的安装在第二安装架上,第三旋转齿轮固定套接在第三旋转轴上,第二旋转驱动器固定安装在第二安装架上,第二旋转驱动器的驱动端与第三旋转齿轮传动连接。
14.优选的,夹爪还包括柔性垫,每个夹爪的内侧都固定安装有一个柔性垫,柔性垫由柔性材质制成。
15.优选的,机架还包括接触传感器,接触传感器设有两个且均固定安装在机架上,两个接触传感器分别位于靠近第一下料口和第二下料口的位置。
16.优选的,第三安装架包括第三安装架和握把,保护盖可拆卸的安装在第三安装架上,握把固定安装在保护盖上。
17.本技术相比较于现有技术的有益效果是:
18.1.本技术通过机架和检测装置实现了检测轴承的同时将轴承分类下料的功能,解决了传统检验工艺通常在检验之后还要根据检验结果将产品分类,一旦分类不正确就会造成无效检验的缺陷。
19.2.本技术通过第一安装架、第二安装架、直线驱动器、第一旋转驱动组件和夹紧装置实现了自动旋转轴承的功能,解决了需要人工旋转轴承来实现检验功能,即造成工人劳动强度大,又导致检验效率降低的缺陷。
20.3.本技术通过拉环和第一弹性件实现了自动复位分料组件位置的功能,解决了当轴承不合格,载物台移动到第二下料口之后,需要操作人员手动将载物台再次移动到第一下料口处,进而使分料组件复位的缺陷。
21.4.本技术通过垫板、第二弹性件、卡舌、第三弹性件和卡槽实现了工件被移动到第二下料口处时自动固定载物台的功能,解决了当轴承被移动至第二下料口上方时,第一弹性件产生的弹力会持续拉扯拉环,进而导致很难将轴承从第一旋转轴上取下的缺陷。
22.5.本技术通过第三安装架、夹爪、第二旋转齿轮、第二旋转轴、第四旋转齿轮和第
二旋转驱动组件实现了将轴承夹紧的功能,解决了夹紧装置如何将轴承夹紧的技术问题。
23.6.本技术通过蜗轮、蜗杆、第一锥齿轮、第二锥齿轮和第一旋转驱动器实现了稳定驱动第二旋转轴旋转的功能,解决了第二旋转驱动组件如何驱动第二旋转轴旋转的技术问题。
24.7.本技术通过齿环、第三旋转轴、第三旋转齿轮和第二旋转驱动器实现了驱动第三安装架旋转的功能,解决了第一旋转驱动组件如何驱动第三安装架旋转的问题。
25.8.本技术通过柔性垫实现了稳定夹持轴承的同时保护轴承的功能,解决了夹爪夹持轴承过紧会导致轴承表面压伤,若夹持过松会导致夹爪与轴承之间打滑的缺陷。
26.9.本技术通过接触传感器实现了准确判断载物台所处位置的功能,解决了某些轴承可能未完全卡死,若旋转控制装置仅驱动固定圈数,会导致无法正常行进到第二下料口处的缺陷。
27.10.本技术通过保护盖和握把实现了保护第三安装架上的零件的功能,解决了由于第三安装架会在第一旋转驱动组件的驱动下旋转,从而导致第二旋转驱动组件也随之旋转,其他物体一旦与第二旋转驱动组件接触可能导致零件损坏,设备无法正常运行的缺陷。
附图说明
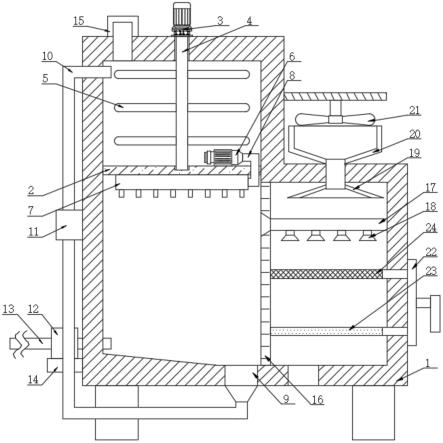
28.图1是本技术的立体图;
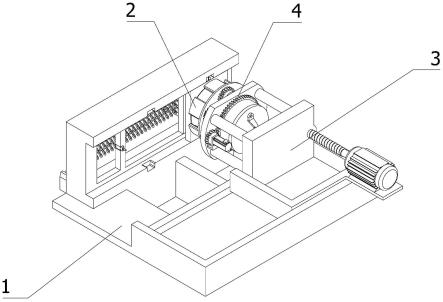
29.图2是本技术未工作时的立体图
30.图3是本技术分料组件的分离立体图;
31.图4是本技术检测装置的分离立体图;
32.图5是本技术图4中a处的局部放大图;
33.图6是本技术旋转控制装置工作时的立体图;
34.图7是本技术旋转控制装置的分离立体图;
35.图8是本技术夹紧装置的分离立体图;
36.图9是本技术夹爪的立体图;
37.图10是本技术夹爪和第二旋转齿轮的分离立体图;
38.图中标号为:
39.1-机架;1a-第一下料口;1b-第二下料口;1c-接触传感器;
40.2-检测装置;2a-分料组件;2a1-滑轨;2a2-载物台;2a3-第一旋转轴;2a4-第一旋转齿轮;2a5-齿条;2b-复位组件;2b1-拉环;2b2-第一弹性件;2c-滞留组件;2c1-垫板;2c2-第二弹性件;2c3-卡舌;2c4-第三弹性件;2c5-卡槽;
41.3-旋转控制装置;3a-第一安装架;3b-第二安装架;3c-直线驱动器;3d-第一旋转驱动组件;3d1-齿环;3d2-第三旋转轴;3d3-第三旋转齿轮;3d4-第二旋转驱动器;
42.4-夹紧装置;4a-第三安装架;4a1-保护盖;4a2-握把;4b-夹爪;4b1-固定轴;4b2-柔性垫;4c-第二旋转齿轮;4c1-弧形槽;4d-第二旋转轴;4e-第四旋转齿轮;4f-第二旋转驱动组件;4f1-蜗轮;4f2-蜗杆;4f3-第一锥齿轮;4f4-第二锥齿轮;4f5-第一旋转驱动器。
具体实施方式
43.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合
附图与具体实施方式对本发明作进一步详细描述。
44.如图1-10所示:
45.一种空调压缩机前盖轴承自动检测设备,包括机架1,机架1包括第一下料口1a和第二下料口1b,第一下料口1a和第二下料口1b固定设置在机架1上,还包括检测装置2,检测装置2包括分料组件2a,分料组件2a包括滑轨2a1、载物台2a2、第一旋转轴2a3、第一旋转齿轮2a4和齿条2a5,滑轨2a1固定设置在机架1上,载物台2a2滑动安装在滑轨2a1上,第一旋转轴2a3可旋转的安装在载物台2a2上,第一旋转齿轮2a4固定套接在第一旋转轴2a3上,齿条2a5固定安装在机架1上,第一旋转齿轮2a4和齿条2a5传动连接。
46.基于上述实施例,本技术想要解决的技术问题是如何快速检测并将轴承分类放置。为此,本技术通过机架1和检测装置2实现了检测轴承的同时将轴承分类下料的功能,解决了传统检验工艺通常在检验之后还要根据检验结果将产品分类,一旦分类不正确就会造成无效检验的缺陷。操作人员将待检测的轴承套接到第一旋转轴2a3上,接着旋转轴承,若轴承滚珠合格,无卡壳现象,则轴承外圈旋转不会带动第一旋转轴2a3旋转,此时轴承位于第一下料口1a处,操作人员将轴承通过第一下料口1a下料,若轴承滚珠无法正常滚动,旋转轴承外圈,轴承会带动第一旋转轴2a3旋转,第一旋转轴2a3带动第一旋转齿轮2a4旋转,通过第一旋转齿轮2a4和齿条2a5的传动可以驱动载物台2a2向第二下料口1b处移动,接着操作人员将不合格的轴承从第二下料口1b处下料,从而实现了检测轴承的同时将轴承分类的功能,进而提高了工作效率。
47.进一步的,本技术依然具有需要人工旋转轴承来实现检验功能,即造成工人劳动强度大,又导致检验效率降低的缺陷,为了解决这一问题,如图1、图2和图6所示:
48.还包括旋转控制装置3和夹紧装置4,旋转控制装置3包括第一安装架3a、第二安装架3b、直线驱动器3c和第一旋转驱动组件3d,第一安装架3a滑动安装在机架1上,第二安装架3b滑动安装在第一安装架3a上,直线驱动器3c固定安装在第一安装架3a上,直线驱动器3c的驱动端与第二安装架3b传动连接,第一旋转驱动组件3d固定安装在第二安装架3b上,夹紧装置4固定安装在第二安装架3b上,第一旋转驱动组件3d的驱动端与夹紧装置4传动连接。
49.基于上述实施例,本技术想要解决的技术问题是如何减少工人的劳动强度。为此,本技术通过第一安装架3a、第二安装架3b、直线驱动器3c、第一旋转驱动组件3d和夹紧装置4实现了自动旋转轴承的功能。所述直线驱动器3c优选为丝杆电机,直线驱动器3c、第一旋转驱动组件3d和夹紧装置4与控制器电连接;操作人员将待检测的轴承套接到第一旋转轴2a3上,接着通过控制器发送信号给直线驱动器3c,直线驱动器3c收到信号后驱动第二安装架3b向轴承靠近,接着控制器发送信号给夹紧装置4和第一旋转驱动组件3d,夹紧装置4收到信号后将轴承夹紧,接着第一旋转驱动组件3d驱动夹紧装置4旋转一定时间,从而驱动轴承旋转,若轴承滚珠合格,无卡壳现象,则轴承外圈旋转不会带动第一旋转轴2a3旋转,此时轴承位于第一下料口1a处,直线驱动器3c驱动第二安装架3b向后移动,将轴承从第一旋转轴2a3上取下,接着松开轴承,进而完成下料,若轴承滚珠无法正常滚动,旋转轴承外圈,轴承会带动第一旋转轴2a3旋转,第一旋转轴2a3带动第一旋转齿轮2a4旋转,通过第一旋转齿轮2a4和齿条2a5的传动可以驱动载物台2a2向第二下料口1b处移动,接着按照上述步骤将轴承从第二下料口1b处下料,从而实现了检测轴承的同时将轴承分类的功能,进而提高了
工作效率。
50.进一步的,本技术依然具有当轴承不合格,载物台2a2移动到第二下料口1b之后,需要操作人员手动将载物台2a2再次移动到第一下料口1a处,进而使分料组件2a复位的缺陷,为了解决这一问题,如图3-4所示:
51.检测装置2还包括拉环2b1和第一弹性件2b2,拉环2b1可旋转的套接在第一旋转轴2a3上,第一弹性件2b2设有多个,多个第一弹性件2b2的两端均分别与机架1和拉环2b1固定连接。
52.基于上述实施例,本技术想要解决的技术问题是如何简化工艺步骤。为此,本技术通过拉环2b1和第一弹性件2b2实现了自动复位分料组件2a位置的功能。操作人员将待检测的轴承套接到第一旋转轴2a3上,接着通过控制器发送信号给直线驱动器3c,直线驱动器3c收到信号后驱动第二安装架3b向轴承靠近,接着控制器发送信号给夹紧装置4和第一旋转驱动组件3d,夹紧装置4收到信号后将轴承夹紧,接着第一旋转驱动组件3d驱动夹紧装置4旋转一定时间,从而驱动轴承旋转,若轴承滚珠合格,无卡壳现象,则轴承外圈旋转不会带动第一旋转轴2a3旋转,此时轴承位于第一下料口1a处,直线驱动器3c驱动第二安装架3b向后移动,将轴承从第一旋转轴2a3上取下,接着松开轴承,进而完成下料,若轴承滚珠无法正常滚动,旋转轴承外圈,轴承会带动第一旋转轴2a3旋转,第一旋转轴2a3带动第一旋转齿轮2a4旋转,通过第一旋转齿轮2a4和齿条2a5的传动可以驱动载物台2a2向第二下料口1b处移动,接着按照上述步骤将轴承从第二下料口1b处下料,下料完成后,第一弹性件2b2提供的弹力会拉动拉环2b1,进而拉动第一旋转轴2a3,第一旋转轴2a3带动载物台2a2向第一下料口1a的上方滑动,从而实现复位。
53.进一步的,本技术依然具有当轴承被移动至第二下料口1b上方时,第一弹性件2b2产生的弹力会持续拉扯拉环2b1,进而导致很难将轴承从第一旋转轴2a3上取下的缺陷,为了解决这一问题,如图4-5所示:
54.检测装置2还包括滞留组件2c,滞留组件2c包括垫板2c1、第二弹性件2c2、卡舌2c3、第三弹性件2c4和卡槽2c5,垫板2c1通过第二弹性件2c2与载物台2a2连接,第二弹性件2c2的两端分别与垫板2c1和第二弹性件2c2固定连接,卡舌2c3滑动安装在垫板2c1上,第三弹性件2c4的两端分别与卡舌2c3和垫板2c1固定连接,卡槽2c5设有两个,两个卡槽2c5均固定设置在机架1上,且两个卡槽2c5分别位于第一下料口1a和第二下料口1b的上方。
55.基于上述实施例,本技术想要解决的技术问题是如何减少第一弹性件2b2对下料造成的阻碍。为此,本技术通过垫板2c1、第二弹性件2c2、卡舌2c3、第三弹性件2c4和卡槽2c5实现了工件被移动到第二下料口1b处时自动固定载物台2a2的功能。操作人员将待检测的轴承套接到第一旋转轴2a3上,接着通过控制器发送信号给直线驱动器3c,直线驱动器3c收到信号后驱动第二安装架3b向轴承靠近,接着控制器发送信号给夹紧装置4和第一旋转驱动组件3d,夹紧装置4收到信号后将轴承夹紧,接着第一旋转驱动组件3d驱动夹紧装置4旋转一定时间,从而驱动轴承旋转,若轴承滚珠无法正常滚动,旋转轴承外圈,轴承会带动第一旋转轴2a3旋转,第一旋转轴2a3带动第一旋转齿轮2a4旋转,通过第一旋转齿轮2a4和齿条2a5的传动可以驱动载物台2a2向第二下料口1b处移动,当载物台2a2移动至第二下料口1b处,卡舌2c3在第三弹性件2c4的驱动下卡入卡槽2c5,进而将垫板2c1卡住,暂时固定载物台2a2,接着直线驱动器3c驱动第二安装架3b向后移动,将轴承从第一旋转轴2a3上取下,
下料完成后,此时,失去轴承的挤压,第二弹性件2c2产生的弹力会驱动垫板2c1向外移动,从而使卡舌2c3离开卡槽2c5,第一弹性件2b2提供的弹力会拉动拉环2b1,进而拉动第一旋转轴2a3,第一旋转轴2a3带动载物台2a2向第一下料口1a的上方滑动,从而实现复位。
56.进一步的,为了解决夹紧装置4如何将轴承夹紧的技术问题,如图7-9所示:
57.夹紧装置4包括第三安装架4a、夹爪4b、第二旋转齿轮4c、第二旋转轴4d、第四旋转齿轮4e和第二旋转驱动组件4f,第三安装架4a可旋转的安装在第一安装架3a上,夹爪4b设有多个,多个夹爪4b滑动安装在第三安装架4a上,多个夹爪4b关于第三安装架4a的轴线中心对称设置,每个夹爪4b上固定设置有固定轴4b1,第二旋转齿轮4c设有多个且与夹爪4b一一对应,多个第二旋转齿轮4c均可旋转的安装在第三安装架4a上,第二旋转齿轮4c上固定设置有弧形槽4c1,每个夹爪4b的固定轴4b1与一个第二旋转齿轮4c上的弧形槽4c1滑动配合,第二旋转轴4d可旋转的安装在第三安装架4a上,第四旋转齿轮4e固定套接在第二旋转轴4d上,第四旋转齿轮4e同时与多个第二旋转齿轮4c传动连接,第二旋转驱动组件4f固定安装在第三安装架4a上,第二旋转驱动组件4f的驱动端与第二旋转轴4d传动连接。
58.基于上述实施例,本技术想要解决的技术问题是如何将轴承夹紧。为此,本技术通过第三安装架4a、夹爪4b、第二旋转齿轮4c、第二旋转轴4d、第四旋转齿轮4e和第二旋转驱动组件4f实现了将轴承夹紧的功能。所述第二旋转驱动组件4f与控制器电连接;操作人员将轴承安装到第一旋转轴2a3上,接着通过控制器发送信号给第二旋转驱动组件4f,第二旋转驱动组件4f收到信号后驱动与其传动连接的第二旋转轴4d旋转,第二旋转轴4d驱动多个第二旋转齿轮4c同步旋转,从而通过弧形槽4c1的引导驱动夹爪4b滑动,从而将轴承夹紧,接着通过旋转控制装置3驱动轴承旋转,完成后续的检测、分类工作。
59.进一步的,为了解决第二旋转驱动组件4f如何驱动第二旋转轴4d旋转的技术问题,如图8所示:
60.第二旋转驱动组件4f包括蜗轮4f1、蜗杆4f2、第一锥齿轮4f3、第二锥齿轮4f4和第一旋转驱动器4f5,蜗轮4f1固定套接在第二旋转轴4d上,蜗杆4f2可旋转的安装在第三安装架4a上,蜗轮4f1和蜗杆4f2传动连接,第一旋转驱动器4f5固定安装在第三安装架4a上,第一锥齿轮4f3固定套接在第一旋转驱动器4f5的驱动端上,第二锥齿轮4f4固定套接在蜗杆4f2上,第一锥齿轮4f3和第二锥齿轮4f4传动连接。
61.基于上述实施例,本技术想要解决的技术问题是如何通过第二旋转驱动组件4f驱动第二旋转轴4d旋转。为此,本技术通过蜗轮4f1、蜗杆4f2、第一锥齿轮4f3、第二锥齿轮4f4和第一旋转驱动器4f5实现了稳定驱动第二旋转轴4d旋转的功能。所述第一旋转驱动器4f5优选为伺服电机,伺服电机与控制器电连接;操作人员先将轴承安装到第一旋转轴2a3上,接着通过控制器发送信号给伺服电机,伺服电机收到信号后驱动第一锥齿轮4f3旋转,第一锥齿轮4f3驱动与其传动连接的第二锥齿轮4f4旋转,第二锥齿轮4f4带动蜗杆4f2旋转,蜗杆4f2驱动与其传动连接的蜗轮4f1旋转,从而通过蜗轮4f1带动第二旋转轴4d旋转,第二旋转轴4d驱动多个第二旋转齿轮4c同步旋转,从而通过弧形槽4c1的引导驱动夹爪4b滑动,从而将轴承夹紧,接着通过旋转控制装置3驱动轴承旋转,完成后续的检测、分类工作。
62.进一步的,为了解决第一旋转驱动组件3d如何驱动第三安装架4a旋转的问题,如图6-7所示:
63.第一旋转驱动组件3d包括齿环3d1、第三旋转轴3d2、第三旋转齿轮3d3和第二旋转
驱动器3d4,齿环3d1固定套接在第三安装架4a上,第三旋转轴3d2可旋转的安装在第二安装架3b上,第三旋转齿轮3d3固定套接在第三旋转轴3d2上,第二旋转驱动器3d4固定安装在第二安装架3b上,第二旋转驱动器3d4的驱动端与第三旋转齿轮3d3传动连接。
64.基于上述实施例,本技术想要解决的技术问题是如何驱动第三安装架4a旋转。为此,本技术通过齿环3d1、第三旋转轴3d2、第三旋转齿轮3d3和第二旋转驱动器3d4实现了驱动第三安装架4a旋转的功能。所述第二旋转驱动器3d4优选为伺服电机,伺服电机与控制器电连接;操作人员将待检测的轴承套接到第一旋转轴2a3上,接着通过控制器发送信号给直线驱动器3c,直线驱动器3c收到信号后驱动第二安装架3b向轴承靠近,接着控制器发送信号给夹紧装置4和伺服电机,夹紧装置4收到信号后将轴承夹紧,接着伺服电机驱动第三旋转轴3d2旋转,第三旋转轴3d2带动第三旋转齿轮3d3旋转,第三旋转齿轮3d3驱动与其传动连接的齿环3d1旋转,齿环3d1带动第三安装架4a旋转,从而驱动轴承旋转,完成后续的检测、分类工作。
65.进一步的,本技术依然具有夹爪4b夹持轴承过紧会导致轴承表面压伤,若夹持过松会导致夹爪4b与轴承之间打滑的缺陷,为了解决这一问题,如图9-10所示:
66.夹爪4b还包括柔性垫4b2,每个夹爪4b的内侧都固定安装有一个柔性垫4b2,柔性垫4b2由柔性材质制成。
67.基于上述实施例,本技术想要解决的技术问题是如何在不损伤轴承的情况下稳定夹持轴承。为此,本技术通过柔性垫4b2实现了稳定夹持轴承的同时保护轴承的功能。所述柔性垫4b2优选用橡胶材质,通过柔性垫4b2的轻微形变能力缓冲夹爪对待测轴承的冲击,进一步保护了工件。
68.进一步的,本技术依然具有某些轴承可能未完全卡死,若旋转控制装置3仅驱动固定圈数,会导致无法正常行进到第二下料口1b处的缺陷,为了解决这一问题,如图2所示:
69.机架1还包括接触传感器1c,接触传感器1c设有两个且均固定安装在机架1上,两个接触传感器1c分别位于靠近第一下料口1a和第二下料口1b的位置。
70.基于上述实施例,本技术想要解决的技术问题是如何保证不合格的轴承稳定移动至第二下料口1b处。为此,本技术通过接触传感器1c实现了准确判断载物台2a2所处位置的功能。所述接触传感器1c与控制器电连接;操作人员通过检测装置2和旋转控制装置3配合检测和分类轴承,当轴承离开靠近第一下料口1a处的接触传感器1c时,其反馈信号给控制器,控制器发送信号给旋转控制装置3,旋转控制装置3持续驱动轴承旋转,直至载物台2a2与靠近第二下料口1b处的接触传感器1c接触,靠近第二下料口1b的接触传感器1c反馈信号给控制器,控制器发送信号给旋转控制装置3,旋转控制装置3停止驱动,接着将轴承移动到第二下料口1b处。
71.进一步的,本技术依然具有由于第三安装架4a会在第一旋转驱动组件3d的驱动下旋转,从而导致第二旋转驱动组件4f也随之旋转,其他物体一旦与第二旋转驱动组件4f接触可能导致零件损坏,设备无法正常运行的缺陷,为了解决这一问题,如图7所示:
72.第三安装架4a包括第三安装架4a和握把4a2,保护盖4a1可拆卸的安装在第三安装架4a上,握把4a2固定安装在保护盖4a1上。
73.基于上述实施例,本技术想要解决的技术问题是如何防止零件损坏,提高零件的使用寿命。为此,本技术通过保护盖4a1和握把4a2实现了保护第三安装架4a上的零件的功
能。通过保护盖4a1可以防止外界物体与第三安装架4a上的零件接触,导致零件受损,在保护盖4a1上固定安装握把4a2,可以方便操作人员打开保护盖4a1,对第三安装架4a上的零件进行维护。
74.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。