1.本发明涉及新能源汽车技术领域,尤其涉及一种分体式新能源汽车车身结构及其组装方法。
背景技术:
2.现有的新能源乘用车车身结构设计是一体式承载结构,即车身的上部和下部通过冲压钣金件拼装焊接而成一体的。这种一体式的承载结构对制造工艺、精度要求较高,且开发周期长,开发费用高,限制了上车体采用多种材料或结构方式,整车生产组装受限制了工艺路线的限制、组装过程更加复杂,不适于未来汽车用户个性化灵活定制的需求,无法实现同一下车身结构换装不同类型上车身的要求。
技术实现要素:
3.为了解决上述技术问题,本发明提供了一种分体式新能源汽车车身结构及其组装方法,旨在改变传统的一体式车身的结构,通过采用可拆卸的连接结构将上车体和下车体相连,使上部车身及内外饰座舱可灵活定制,而且整车生产组装工艺不再受工艺路线的限制、组装过程更加简便,缩短了开发周期,降低了开发费用。
4.为实现上述目的,本发明解决其技术问题所采用的技术方案是:所述分体式新能源汽车车身结构,包括下车体框架总成和上车体框架总成,所述下车体框架总成包括一体式动力电池及其前后两端分别安装的前舱组件和后舱组件,所述一体式动力电池两侧分别通过密封装置与所述上车体框架总成密封配合后定位紧固相连。
5.所述一体式动力电池包括下壳体,所述下壳体的周向连接矩形框架结构形成容纳仓,所述容纳仓内设置有多个电芯,所述容纳仓的上端端口处密封安装有上盖体。
6.所述容纳仓内焊接固定有井字梁,所述井字梁将所述容纳仓分割成多个安装位,每个安装位内安装有一个模组,每个模组中包含多个电芯。
7.所述一体式动力电池还包括设置在所述下壳体表面的水冷板,所述水冷板下侧通过导热结构胶与所述下壳体相连,所述水冷板上侧通过导热结构胶与电芯相连。
8.所述矩形框架结构包括焊接固定在所述下壳体周向的前框梁、后框梁、左框梁和右框梁,所述前框梁与所述前舱组件可拆卸相连,所述后框梁与所述后舱组件可拆卸相连,所述左框梁和右框梁分别与所述上车体框架总成的两侧可拆卸相连。
9.所述矩形框架结构的左右两侧均沿其长度方向设置有条形凸台,所述条形凸台上设置有与之一体的导向定位销,所述条形凸台内焊接固定有多个螺纹套筒,所述条形凸台上铺设所述密封装置;所述上车体框架总成的两侧分别设置有与对应导向定位销插接相连的定位孔和与对应螺纹套筒相对的螺纹孔,合装螺栓穿过螺纹孔后与对应的螺纹套筒相连。
10.所述矩形框架结构的左右两侧的底部均安装有截面为l形的门槛护板,所述门槛护板与所述矩形框架结构围成容纳线束的穿线槽。
11.所述前舱组件包括分别安装在所述一体式动力电池前端两侧的左前轮罩和右前轮罩,所述左前轮罩和右前轮罩之间的一体式动力电池前端两侧分别通过连接接头ⅰ与前防撞梁总成相连;所述后舱组件包括分别安装在所述一体式动力电池后端两侧的左后轮罩和右后轮罩,所述左后轮罩和右后轮罩之间的一体式动力电池后端两侧分别通过连接接头ⅱ与后纵梁相连。
12.所述上车体框架总成包括顶部框架总成,所述顶部框架总成的两侧分别焊接相连有左侧框架总成和右侧框架总成,所述左侧框架总成和右侧框架总成的底部分别与所述下车体框架总成的两侧可拆卸相连;
13.所述顶部框架总成由多个横梁型材和纵梁型材通过卯榫结构卯接后焊接成型;
14.所述左侧框架总成和右侧框架总成均通过卯榫结构与所述顶部框架总成卯接后焊接成型,所述左侧框架总成和右侧框架总成的结构相同,均包括多个圆环型材通过卯榫结构卯接后焊接成的对称式的内框架,所述内框架中部外侧通过门框密封条与门外框相连,所述内框架中部底端分别与所述下车体框架总成的两侧可拆卸相连,两个所述内框架的两端与所述下车体框架总成相配合形成前舱区和后舱区。
15.一种所述的分体式新能源汽车车身结构的组装方法,包括以下步骤:
16.步骤1:组装上车体框架总成和下车体框架总成;
17.步骤2:分别组装上车体框架总成和下车体框架总成上承载的系统及附件;
18.步骤3:在下车体框架总成的两侧安装密封装置后,将上车体框架总成与下车体框架总成定位后通过螺栓连接锁紧。
19.本发明的有益效果是:
20.1、本发明通过将车身分割成上车体框架总成和下车体框架总成,通过将下车体框架总成设计成包括一体式动力电池、前舱组件和后舱组件的结构,将一体式动力电池的两侧与上车体框架总成密封紧固相连,一方面,使上车体框架总成可灵活更换、快捷拆装,可为用户定制化替换车身造型,比如同一尺寸规格及相同安装点位置的mpv、suv、轿车,安装在下车体框架总成上可以实现多种车型结构,而且车体造型不再受下部车身的限制;另一方面,整车生产组装工艺不再受工艺路线的限制、组装过程更加简便,使生产场地局限性小、提高了效率、缩短了质量管控流程、使操作更简单。
21.2、本发明通过将下车体框架总成设计成包括一体式动力电池、前舱组件和后舱组件的结构,使一体式动力电池的两端分别与前舱组件和后舱组件可拆卸相连,便于下车体的组装定位,而且其中的一体式动力电池由下壳体、上盖体、框梁和井字梁围成结构强度高的电池壳体,提高了底盘系统承载的稳定性,其次通过在电池壳体内内置水冷板,使其中的电芯可及时散热,提高了电芯的使用寿命。
22.3、本发明通过在一体式动力电池的两侧沿长度方向间隔设置导向定位销和多个螺纹套筒,在一体式动力电池两侧铺设密封装置,使上车体框架总成两侧的定位孔与导向定位销插接定位后,使上车体框架总成两侧的螺纹孔与对应的螺纹套筒相对后通过合装螺栓紧固相连,在密封装置的作用下使上车体框架总成和下车体框架总成密封配合,且安装定位更加快捷方便,连接后更加稳定。
23.4、本发明通过将上车体框架总成设计成通过卯榫结构卯接后焊接相连的顶部框架总成、左侧框架总成和右侧框架总成,使整体结构强度高、稳定性强,将左侧框架总成和
右侧框架总成设计成由多个圆环型材通过卯榫结构卯接后焊接成对称式的框架结构,在保证结构强度的基础上,使上车体框架总成的造型更加美观。
附图说明
24.下面对本发明说明书各幅附图表达的内容及图中的标记作简要说明:
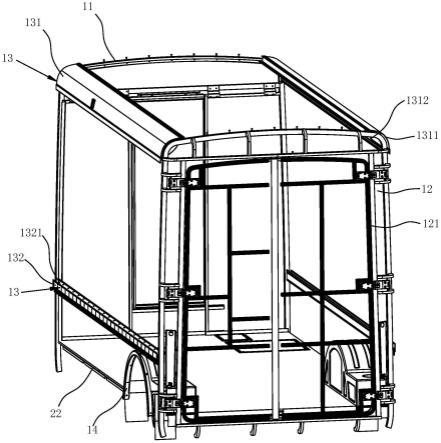
25.图1为本发明的装配示意图;
26.图2为图1中下车体框架总成的轴测图;
27.图3为图2的仰视图;
28.图4为图2的爆炸图;
29.图5为图2中一体式动力电池的俯视图;
30.图6为图2中一体式动力电池的内部结构的轴测图;
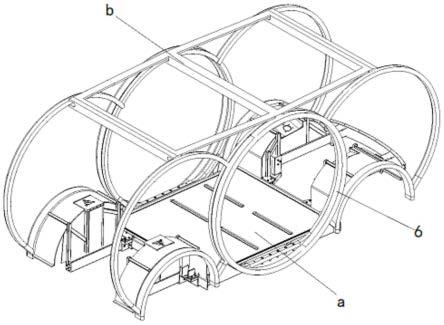
31.图7为图1中上车体框架总成的轴测图;
32.图8为本发明中下车体框架总成和上车体框架总成定位的截面示意图;
33.图9为本发明中下车体框架总成和上车体框架总成锁紧连接的截面示意图;
34.图10为本发明中密封装置的轴测图;
35.图11为图10的截面示意图;
36.上述图中的标记均为:a.下车体框架总成,b.上车体框架总成,1.一体式动力电池,11.下壳体,12.矩形框架结构,121.前框梁,122.后框梁,123.左框梁,124.右框梁,125.条形凸台,126.导向定位销,127.螺纹套筒,13.电芯,14.上盖体,15.井字梁,16.水冷板,17.导热结构胶,2.前舱组件,21.左前轮罩,22.右前轮罩,23.连接接头ⅰ,24.前防撞梁总成,3.后舱组件,31.左后轮罩,32.右后轮罩,33.连接接头ⅱ,34.后纵梁,4.门槛护板,5.穿线槽,6.密封装置,61.金属骨架,62.橡胶层,63.聚丙烯树脂层,7.顶部框架总成,8.左侧框架总成,81.内框架,811.定位孔,812.螺纹孔,82.门框密封条,83.门外框,9.右侧框架总成,10.合装螺栓。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
38.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
39.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
40.本发明具体的实施方案为:如图1~图4所示,一种分体式新能源汽车车身结构,包括下车体框架总成a和上车体框架总成b,下车体框架总成a包括一体式动力电池1及其前后
两端分别安装的前舱组件2和后舱组件3,一体式动力电池1两侧分别通过密封装置6与上车体框架总成b密封配合后定位紧固相连,一方面,使上车体框架总成b可灵活更换、快捷拆装,可为用户定制化替换车身造型,比如同一尺寸规格及相同安装点位置的mpv、suv、轿车,安装在下车体框架总成a上可以实现多种车型结构,而且车体造型不再受下部车身的限制;另一方面,整车生产组装工艺不再受工艺路线的限制、组装过程更加简便,使生产场地局限性小、提高了效率、缩短了质量管控流程、使操作更简单。
41.具体地,如图5、图6、图8和图9所示,其中的一体式动力电池1包括下壳体11,下壳体11的周向连接矩形框架结构12形成容纳仓,容纳仓内设置有多个电芯13,即容纳仓内焊接固定有井字梁15,井字梁15将容纳仓分割成多个安装位,每个安装位内安装有一个模组,每个模组包含多个电芯13,保证了电芯13安装的稳定性,其中的容纳仓的上端端口处安装有密封圈,容纳仓的上端端口处覆盖有上盖体14,上盖体14挤压密封圈并通过安装螺栓与矩形框架结构12紧固相连,提高了整个一体式动力电池1的密封性。
42.而且,上述一体式动力电池1还包括设置在下壳体11表面的水冷板16,水冷板16下侧通过导热结构胶17与下壳体11相连,水冷板16上侧通过导热结构胶17与电芯13相连,可使电芯13上的热量及传导到下壳体11上的热量与水冷板16及时换热,可使整个一体式动力电池1快速散热降温,延长了其中电芯13的使用寿命。
43.具体地,其中的矩形框架结构12包括焊接固定在下壳体11周向的前框梁121、后框梁122、左框梁123和右框梁124,前框梁121与前舱组件2可拆卸相连,后框梁122与后舱组件3可拆卸相连,左框梁123和右框梁124分别与上车体框架总成b的两侧可拆卸相连,其中的前框梁121、后框梁122、左框梁123和右框梁124内部由多个横梁和纵梁交错布置形成多个通道,而且前框梁121、后框梁122、左框梁123和右框梁124可选用铝合金型材,在减轻重量的同时提高了整个矩形框架结构12的强度和稳定性。
44.具体地,其中的矩形框架结构12的左右两侧(左框梁123和右框梁124)均沿其长度方向设置有与之一体的条形凸台125,条形凸台125上设置有与之一体的导向定位销126,条形凸台125内焊接固定有多个螺纹套筒127,条形凸台125上铺设该密封装置6,如图10和图11所示,该密封装置6包括截面为l形的金属骨架61,该金属骨架61的表面沿其长度方向间隔设置有加强凸筋,金属骨架61的一侧硫化有橡胶层62,该橡胶层62与矩形框架结构12的侧边相贴合,金属骨架61的另一侧设置聚丙烯树脂层63,聚丙烯树脂层63与上车体框架总成b的侧边相接触,由于上车体框架总成b重量较重,聚丙烯树脂层63的回弹支撑效果好,橡胶层62的密封效果好,在保证密封性的同时可保证较高的安装精度。其中的上车体框架总成b的两侧分别设置有与对应导向定位销126插接相连的定位孔811和与对应螺纹套筒127相对的螺纹孔812,合装螺栓10穿过螺纹孔812后与对应的螺纹套筒127相连,将上车体框架总成b两侧的定位孔811与对应导向定位销126插接相连可实现合装定位,同时将螺纹孔812与对应的螺纹套筒127相对后通过合装螺栓10紧固相连,且在密封装置6的作用下实现了下车体框架总成a和上车体框架总成b的密封可靠连接。
45.另外,其中的矩形框架结构12的左右两侧的底部(条形凸台125的下方)均安装有截面为l形的门槛护板4,门槛护板4与矩形框架结构12围成容纳线束的穿线槽,起到了隐藏线束的作用。
46.具体地,如图2、图3和图4所示,其中的前舱组件2包括分别安装在一体式动力电池
1前端两侧的左前轮罩21和右前轮罩22,左前轮罩21和右前轮罩22之间的一体式动力电池1前端两侧分别通过连接接头ⅰ23与前防撞梁总成24相连,该前防撞梁总成24包括两个前纵梁,两个前纵梁的前端通过吸能盒与防撞梁相连,连接接头ⅰ23的一端通过多个连接螺栓连接在一体式动力电池1的前端,连接接头ⅰ23的另一端与前纵梁的一端卡接后通过连接螺栓紧固相连,且前纵梁的上端与左前轮罩21或右前轮罩22的下端相抵触,使左前轮罩21和右前轮罩22的安装更加牢固稳定。
47.具体地,其中的后舱组件3包括分别安装在一体式动力电池1后端两侧的左后轮罩31和右后轮罩32,左后轮罩31和右后轮罩32之间的一体式动力电池1后端两侧分别通过连接接头ⅱ33与后纵梁34相连,连接接头ⅱ33的两端与一体式动力电池1、后纵梁34通过连接螺栓可拆卸相连,两个后纵梁34分别与左后轮罩31和右后轮罩32的下端相抵触,使左后轮罩31和右后轮罩32的安装更加牢固稳定。
48.具体地,如图1和图7所示,其中的上车体框架总成b包括顶部框架总成7,该顶部框架总成7由多个横梁型材和纵梁型材通过卯榫结构卯接后焊接成型,横梁型材和纵梁型材交叉形成的型腔空间用于铺设顶部覆盖件,该顶部覆盖件可以为镀锌铝板或者其他材料的外覆盖件,也可以是顶部太阳能天窗。该顶部框架总成7的两侧分别焊接相连有左侧框架总成8和右侧框架总成9,左侧框架总成8和右侧框架总成9的底部分别与下车体框架总成a的两侧通过导向定位销126定位后通过合装螺栓10可拆卸相连。
49.其中的左侧框架总成8和右侧框架总成9均通过卯榫结构与顶部框架总成7卯接后焊接成型,该左侧框架总成8和右侧框架总成9的结构相同,均包括多个圆环型材通过卯榫结构卯接后焊接成的对称式的内框架81,如图1和图7所示,该内框架81包括与顶部框架总成7相连的三个并排的圆环型材,两端的两个圆环型材的下端分别连接两个小的圆环型材,使左侧框架总成8和右侧框架总成9围成结构稳定的五环结构。该内框架81中部的一个圆环型材外侧通过门框密封条82与门外框83相连,内框架81中部底端分别与下车体框架总成a的两侧可拆卸相连,两个内框架81的两端与下车体框架总成a相配合形成前舱区和后舱区。
50.上述分体式新能源汽车车身结构的组装方法,包括以下步骤:
51.步骤1:组装上车体框架总成b和下车体框架总成a。
52.1)组装上车体框架总成b:首先,将横梁型材、纵梁型材在定位工装夹具上进行定位卯接,然后通过mig焊工艺进行焊接形成顶部框架总成7;然后,将左、右侧框总成也在定位工装上进行定位卯接、焊接,分别形成左侧框架总成8和右侧框架结构;最后,将顶部框架总成7、左侧框架总成8和右侧框架结构在上车体定位工装上进行卯接、焊接,形成上车体框架总成b。
53.2)组装下车体框架总成a
54.其中的一体式动力电池1由专门供应商提供,供应商发货前要对一体式动力电池1进行系统的检测和测试,一方面保证其外形尺寸及安装点位置满足设计要求,其次确保其各系统指标满足设计要求。
55.首先,将两个前纵梁及吸能盒进行分装形成前防撞梁总成24,将两个连接接头ⅰ23分别与前防撞梁总成24进行组装形成前舱组件2。同理,将两个后纵梁34分别与两个连接接头ⅱ33进行连接形成后舱组件3。然后,将前舱组件2与后舱组件3分别与一体式电池包分别通过螺栓进行固定并将力矩打紧至设计值,至此下车体框架总成a组成完成。
56.步骤2:分别组装上车体框架总成b和下车体框架总成a上承载的系统及附件。
57.其中的上车体框架总成b中的系统包括内饰系统、座舱系统和外饰系统,其中的下车体框架总成a中的系统包括底盘系统和三电系统。
58.步骤3:在下车体框架总成a的两侧安装密封装置6后,将上车体框架总成b与下车体框架总成a定位后通过螺栓连接锁紧。
59.首先,在条形凸台125上铺设密封装置6,然后,将组装系统及附件的上车体框架总成b吊装至组装系统及附件的下车体框架总成a正上方,缓慢下降,将上车体框架总成b两侧的定位孔811与对应导向定位销126插接定位;最后,将上车体框架总成b缓慢放置搭接面,使将螺纹孔812与对应的螺纹套筒127相对,然后通过合装螺栓10进行连接,最后打紧力矩至设计值,至此完成上车体框架总成b和下车体框架总成a的合装。
60.综上,本发明改变了传统的一体式车身的结构,通过采用可拆卸的连接结构将上车体和下车体相连,使上部车身及内外饰座舱可灵活定制,而且整车生产组装工艺不再受工艺路线的限制、组装过程更加简便,缩短了开发周期,降低了开发费用。
61.以上所述,只是用图解说明本发明的一些原理,本说明书并非是要将本发明局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本发明所申请的专利范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。