1.本实用新型涉及焊接技术领域,尤其涉及一种直缝焊管单面焊接双面成形的焊接工装及自动焊机。
背景技术:
2.这里的陈述仅提供与本实用新型相关的背景技术,而不必然地构成现有技术。
3.直缝焊管是指用热轧或冷轧钢板或钢带卷成圆筒,然后在焊接设备上进行直缝焊接得到的管子,由于焊管的焊接处成一条直线而得名。直缝焊管主要用在自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设等领域,用于输送液体、气体,以及用作建筑结构。
4.现有工艺采用将钢板卷成圆筒后,将圆筒置放在固定架上,采用埋弧焊在直缝焊管外侧进行焊接,该焊接工艺会导致直缝内侧出现焊渣、焊接不均等问题。而有些在外侧焊接后,会对直缝内侧再手工加焊一遍,但内外焊缝分别施焊相当费时,影响生产效率,同时,又浪费人力及焊接材料。内焊缝施焊过程中,焊接人员必须钻入焊管内部进行焊接施工,焊接弧光和烟雾等严重影响员工身体健康。管径过小,焊接人员又无法进入管内施焊,以致内缝无法焊接,影响焊缝质量。
技术实现要素:
5.针对现有技术存在的不足,本实用新型实施例的目的是提供一种直缝焊管单面焊接双面成形的焊接工装,焊接时焊管外侧和内侧都形成氩气保护层隔断了空气与焊接面接触,使焊接达到单面焊接双面成形的效果,防止焊管内侧出现焊渣、缺焊、焊接不均等不良效果,提高了焊缝质量;因此也无需再对焊管内侧焊接,减轻了劳动强度,保护了作业人员的身体健康。
6.本实用新型的另一目的在于提供一种基于上述直缝焊管单面焊接双面成形的焊接工装的自动焊机。
7.为了实现上述目的,本实用新型实施例提供了如下技术方案:
8.一种直缝焊管单面焊接双面成形的焊接工装,包括:v型条,所述v型条具有第一端和第二端,所述v型条的第一端连接固定座,所述v型条的第二端连接调节座,所述调节座能够沿着v型条滑动,所述固定座和所述调节座均为l形用于将所述焊接工装卡接在待焊接焊管两端,所述v型条底部设置气管组件用于向焊管直缝内侧通入氩气。
9.在另一优选的实施方式中,所述v型条包括v型板,所述v型板包括呈一定角度的第一板件和第二板件,所述第一板件和第二板件分别设置托板,两个所述托板位于一个平面内。
10.在另一优选的实施方式中,所述v型板开设有至少两个气孔,用于通入氩气。
11.在另一优选的实施方式中,所述调节座为l型折弯板,包括第一横板和第一竖板,所述第一竖板开设有凹槽,所述凹槽截面与所述v型条截面形状相同,所述凹槽宽度大于所
述v型条相应部位的厚度。
12.在另一优选的实施方式中,所述第一竖板开有第一通孔,所述第一通孔和第二通孔内均具有螺纹,所述第一横板开有第二通孔,所述第一横板和所述第一竖板中间部位还开有豁口槽。
13.在另一优选的实施方式中,所述气管组件包括第一气管和第二气管,所述第一气管一端与气源连接,另一端通过第一接头与所述第二气管连接,所述第二气管第二端通过第二接头连接到所述v型板的气孔上,其中,所述第二接头为三通接头。
14.在另一优选的实施方式中,所述托板与待焊接焊管之间的间隙中设置密封条,所述密封条的横截面为椭圆形。
15.在另一优选的实施方式中,还包括可拆卸连接的压板和调节板,所述调节板为l型折弯板,包括横折板和竖折板,所述竖折板开设有调节槽与所述调节座连接,所述压板靠近所述调节板的一侧具有凹台,所述凹台与所述横折板形成卡接所述压板的卡槽。
16.在另一优选的实施方式中,所述固定座为l型折弯板,包括第二横板和第二竖板,所述第二横板上开有通孔,所述第二横板和所述第二竖板中间部位还开有豁口槽。
17.本实用新型实施例还提供了一种自动焊机,包括如上所述的直缝焊管单面焊接双面成形的焊接工装。
18.本实用新型实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
19.1、本实用新型的焊接工装在使用时,将v型条的第二端穿过待焊接焊管,安装调节座,根据焊管长度调整调节座在v型条上的位置,使固定座和调节座卡接在待焊接焊管的两端管壁上。焊接时,通过v型条下侧的气管组件向焊管直缝内侧通入氩气,使得焊管外侧和内侧都形成氩气保护层隔断空气与焊接面的接触,使焊接达到单面焊接双面成形的效果,防止焊管内侧出现焊渣、缺焊、焊接不均等不良效果,提高了焊缝质量;因此也无需再对焊管内侧焊接,减轻了劳动强度,保护了作业人员的身体健康。
20.2、如果采用一个操作人员施焊,另外一个操作人员在背面做氩气保护工作,会导致氩弧焊焊接效率低,氩气保护工作需长时间占据一名操作人员的劳动力。而且,小直径焊管在进行氩气保护工作时,由于操作空间狭小,导致工人操作不便,无法进行长时间连续性工作。本实用新型通过在v型条下侧设置气管组件通入氩气,相比于上述焊接工艺,减少了人工劳动力,提高了氩弧焊焊接作业效率。用气管组件代替人工,大大降低了人工成本;用工装的可靠性代替了人工的不稳定性,降低了次品的产生;同时解决了小直径设备进行氩弧焊气体保护工作不方便的难题。
21.3、通过在托板与待焊接焊管之间的间隙中设置密封条,一方面防止通入的氩气直接从v型条和待焊接焊管之间的间隙流出,造成氩气的浪费;另一方面,使v型条与待焊接焊管不直接接触,防止v型条划伤焊接焊管的内壁。
22.4、通过压板凹台与调节板横折板形成的卡槽卡接v型条的压板,然后通过调节板竖折板的调节槽连接到调节座的第一竖板,通过调节座压紧在待焊接焊管上,使焊接工装牢牢的安装到焊管上,保证了焊接工装的稳定性。
附图说明
23.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
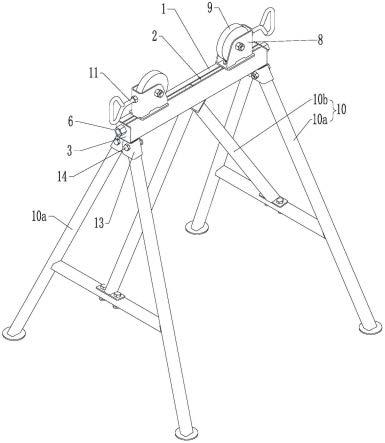
24.图1是本实用新型实施例提供的焊接工装和待焊接焊管装配示意图;
25.图2是本实用新型实施例提供的焊接工装示意图;
26.图3是本实用新型实施例提供的焊接工装示意图;
27.图4是本实用新型实施例提供的焊接工装的调节座示意图;
28.图5是本实用新型实施例提供的焊接工装的固定座示意图;
29.图6是本实用新型实施例提供的焊接工装的压板和调节板配合示意图;
30.图7是本实用新型实施例提供的焊接工装密封条和v型条配合示意图;
31.图8是本实用新型实施例提供的自动焊机部分示意图;
32.图中:
33.1、焊管工装;2、待焊接焊管;
34.11、v型条;12、密封条;13、调节座;14、压板;15、调节板;16、气管组件;17、固定座;
35.111、v型板;112、托板;113、气孔;
36.131、第一横板;132、第一竖板;133、凹槽;134、第一通孔;135、第二通孔;136、豁口槽;
37.141、第三通孔;151、调节槽;
38.161、第一气管;162、第一接头;163、第二气管;164、第二接头;
39.为显示各部位位置而夸大了互相间间距或尺寸,示意图仅作示意使用。
具体实施方式
40.本实用新型中的术语“安装”、“相连”、“连接”、“固定”等术语应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或为一体;可以是机械连接,可以是直接连接,也可以是通过中间媒介间接相连,可以是两个元件内部连接,或者两个元件的相互作用关系,对于本领域的普通技术人员而言,可以根据具体情况理解术语在本实用新型的具体含义。
41.正如背景技术所介绍的,现有焊接工艺会导致直缝内侧出现焊渣、焊接不均等问题。而对直缝内侧再手工加焊一遍,施焊费时,影响生产效率,同时,又浪费人力及焊接材料。内焊缝施焊过程中,焊接弧光和烟雾等严重影响员工身体健康。管径过小,焊接人员又无法进入管内施焊,以致内缝无法焊接,影响焊缝质量,为了解决如上的技术问题,本实用新型提出了一种直缝焊管单面焊接双面成形的焊接工装。
42.如图1-图7所示,本实用新型一实施例中记载了一种直缝焊管单面焊接双面成形的焊接工装,包括:v型条11,所述v型条11具有第一端和第二端,所述v型条11的第一端连接固定座17,所述v型条11的第二端连接调节座13,所述调节座13能够沿着v型条11滑动,所述固定座17和所述调节座13均为l形用于将所述焊接工装卡接在待焊接焊管2两端,所述v型条11底部设置气管组件16用于向焊管直缝内侧通入氩气。
43.所述v型条11的第一端为图1中的左端,第二端为图1中的右端,所述固定座17与v型条11固定连接,可以采用焊接或其他方式。调节座13套接在v型条11上滑动连接。使用时,
将v型条11的第二端穿过待焊接焊管2,安装调节座13,根据焊管长度调整调节座13在v型条11上的位置,使固定座17和调节座13卡接在待焊接焊管2的两端管壁上。焊接时,通过v型条11下侧的气管组件16向焊管直缝内侧通入氩气,使得焊管外侧和内侧都形成氩气保护层隔断空气与焊接面的接触,使焊接达到单面焊接双面成形的效果,防止焊管内侧出现焊渣、缺焊、焊接不均等不良效果,提高了焊缝质量;因此也无需再对焊管内侧焊接,减轻了劳动强度,保护了作业人员的身体健康。
44.如图3所示,所述v型条11包括v型板111,所述v型板111包括呈一定角度的第一板件和第二板件,所述第一板件和第二板件分别设置托板112,两个所述托板112位于一个平面内,通过托板112增大v型条11上侧面的面积,为安装密封条12提供承载基础。
45.所述v型板111开设有至少两个气孔113,用于通入氩气。由于有些焊管长度较长,通过设置多个气孔113可以使焊管内侧的氩气更加均匀,保证焊接质量。
46.如图4所示,所述调节座13为l型折弯板,包括第一横板131和第一竖板132,所述第一竖板132开设有凹槽133,所述凹槽133截面与所述v型条11截面形状相同,所述凹槽133宽度大于所述v型条11相应部位的厚度。通过凹槽133将调节座13套接在v型条11上,使调节座13能够沿着v型条11移动。
47.所述第一竖板132开有第一通孔134,所述第一横板131开有第二通孔135,所述第一通孔134和第二通孔135内均具有螺纹,所述第一横板131和所述第一竖板132中间部位还开有豁口槽136,通过第一横板131的第二通孔135内的螺纹,可以利用螺栓将焊接工装固定在待焊接焊管2上,更加牢靠。
48.如图2所示,所述气管组件16包括第一气管161和第二气管163,所述第一气管161一端与气源连接,另一端通过第一接头162与所述第二气管163连接,所述第二气管163第二端通过第二接头164连接到所述v型板111的气孔113上,其中,所述第二接头164为三通接头。
49.如果采用一个操作人员施焊,另外一个操作人员在背面做氩气保护工作,会导致氩弧焊焊接效率低,氩气保护工作需长时间占据一名操作人员的劳动力。而且,小直径焊管在进行氩气保护工作时,由于操作空间狭小,导致工人操作不便,无法进行长时间连续性工作。本实用新型通过在v型条11下侧设置气管组件16通入氩气,相比于上述焊接工艺,减少了人工劳动力,提高了氩弧焊焊接作业效率。用气管组件16代替人工,大大降低了人工成本;用工装的可靠性代替了人工的不稳定性,降低了次品的产生;同时解决了小直径设备进行氩弧焊气体保护工作不方便的难题。
50.进一步的,在所述第一气管161处设置计量仪,所述计量仪用于控制所述氩气的气体输出量,提高了氩气输送管控制时的便捷性。
51.所述托板112与待焊接焊管2之间的间隙中设置密封条12,所述密封条12的横截面为椭圆形。所述密封条12为橡胶材质,安装后产生一定的形变。通过在托板112与待焊接焊管2之间的间隙中设置密封条12,一方面防止通入的氩气直接从v型条11和待焊接焊管2之间的间隙流出,造成氩气的浪费;另一方面,使v型条11与待焊接焊管2不直接接触,防止v型条11划伤焊接焊管的内壁。
52.如图6所示,本实施例的焊接工装还包括可拆卸连接的压板14和调节板15,所述调节板15为l型折弯板,包括横折板和竖折板,所述竖折板开设有调节槽151与所述调节座13
连接,所述压板14靠近所述调节板15的一侧具有凹台,所述凹台与所述横折板形成卡接所述压板14的卡槽。具体的,通过螺栓穿过所述调节槽151安装在所述第一通孔134上,并且能进行一定的调节。所述压板14具有第三通孔141,通过螺栓穿过第三通过将压板14连接到调节板15上,通过压板14凹台与调节板15横折板形成的卡槽卡接v型条11的压板14,然后通过调节板15竖折板的调节槽151连接到调节座13的第一竖板132,通过调节座13压紧在待焊接焊管2上,使焊接工装牢牢的安装到焊管上,保证了焊接工装的稳定性。
53.如图5所示,固定座17与调节座13的结构大体相似,区别仅在于固定座17没有凹槽133和第一竖板132上的第一通孔134。具体的,所述固定座17为l型折弯板,包括第二横板和第二竖板,所述第二横板上开有通孔,所述第二横板和所述第二竖板中间部位还开有豁口槽136。
54.采用上述焊接工装进行焊接的过程如下:
55.将密封条12固定在v型条11的压板14上,将v型条11的第二端穿过待焊接焊管2,安装调节座13,根据焊管长度调整调节座13在v型条11上的位置,通过螺栓进行固定,使固定座17和调节座13卡接在待焊接焊管2的两端管壁上。焊接时,将第一气管161与氩气瓶连接,通过气管组件16向焊管直缝内侧通入氩气,开启自动焊机开始焊接。通过使得焊管外侧和内侧都形成氩气保护层隔断空气与焊接面的接触,使焊接达到单面焊接双面成形的效果,防止焊管内侧出现焊渣、缺焊、焊接不均等不良效果,提高了焊缝质量;因此也无需再对焊管内侧焊接,减轻了劳动强度,保护了作业人员的身体健康。
56.基于上述焊接工装,本实用新型实施例还提供了一种自动焊机,该自动焊机采用上述实施例所述的焊接工装,由于上述焊接工装具有上述技术效果,则采用该焊接工装的自动焊机的技术效果请参考上述实施例。
57.上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。