1.本实用新型涉及封头成型装置领域,特别涉及一种封头整体内压胀形模具装置。
背景技术:
2.传统的封头成型方法有整体锻造成型方法,这种方法对大型锻造设备及工艺都有极高的要求;冲压成型方法,它容易出现刮伤拉痕大面积起包等现象;旋压成型方法,它有着所需设备吨位小、加工成本低、工艺灵活、成型范围广等优点但它极易造成板坯失稳起皱,难以满足大型厚壁封头的制造要求;分瓣组合焊接成型方法,它可以用较小吨位的压力机成形较大尺寸的封头,但是存在封头分片设计、计算和下料复杂、工艺路线长、焊缝质量难以保证,需要整体热处理等缺点;爆炸成型方法,它的特点是不需要复杂的大型设备和复杂的模具,但缺点就是危险性大,成型的形状不规则。
3.因此,提出一种封头整体内压胀形模具装置来解决上述问题很有必要。
技术实现要素:
4.本实用新型的主要目的在于提供一种封头整体内压胀形模具装置,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种封头整体内压胀形模具装置,包括基座,所述基座的顶部四角分别连接有立柱,四个所述立柱的顶部设置有底座,所述底座顶部的左右两端对称连接有矩形支杆,两个所述矩形支杆的顶部共同连接有顶板,所述顶板的底部设置有气缸,所述气缸的下端设置有升降座;
7.所述升降座的左右两端对称开设有矩形导向槽,所述升降座的下表面中部设置有上模具,所述底座的上表面中部设置有下模具;
8.所述顶板的底部正中设置有第一压力泵,所述第一压力泵的输出端连接有第一管道,所述第一管道的右侧设置有第一泄压阀,所述基座的顶部正中设置有第二压力泵,所述第二压力泵的输出端连接有第二管道,所述第二管道的右侧设置有第二泄压阀。
9.在一个优选地实施方式中,所述上模具和下模具内腔的相靠近一端侧壁均开设有胚料放置槽,所述上模具的底部外围连接有密封圆筒,所述下模具的顶部外围开设有密封环形槽,所述密封圆筒的底部和密封环形槽内腔的底部均连接有橡胶垫圈,所述橡胶垫圈的内部开设有椭圆形腔体,所述椭圆形腔体的内腔设置有弹性件。
10.在一个优选地实施方式中,所述气缸的数量为两个,两个气缸对称设置于顶板底部的左右两端,并且两个气缸的下方输出端与升降座的顶部通过螺栓连接。
11.在一个优选地实施方式中,所述升降座通过矩形导向槽套设于两个矩形支杆的外部,并且矩形导向槽的内壁与矩形支杆的外壁贴合且滑动连接,所述上模具和下模具对应。
12.在一个优选地实施方式中,所述第二管道远离第二压力泵的一端与下模具的内腔连通,所述第一管道远离第一压力泵的一端与上模具的内腔连通。
13.在一个优选地实施方式中,所述密封圆筒与密封环形槽对应且适配,所述椭圆形腔体的内腔设置有至少四个弹性件,弹性件均匀分布。
14.与现有技术相比,本实用新型的有益效果是:
15.1、该封头整体内压胀形模具装置,通过设置的第二压力泵、第二管道、第二泄压阀、第一压力泵、第一管道、第一泄压阀、气缸、升降座、下模具、上模具、胚料放置槽的相互配合可以实现对胚料的塑形,受力均匀,容易成型,操作方便,矩形支杆和矩形导向槽的设置便于对上模具进行导向,增加了稳定性。
16.2、该封头整体内压胀形模具装置,通过设置的密封圆筒、密封环形槽、橡胶垫圈、椭圆形腔体、弹性件的相互配合可以增加上模具和下模具内腔贴合处的密封性,进而便于实现胚料的快速塑形。
附图说明
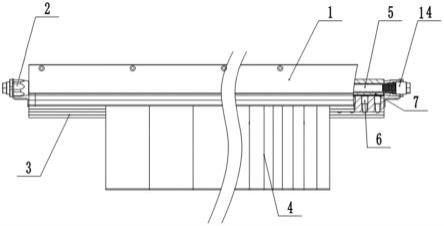
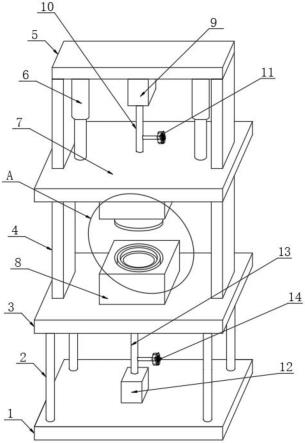
17.图1是本实用新型的结构示意图;
18.图2是本实用新型图1中a处放大图;
19.图3是本实用新型升降座的结构示意图;
20.图4是本实用新型橡胶垫圈的剖面结构示意图。
21.图中:1、基座;2、立柱;3、底座;4、矩形支杆;5、顶板;6、气缸;7、升降座;8、下模具;9、第一压力泵;10、第一管道;11、第一泄压阀;12、第二压力泵;13、第二管道;14、第二泄压阀;15、上模具;16、密封圆筒;17、密封环形槽;18、橡胶垫圈;19、胚料放置槽;20、矩形导向槽;21、椭圆形腔体;22、弹性件。
具体实施方式
22.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
23.如图1-4所示,一种封头整体内压胀形模具装置,包括基座1,基座1的顶部四角分别连接有立柱2,四个立柱2的顶部设置有底座3,底座3顶部的左右两端对称连接有矩形支杆4,两个矩形支杆4的顶部共同连接有顶板5,顶板5的底部设置有气缸6,气缸6的下端设置有升降座7,气缸6的数量为两个,两个气缸6对称设置于顶板5底部的左右两端,并且两个气缸6的下方输出端与升降座7的顶部通过螺栓连接,升降座7的左右两端对称开设有矩形导向槽20,升降座7的下表面中部设置有上模具15。
24.底座3的上表面中部设置有下模具8,升降座7通过矩形导向槽20套设于两个矩形支杆4的外部,并且矩形导向槽20的内壁与矩形支杆4的外壁贴合且滑动连接,矩形支杆4和矩形导向槽20的设置便于对上模具15进行导向,增加了稳定性,上模具15和下模具8对应,顶板5的底部正中设置有第一压力泵9,第一压力泵9的输出端连接有第一管道10,第一管道10的右侧设置有第一泄压阀11,基座1的顶部正中设置有第二压力泵12。
25.第二压力泵12的输出端连接有第二管道13,第二管道13远离第二压力泵12的一端与下模具8的内腔连通,第一管道10远离第一压力泵9的一端与上模具15的内腔连通,第二管道13的右侧设置有第二泄压阀14,上模具15和下模具8内腔的相靠近一端侧壁均开设有胚料放置槽19,通过设置的第二压力泵12、第二管道13、第二泄压阀14、第一压力泵9、第一
管道10、第一泄压阀11、气缸6、升降座7、下模具8、上模具15、胚料放置槽19的相互配合可以实现对胚料的塑形,受力均匀,容易成型,操作方便。
26.上模具15的底部外围连接有密封圆筒16,下模具8的顶部外围开设有密封环形槽17,密封圆筒16的底部和密封环形槽17内腔的底部均连接有橡胶垫圈18,橡胶垫圈18的内部开设有椭圆形腔体21,椭圆形腔体21的内腔设置有弹性件22,密封圆筒16与密封环形槽17对应且适配,椭圆形腔体21的内腔设置有至少四个弹性件22,弹性件22均匀分布,通过设置的密封圆筒16、密封环形槽17、橡胶垫圈18、椭圆形腔体21、弹性件22的相互配合可以增加上模具15和下模具8内腔贴合处的密封性,进而便于实现胚料的快速塑形。
27.需要说明的是,本实用新型为一种封头整体内压胀形模具装置,将圆盘形的胚料置于下模具8内腔上端的胚料放置槽19,然后启动气缸6带动升降座7向下位移,密封圆筒16会插设进入密封环形槽17的内腔,直至上模具15和下模具8紧密贴合,两个胚料放置槽19会对圆盘形胚料进行容纳限位,然后先关闭第一泄压阀11并启动第一压力泵9,通过第一管道10向上模具15的内腔通入流态介质,流态介质使得上模具15内腔的压力逐渐增大,进而使得圆盘形胚料形变,直至与下模具8的内壁贴合,然后关闭第一压力泵9打开第一泄压阀11进行泄压,之后再关闭第二泄压阀14并打开第二压力泵12,通过第二管道13通入流态介质,流态介质使得下模具8内腔的压力逐渐增大,进而使得胚料向上形变,直至与上模具15的内壁贴合,最后关闭第二压力泵12打开第二泄压阀14进行泄压,如此往复即可实现对胚料的塑形,受力均匀,容易成型,操作方便,矩形支杆4和矩形导向槽20的设置便于对上模具15进行导向,增加了稳定性,在密封圆筒16、密封环形槽17、橡胶垫圈18、椭圆形腔体21、弹性件22的相互配合可以增加上模具15和下模具8内腔贴合处的密封性,具体的,上模具15与下模具8紧密贴合时两个橡胶垫圈18会极米挤压贴合且产生形变,弹性件22和椭圆形腔体21产生反向的作用力,进而便于实现胚料的快速塑形。
28.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。