1.本发明涉及一种焊接用夹具和激光加工机。
背景技术:
2.在电池的制造中,作为用激光焊接有底筒状电池罐和卷绕型(jelly roll)电极组件的电极(例如负极)的方法,提出了将所述激光的照射出口插入所述卷绕型电极组件的中空轴芯部内,使所述电池罐底部与所述电极紧贴,通过从所述电池罐内部照射所述激光,焊接所述电池罐和所述电极的方法(专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:特许第5602050号公报
技术实现要素:
6.发明要解决的问题
7.但是,因为通过从所述电池罐内部照射所述激光进行焊接需要对每个所述电池罐重复所述照射出口的插卸,存在间隔时间(tact time)长的问题。
8.作为解决该问题的方法,考虑使用一种夹具,所述夹具具备板状支撑部件,其具有激光可通过的贯通孔;和棒状支撑部件,其可在卷绕型电极组件的中空轴芯部插卸,且在其一端可支撑配置于所述卷绕型电极组件的一端侧的电极和电池罐底部;通过在所述板状支撑部件和所述棒状支撑部件之间施加压力,可将电池罐底部内表面与电极压接。在使用该夹具时,因为将电池罐底部内面与电极压接,通过激光照射与电池罐底部内表面和电极的接触区域相对应的电池罐底部外表面,可焊接电池罐和电极。
9.但是,在使用所述夹具的焊接中,在所述板状支撑部件和所述棒状支撑部件之间施加压力时,会产生电池罐变形的问题。
10.因此,本发明的目的是提供一种可不使电池罐变形而通过激光焊接所述电池罐和电极的焊接用夹具,以及使用上述夹具的激光加工机。
11.解决问题的方法
12.为达到上述目的,本发明的焊接用夹具用于通过激光焊接电池罐和电极,其特征在于
13.包括板状支撑部件、棒状支撑部件和压力调节机构,
14.所述板状支撑部件具有可通过激光的贯通孔,
15.所述棒状支撑部件可插卸于卷绕型电极组件的中空轴芯部,且在其一端可支撑配置于所述卷绕型电极组件一端侧的电极和电池罐底部,
16.所述压力调节机构可调节施加于所述板状支撑部件和所述棒状支撑部件之间的压力。
17.本发明的激光加工机的特征在于,
18.包括激光振荡器和焊接用夹具,
19.所述焊接用夹具是所述本发明的焊接用夹具,
20.从所述激光振荡器照射的激光可通过所述焊接用夹具的所述板状支撑部件的贯通孔。
21.发明的效果
22.根据本发明,可不使电池罐变形而通过激光焊接所述电池罐和电极。
附图说明
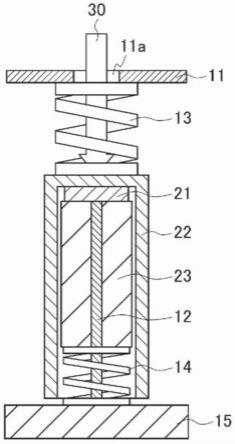
23.[图1]图1是示出实施方式1的焊接用夹具的构成的一例的示意截面图。
[0024]
[图2]图2是说明本发明中的卷绕型电极组件的概略立体图。
[0025]
[图3]图3是说明本发明中的卷绕型电极组件和电池罐的示意截面图,(a)是纵向截面图,(b)是横向截面图。
[0026]
[图4]图4是示出实施方式2的焊接用夹具的构成的一例的示意截面图。
[0027]
[图5]图5是示出实施方式3的焊接用夹具的构成的一例的示意截面图。
[0028]
[图6]图6是示出实施方式4的焊接用夹具的构成的一例的示意截面图。
[0029]
[图7]图7(a)~(d)是示出使用实施方式1的焊接用夹具的焊接方法的一例的示意截面图。
[0030]
[图8]图8是示出实施方式5的焊接用夹具的构成的一例的示意截面图。
[0031]
[图9]图9(a)~(d)是示出使用实施方式5的焊接用夹具的焊接方法的一例的示意截面图。
[0032]
[图10]图10是示出实施方式6的焊接用夹具的构成的一例的示意截面图。
[0033]
[图11]图11是示出实施方式7的激光加工机中的振镜扫描器(galvano scanner)的一例的概略立体图。
具体实施方式
[0034]
在本发明中,“纵向”是指后述的卷绕型电极组件的卷绕轴方向,“横向”是指与所述卷绕轴垂直的方向。
[0035]
下文参照附图对本发明的焊接用夹具和激光加工机进行说明。但是,本发明不限于以下说明。另外,在图1~图11中,对同一部分赋予相同符号,会省略其说明。另外,在附图中,为便于说明,会对各部分的构造进行适当简化而示出,有时各部分的尺寸比等与实际不同,为示意性示出。另外,各实施方式若无特别说明,可相互援用其说明。
[0036]
(实施方式1)
[0037]
图1是示出本实施方式的焊接用夹具构成的一例的示意截面图。本实施方式是从上方向电池罐22的底部外表面照射激光30的焊接用夹具的一例。如图1所示,焊接用夹具包括板状支撑部件11、棒状支撑部件12和压力调节机构13。板状支撑部件11具有激光30可通过的贯通孔11a。棒状支撑部件12可插卸于卷绕型电极组件23的中空轴芯部,且在其一端(图1中的上端),可支撑配置于卷绕型电极组件23的一端侧(图1中的上侧)的电极21和电池罐22的底部。电极21在图1中有1个,但也可以数个层叠。在图1中,卷绕型电极组件23、电极21和电池罐22均不是焊接用夹具的构成部件,是焊接对象(工件),后文进行详述。压力调节
机构13可调节施加于板状支撑部件11和棒状支撑部件12间的压力。焊接用夹具可以进一步包括防止卷绕型电极组件23掉落的支撑体14和设置支撑体14的支撑台15作为任意构成部件。在图1中,作为支撑体14举例示出了弹簧,但只要是可防止卷绕型电极组件23掉落的部件,可以使用弹簧以外的部件。
[0038]
在说明焊接用夹具的构成部件前,使用图2和图3,说明卷绕型电极组件23和电池罐22。图2是说明卷绕型电极组件23的概略立体图。如图2所示,卷绕型电极组件23由附接有细长片状的极耳21a的第1电极片23a(例如正极)、附接有极耳21b的第2电极片(例如负极)23b、隔膜23d、和隔膜23c组成,以隔膜23d、第2电极片23b、隔膜23c、第1电极片23a的顺序层叠,在与卷绕轴垂直的方向切断时的截面通过卷绕形成为圆形或椭圆形。另外,卷绕后的卷绕型电极组件23例如用胶带等固定,收纳于电池罐22内,用含有电解质的有机溶剂组成的电解液浸渍,作为锂离子二次电池等使用。图2中的极耳21b相当于作为本发明中的焊接对象(工件)的图1示出的电极21。如上所述,在图1中,电极21为一个,但也可以是多个层叠。
[0039]
图3是说明卷绕型电极组件23和电池罐22的示意截面图,(a)是纵向(卷绕轴方向)的截面图,(b)是横向(与卷绕轴垂直的方向)的截面图。另外,在图3(a)中,与图1上下相反。如图3(a)和(b)所示,卷绕型电极组件23收纳于电池罐22内,卷绕型电极组件23的轴芯部23e为中空。在图2和图3中,卷绕型电极组件23和电池罐22的横向(与卷绕轴垂直的方向)的截面为圆形,但卷绕型电极组件23的轴芯部为中空即可,该截面的形状可以是正方形、长方形等矩形等。
[0040]
在本实施方式中,板状支撑部件11配置于电池罐22底部的上方,以使其贯通孔11a位于卷绕型电极组件23的中空轴芯部的上部。板状支撑部件11具有可通过激光30的贯通孔11a即可,其材质、厚度等没有特殊限制,其平面形状是圆形、矩形等任意形状即可,但优选其横向的截面面积比电池罐22底部的横向的截面面积大。在图1中,板状支撑部件11为一个,但也可以是3个或4个等多个。贯通孔11a的形状等在后文中进行说明。
[0041]
棒状支撑部件12的横向的截面面积略小于卷绕型电极组件23的中空轴芯部的横向的截面面积。在本实施方式中,棒状支撑部件12的长度与卷绕型电极组件23的中空轴芯部的长度和支撑体14的高度的总和大致相同。棒状支撑部件12例如可使用陶瓷棒等。
[0042]
从防止焊接时产生的热影响卷绕型电极组件23的角度,优选板状支撑部件11的贯通孔11a的横向截面的形状和大小与棒状支撑部件12和卷绕型电极组件23的中空轴芯部的横向截面的形状和大小大致相同。此时,例如其截面形状若为圆形,则板状支撑部件11的贯通孔11a的直径与棒状支撑部件12和卷绕型电极组件23的中空轴芯部的直径大致相同。
[0043]
压力调节机构13的构成只要可调节在板状支撑部件11和棒状支撑部件12之间施加的压力即可,没有特殊限制。在本实施方式中,如图1的示例,压力调节机构13配置于板状支撑部件11和电池罐22底部之间。在图1中,压力调节机构13是弹簧,但也可以是弹簧以外的弹性体。
[0044]
接下来,使用图7说明使用本实施方式的焊接用夹具的焊接方法的一例。首先,如图7(a)所示,卷绕型电极组件23收纳于电池罐22,棒状支撑部件12插入卷绕型电极组件23的中空轴芯部23e。接着,如图7(b)所示,通过棒状支撑部件12的一端(图7(b)中的上端),使电池罐22底部内表面与电极21接触。接着,如图7(c)所示,通过板状支撑部件11和压力调节机构13,从上方按压电池罐22底部。此时,通过压力调节机构13,以不使电池罐22变形的压
力,使电池罐22底部内表面与电极21紧贴。接着,如图7(d)所示,从板状支撑部件11的贯通孔11a照射激光30,焊接电池罐22和电极21。在图7(d)所示的示例中,通过板状支撑部件11的贯通孔11a的激光30从作为压力调节机构13的弹簧的间隙向电池罐22底部外表面照射。使用弹簧以外的弹性体作为压力调节机构13时,在弹性体上设置激光30可通过的贯通孔等,向电池罐22底部外表面照射激光30即可。
[0045]
根据本实施方式,通过压力调节机构13调节在板状支撑部件11和棒状支撑部件12之间施加的压力,可通过激光30焊接电池罐22和电极21而不使电池罐22变形。另外,根据本实施方式,与现有的通过使用插入至卷绕型电极组件的中空轴芯部内的照射出口从电池罐内部照射激光来进行焊接不同,通过向与电池罐22底部内表面和电极21的接触区域相对应的电池罐22底部外表面照射激光30,可焊接电池罐22和电极21。因此,根据本实施方式,焊接部可为任意形状。
[0046]
(实施方式2)
[0047]
图4是示出本实施方式的焊接用夹具的构成的一例的示意截面图。如图4所示,本实施方式的焊接用夹具除压力调节机构13的弹簧为2个(弹簧13a,弹簧13b)外,与实施方式1的焊接用夹具相同。在图4中,压力调节机构13的弹簧为2个,但也可以是3个以上。若像这样将压力调节机构13的弹簧设为多个,易于维持电池罐22的水平。
[0048]
(实施方式3)
[0049]
图5是示出本实施方式的焊接用夹具的构成的一例的示意截面图。如图5所示,本实施方式的焊接用夹具除进一步包括电池罐导引件16,可通过电池罐导引件16调节电池罐22的位置外,与实施方式1的焊接用夹具相同。电池罐导引件16例如如图5所示,是从板状支撑部件11突出,包围电池罐22的上部的筒状等即可。设置电池罐导引件16可在向板状支撑部件11和棒状支撑部件12之间施加压力时,防止电池罐22倾斜。
[0050]
(实施方式4)
[0051]
图6是示出本实施方式的焊接用夹具的构成的一例的示意截面图。如图6所示,在本实施方式的焊接用夹具中,压力调节机构13未配置于板状支撑部件11和电池罐22底部之间,而是介由支撑台15,配置于棒状支撑部件12的另一端(图6中的下端)侧。在本实施方式中,作为压力调节机构13,例如可使用可按压棒状支撑部件12的另一端的马达、气缸等。除此以外,本实施方式的焊接用夹具与图1示出的实施方式1的焊接用夹具相同。
[0052]
(实施方式5)
[0053]
图8是示出本实施方式的焊接用夹具的构成一例的示意截面图。本实施方式是从下方向电池罐22的底部外表面照射激光30的焊接用夹具的一例。如图8所示,在本实施方式中,板状支撑部件11、电池罐22、电极21、卷绕型电极组件23和插入至其中空轴芯部的棒状支撑部件12的位置关系与图6示出的实施方式4上下颠倒。另外,棒状支撑部件12的长度略长于卷绕型电极组件23的中空轴芯部的长度。并且,压力调节机构13c和13d配置于棒状支撑部件12的另一端(图8中的上端)侧。压力调节机构13c与图1示出的实施方式1的压力调节机构13相同。压力调节机构13d与图6示出的实施方式4的压力调节机构13相同。本实施方式的焊接用夹具如图8所示,可以包括压力调节机构13c和13d两者,也可以仅包括二者中的任一个。
[0054]
接着,使用图9说明使用本实施方式的焊接用夹具的焊接方法的一例。首先,如图9
(a)所示,板状支撑部件11上设置电池罐22和卷绕型电极组件23。接着,如图9(b)所示,将棒状支撑部件12插入卷绕型电极组件23的中空轴芯部23e。接着,如图9(c)所示,通过压力调节机构13c和13d,下压棒状支撑部件12,使电极21和棒状支撑部件12的一端(图9c中的下端)接触。此时,通过压力调节机构13c和13d,以不使电池罐22变形的压力使电池罐22底部内表面和电极21紧贴。接着,如图9(d)所示,从板状支撑部件11的贯通孔11a照射激光30,焊接电池罐22和电极21。
[0055]
(实施方式6)
[0056]
图10是示出本实施方式的焊接用夹具的构成的一例的示意截面图。如图10所示,本实施方式除4个焊接用夹具以压力调节机构13c连结以外,与图8示出的实施方式5的焊接用夹具相同。在图10中,焊接用夹具为4个,但可根据需要增减。根据本实施方式的焊接用夹具,可一次支撑多个电极21和电池罐22底部,将其焊接,由此可进行量产。
[0057]
(实施方式7)
[0058]
本实施方式是激光加工机的一例。本实施方式的激光加工机包括激光振荡器和上述实施方式的焊接用夹具,从所述激光振荡器照射的激光可通过所述焊接用夹具的板状支撑部件11的贯通孔11a。所述激光振荡器例如可使用可用于焊接电池罐和电极的市售品。
[0059]
本实施方式的激光加工机在包括图10示出的实施方式6的可一次支撑多个电极21和电池罐22底部的焊接用夹具时等,所述激光加工机可进一步包括振镜扫描器。图11是示出所述振镜扫描器的一例的概略立体图。振镜扫描器41和42通过用马达411和421(例如,伺服马达、步进马达等)等使反射激光30的镜子412和422旋转,可使激光30的光轴变化。在图11示出的例中,具备使激光30的光轴向x轴方向变化的x轴振镜扫描器41,和使激光30的光轴向y轴方向变化的y轴振镜扫描器42,可在xy二维方向控制激光30的照射位置。另外,在图11中,符号43表示聚光透镜(例如,fθ透镜等)。所述振镜扫描器可以为自制,也可以使用市售品。若使用所述振镜扫描器,例如在图10示出的实施方式6的焊接用夹具中,可以以依次通过4个板状支撑部件11的贯通孔11a的方式绘制从所述激光振荡器照射的激光。其结果是,根据本实施方式的激光加工机,与现有的重复向每个电池罐1插卸照射出口进行焊接相比,可缩短间隔时间。
[0060]
本技术主张以2020年2月19日所申请的日本专利申请特愿2020-026347为基础的优先权,其公开的所有内容纳于此。
[0061]
《附记》
[0062]
上述实施方式的一部分或全部以下述附记的形式记载,但不限于此。
[0063]
(附记1)
[0064]
一种用于通过激光焊接所述电池罐和所述电极的焊接用夹具,其特征在于,
[0065]
包括板状支撑部件、棒状支撑部件和压力调节机构,
[0066]
所述板状支撑部件具有可通过激光的贯通孔,
[0067]
所述棒状支撑部件可插卸于卷绕型电极组件的中空轴芯部,且在其一端可支撑配置于所述卷绕型电极组件一端侧的电极和电池罐底部,
[0068]
所述压力调节机构可调节施加于所述板状支撑部件和所述棒状支撑部件之间的压力。
[0069]
(附记2)
[0070]
根据附记1所述的焊接用夹具,其中所述压力调节机构是配置于所述板状支撑部件和所述电池罐底部之间的弹性体。
[0071]
(附记3)
[0072]
根据附记1所述的焊接用夹具,其中所述压力调节机构是配置于所述棒状支撑部件的另一端侧的弹性体。
[0073]
(附记4)
[0074]
根据附记2或3所述的焊接用夹具,其中所述弹性体是弹簧。
[0075]
(附记5)
[0076]
根据附记4所述的焊接用夹具,其包括多个所述弹簧。
[0077]
(附记6)
[0078]
根据附记1所述的焊接用夹具,其中所述压力调节机构是可按压所述棒状支撑部件的另一端的马达和气缸中的至少一种。
[0079]
(附记7)
[0080]
根据附记1至6任一项所述的焊接用夹具,其中所述棒状支撑部件是陶瓷棒。
[0081]
(附记8)
[0082]
根据附记1至7任一项所述的焊接用夹具,其可一次支撑多个所述电极和所述电池罐底部。
[0083]
(附记9)
[0084]
根据附记1至8任一项所述的焊接用夹具,其中所述板状支撑部件的贯通孔的直径与所述卷绕型电极组件的中空轴芯部的直径大致相同。
[0085]
(附记10)
[0086]
根据附记1至9任一项所述的焊接用夹具,其进一步包括电池罐导引件,可通过所述电池罐导引件调节所述电池罐的位置。
[0087]
(附记11)
[0088]
一种激光加工机,其特征在于,
[0089]
包括激光振荡器和焊接用夹具,
[0090]
所述焊接用夹具是附记1至10任一项所述的焊接用夹具,
[0091]
从所述激光振荡器照射的激光可通过所述焊接用夹具的所述板状支撑部件的贯通孔。
[0092]
(附记12)
[0093]
根据附记11所述的激光加工机,其进一步包括振镜扫描器,通过所述振镜扫描器,从所述激光振荡器照射的激光可通过所述焊接用夹具的所述板状支撑部件的贯通孔。
[0094]
产业上利用可能性
[0095]
如上述说明,通过本发明,可不使电池罐变形而通过激光焊接所述电池罐和电极。因此,本发明例如在锂离子二次电池等各种电池的生产上十分有用。
[0096]
附图标记说明
[0097]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
板状支撑部件
[0098]
11a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
贯通孔
[0099]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
棒状支撑部件
[0100]
13、13a、13b、13c、13d
ꢀꢀ
压力调节机构
[0101]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支撑体
[0102]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支撑台
[0103]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电池罐导引件
[0104]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极
[0105]
21a、21b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
极耳
[0106]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电池罐
[0107]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
卷绕型电极组件
[0108]
23e
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中空轴芯部
[0109]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
激光
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
