1.本发明涉及陶瓷硅胶带技术领域,具体涉及一种线缆用自粘性绝缘陶瓷硅胶带及制备方法和緾绕方法。
背景技术:
2.陶瓷硅胶是以甲基乙烯基硅硅橡胶为基材,加入复合陶瓷化粉成型助剂和功能填料,经过一定加工工艺制成的特种硅橡胶耐火材料。陶瓷化耐火硅橡胶在正常条件下具有普通硅橡胶材料的一般性能。它可以在600℃及以上的温度下快速烧结成坚硬的“陶瓷化”外壳,从而赋予材料优异的耐火性、隔热性、抗热震性和其他特性,与无机耐火材料相比,陶瓷硅胶具有成型工艺简单多样、防水防潮、无毒无害、环保等优点,耐火性能不差,保温效果好。因此陶瓷硅胶被广泛应用于耐火电线电缆、消防辅助材料、新能源汽车电池安全防护、航空航天等领域,如医院、剧院、商业建筑、地铁、隧道、铁路、机场、车站、大型公共体育、娱乐场所、大型超市、酒店等人口密集场所;电视台、军事设施、核电站和其他对电力和通信设施有严格要求的地区;煤炭、化工、医药、钢铁、冶金、船舶等外部环境恶劣的地区。
3.而普通陶瓷硅胶带是在玻璃纤维布上压延上一层陶瓷化硅胶,然后将其硫化,让其具有硅橡胶的特性,同时能达到常用云母带的绑缚性,緾绕性,同时由于有由于有陶瓷硅橡胶的加持,让陶瓷硅胶带具有以下特性:陶瓷硅胶带在550℃~1000℃温度下,迅速被烧成陶瓷状坚硬的、完整的壳体,燃烧后的坚硬的壳体铠装对线路起到很好的保护作用,保障线路在火灾情况下的畅通;陶瓷硅胶带可以代替云母带做防火耐火电缆的耐火层,特别是中、低压防火耐火电线电缆,不仅可以做耐火层,也可以同时做绝缘层;密度比云母带低,只有1.4~1.50g/cm3,云母带容易吸潮、怕水,存储期短,加工时需干燥处理,增加加工成本;而陶瓷硅胶带不吸水、不吸潮;常态下材料本身柔软、弹性好、强度高、机械性能优良、电绝缘性能优异,使用温度范围:-70℃~ 200℃;用陶瓷硅胶带生产的防火耐火电线电缆,耐火等级可达到94-v0级标准,该产品具有白色低烟、无卤、无磷氮、无重金属、无毒、无害、不熔融、不滴落;烟气毒性安全等级达到高分子材料的最高安全级别za1级,对人体不会造成二次伤害;符合欧盟rohs标准。
4.但普通陶瓷硅胶带不足之处:緾绕层与层之间无法做到密封,在潮湿的环境下,水分会渗透,绝缘性会下降,会产生一定的漏电风险;緾绕层与层之间无法做到粘结,在緾绕完后头部必须加以绑扎,否则头部会自动散开;緾绕层与层之间无法做到完全粘结,当受外力磨擦和拖拉时,陶瓷硅胶带会产生位移和堆叠,里面的导电线就会暴露出来,从而产生漏电风险;普通陶瓷硅胶带由于硅胶面玻纤面磨擦系数很小,当要多层緾绕时会产生相对滑动,緾绕出的效果并不理想,在緾绕的过程中要加扎带加以固定,外部必须再緾绕一层很厚的保护层。
技术实现要素:
5.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种线缆用自粘
性绝缘陶瓷硅胶带,该陶瓷硅胶带具有优良的耐火性能,继承前述普通陶瓷硅胶带所有优点外,还有效解决了前面所述的普通陶瓷硅胶带所存在的不足之处。
6.本发明的另一目的在于提供一种线缆用自粘性绝缘陶瓷硅胶带的制备方法,该制备方法成熟,生产成本低,可大规模生产,可满足客户对产品安全性的期望与需求。
7.本发明的再一目的在于提供一种线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,该緾绕方法操作简单,控制方便,由于采用陶瓷硅胶带的绝缘性提高,从而可以使用更薄的自粘性绝缘陶瓷硅胶带,从而减轻了重量,由于自粘性绝缘陶瓷硅胶带中的未硫化陶瓷硅胶具有自粘性,在缠绕的过程中要也不需要加扎带加以固定,在加温后未硫化陶瓷硅胶会形成一个套状保护层,从而外部的保护套也可以相应减薄,从而节省了材料重量及成本。
8.本发明的目的通过下述技术方案实现:一种线缆用自粘性绝缘陶瓷硅胶带,包括玻璃纤维布层、设置在玻璃纤维布层上表面的硫化陶瓷硅胶层、设置在硫化陶瓷硅胶层上表面的未硫化陶瓷硅胶层,以及设置在未硫化陶瓷硅胶层上表面的离形膜层,所述硫化陶瓷硅胶层采用硫化陶瓷硅胶涂敷而成,所述未硫化陶瓷硅胶层采用未硫化陶瓷硅胶涂敷而成;所述玻璃纤维布层采用1078扁平玻璃纤维布,克重为48g/m2;所述离形膜层为pe膜、pp膜、pet膜、opp膜或离形纸。
9.本发明中的陶瓷硅胶带具有优良的耐火性能,通过设置硫化陶瓷硅胶层和未硫化陶瓷硅胶层能很好的解决普通陶瓷硅胶带由于不具备粘合硫化作用,缠绕面无法做到完全密封效果的问题,在相同厚度下的产品,本发明陶瓷硅胶带经缠绕后测试比普通陶瓷硅胶带绝缘效果提升50%以上,同时被缠绕导电线缆的耐潮性、耐酸碱性和耐老化性提高了50-80%,另外还可解决普通陶瓷硅胶带由于不具备粘合硫化作用,缠绕面无法粘结,缠绕层在受外力作用时会产生位移和堆叠,里面的导电线就会暴露出来,从而产生漏电风险的问题,而本发明则很好的解决了这个问题,特别是对于具有运动的部件,使用本发明产品后安全性能提高50%以上(比如电动汽车上的导电铜板);普通陶瓷硅胶带由于硅胶面玻璃纤维布面磨擦系数很小,当要多层缠绕时会产生相对滑动,缠绕出的效果并不理想,在缠绕的过程中要加扎带加以固定,外部必须再缠绕一层很厚的保护层,由于本发明中的陶瓷硅胶带绝缘性提高,从而很好的解决了这个问题,可以使用更薄的陶瓷硅胶带减轻了重量,由于陶瓷硅胶带中的未硫化陶瓷硅胶层采用的未硫化陶瓷硅胶具有自粘性,在缠绕的过程中要也不需要加扎带加以固定,在加温后未硫化陶瓷硅胶会形成一个套状保护层,从而外部的保护套也可以相应减薄,从而节省了材料重量及成本。本技术中陶瓷硅胶带被广泛应用于耐火电线电缆、消防辅助材料、新能源汽车电池安全防护、航空航天等领域,如医院、剧院、商业建筑、地铁、隧道、铁路、机场、车站、大型公共体育、娱乐场所、大型超市、酒店等人口密集场所;电视台、军事设施、核电站和其他对电力和通信设施有严格要求的地区;煤炭、化工、医药、钢铁、冶金、船舶等外部环境恶劣的地区。
10.优选的,所述硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉90-110份、固体硅橡胶70-80份、乙烯基硅油6-10份、第一色粉1-5份、第一硫化剂0.6-2.4份;固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特精细粉体公司生产的复合陶瓷化粉。
11.优选的,所述硫化陶瓷硅胶通过如下步骤制得:
12.s1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第一色粉分成三等份,
分三次加入硅橡胶专用捏合机捏合,升温125-135℃捏合40-50min,捏合完后抽真空8-12min,出锅再在开炼机返炼15-25min,过滤,冷却备用;
13.s2、生产前将第一硫化剂加入步骤s1中得到混合物中混炼充分,得到添加了硫化剂的硫化陶瓷硅橡胶。
14.本发明中的硫化陶瓷硅胶采用上述原料和制备方法制得,而利用上述原料制得的硫化陶瓷硅胶既能够有效的起到防水粘接的作用,又能够有效的起到防火隔热的作用,不仅可以辅助提高陶瓷硅胶带本体的防水粘接性能、高韧性和防火隔热性能,而且还能提高陶瓷硅胶带本体的耐磨性、防腐蚀性和防水性。其中,采用的复合陶瓷化粉具有极强的疏水性,高分散性能提高硫化陶瓷硅胶成品的伸长率,同时保持原位拉伸强度和陶瓷化效果,燃烧后形成竖硬瓷体,瓷体强度高、不开裂;而采用的甲基乙烯基硅橡胶中乙烯基含量为0.2-0.3%(摩尔分数),少量不饱和乙烯基的引入使其耐热老化性和高温抗压缩变形有很大改进,甲基乙烯基硅橡胶的含量对硫化作用和硫化陶瓷硅胶耐热性有很大影响;而乙烯基硅油中乙烯基含量为0.1%~3%过低会影响硅橡胶的强度,乙烯基含量过高会降低硅橡胶的拉断伸长率,这样既能保证硫化陶瓷硅胶具有较高的强度,又能保证硫化陶瓷硅胶具有较高的拉断伸长率。
15.优选的,所述第一硫化剂为双组份铂金硫化剂mc-98ab,所述双组份铂金硫化剂mc-98ab采用东莞市迈腾橡塑材料有限公司生产的,每份所述双组份铂金硫化剂mc-98ab中铂金硫化剂mc-98a占0.3-0.7%,铂金硫化剂mc-98b占1.3-1.7%。
16.优选的,所述未硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉113份、固体硅橡胶70-80份、乙烯基硅油6-10份、第二色粉1-5份和第二硫化剂0.01-0.03份;所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特精细粉体公司生产的复合陶瓷化粉。
17.优选的,所述第二硫化剂采用深圳市科骏驰科技有限公司生产的单组份铂金硫化剂pt2500d。
18.优选的,所述未硫化陶瓷硅胶通过如下步骤制得:
19.e1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第二色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温120-140℃捏合40-50min,捏合完后抽真空8-12min,出锅再在开炼机返炼16-24min,过滤,冷却备用;
20.e2、生产前将第二硫化剂加入步骤e1中得到混合物中混炼充分,得到添加了硫化剂的未硫化陶瓷硅胶。
21.本发明中的未硫化陶瓷硅胶采用上述原料和制备方法制得,而利用上述原料制得的未硫化陶瓷硅胶层已加单组份铂金硫化剂pt2500d,在30℃以下可保证180天内不硫化,在80-180℃以上会快速硫化,变硬,最终达到将玻璃纤维布层完全密封粘合的状态。
22.本发明还提了一种线缆用自粘性绝缘陶瓷硅胶带的制备方法,通过如下步骤制得:
23.1)选取玻璃纤维布,将玻璃纤维布两面电晕处理,用硅烷偶联剂kh560浸泡偶联处理,再置于125-135℃的烤箱中烘烤1.8-2.2min,烤干收卷备用;
24.2)通过压延机在玻璃纤维布上压延硫化陶瓷硅橡胶,之后将玻璃纤维布放入遂道烤箱进行烘烤,烘烤温度控制在120-200℃由低到高设定,皮带速度5m/min,固化时间为
2.5-3.5min,形成硫化陶瓷硅橡胶层,待玻璃纤维布层和硫化陶瓷硅橡胶层完全粘合硫化后收卷,备用;
25.3)通过压延机在步骤2)中得到的硫化陶瓷硅橡胶层上表面再压延一层未硫化陶瓷硅胶层,再在未硫化陶瓷硅胶层的上表面附上一层离形膜,用纸管或塑胶管芯收卷,得到线缆用自粘性绝缘陶瓷硅胶带,备用;
26.4)将步骤3)中收卷后的胶带通过切台分切成不同宽度的产品,封装即可。
27.本发明中线缆用自粘性绝缘陶瓷硅胶带通过采用上述方法制得,而利用上述方法制得线缆用自粘性绝缘陶瓷硅胶带具有优良的耐火性能,继承前述普通陶瓷硅胶带所有优点外,还有效解决了前面所述的普通陶瓷硅胶带所存在的不足之处,而其制备方法成熟,生产成本低,可大规模生产,可满足客户对产品安全性的期望与需求。
28.本发明还提供了一种线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,包括如下步骤:
29.①
先将分切好的陶瓷硅胶带的离形膜分离,备用;
30.②
在线缆上緾绕步骤
①
去除离形膜的陶瓷硅胶带,使未硫化陶瓷硅胶层与线缆贴合,玻璃纤维层在外,缠绕时采用左方向缠绕或右方向缠绕,并控制后一个缠绕压着前一个缠绕3-5mm宽度,直到达到所需长度为止,当缠绕完成后用热风机190-210℃在缠绕终端处吹0.8-1.2min,备用;
31.③
根据缠绕不同线缆的需求多次重复步骤
②
,即可。
32.本发明中线缆用自粘性绝缘陶瓷硅胶带采用上述缠绕方法,
33.步骤
②
中由于玻璃纤维布层已经过硅烷偶联剂kh560处理,未硫化陶瓷硅胶层在加热时会和玻璃纤维布层硫化并完全粘结在一起。未硫化陶瓷硅胶层和玻璃纤维布层缠绕在一起时,由于受缠绕时的拉伸外力作用,未硫化陶瓷硅胶层(胶泥状)会挤压进玻璃纤维布的孔隙中,当把缠绕件放进烤箱180℃烘烤3min后,未硫化陶瓷硅胶层会和玻璃纤维布上的硅烷偶联层完全产生化学粘合,从而达到完全密封绝缘状态;如果遇着较长的电线电缆,在缠绕好后,可以用加热箱加热,或一边缠绕一边加热也可;对于野外作业,可以用热风枪加热,在自然环境下,高于35℃就会自交联,会慢慢硫化,40℃以上一个月内就会达到90%的硫化硬度,而且温度越高硫化越快,最终都会达到完全密封粘结状态;如果先在导电线缆上先涂刷hk560偶联剂并风干,则缠绕上去的未硫化陶瓷硅胶层会和线缆完全粘结,有效防止外力作用时陶瓷硅胶带产生位移,达到或接近陶瓷硅胶层和线缆共同剂出一体成型的效果,从而提高了线缆的绝缘密封性和耐刮擦性。步骤
③
中当缠绕一层达不到想要的绝缘效果时,还可以反复緾绕第二层,第三层,每一层都会完全粘结在一起,密封绝缘效果和耐磨擦效果会成倍增加,对于汽车及一些运动部件上的导电线缆的漏电安全保护系数也会成倍增加。
34.本发明的有益效果在于:本发明的陶瓷硅胶带具有优良的耐火性能,继承前述普通陶瓷硅胶带所有优点外,还有效解决了前面所述的普通陶瓷硅胶带所存在的不足之处。
35.本发明一种线缆用自粘性绝缘陶瓷硅胶带的制备成熟,生产成本低,可大规模生产,可满足客户对产品安全性的期望与需求。线缆用自粘性绝缘陶瓷硅胶带的緾绕方法操作简单,控制方便,由于采用陶瓷硅胶带的绝缘性提高,从而可以使用更薄的自粘性绝缘陶瓷硅胶带,从而减轻了重量,由于自粘性绝缘陶瓷硅胶带中的未硫化陶瓷硅胶具有自粘性,在缠绕的过程中要也不需要加扎带加以固定,在加温后未硫化陶瓷硅胶会形成一个套状保
护层,从而外部的保护套也可以相应减薄,从而节省了材料重量及成本。
具体实施方式
36.实施例1
37.一种线缆用自粘性绝缘陶瓷硅胶带,包括玻璃纤维布层、设置在玻璃纤维布层上表面的硫化陶瓷硅胶层、设置在硫化陶瓷硅胶层上表面的未硫化陶瓷硅胶层,以及设置在未硫化陶瓷硅胶层上表面的离形膜层,所述硫化陶瓷硅胶层采用硫化陶瓷硅胶涂敷而成,所述未硫化陶瓷硅胶层采用未硫化陶瓷硅胶涂敷而成;所述玻璃纤维布层采用1078扁平玻璃纤维布,克重为48g/m2。
38.所述离形膜层为pe膜。
39.所述硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉90份、固体硅橡胶70份、乙烯基硅油6份、第一色粉1份、第一硫化剂0.6份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
40.所述硫化陶瓷硅胶通过如下步骤制得:
41.s1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第一色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温125℃捏合40min,捏合完后抽真空8min,出锅再在开炼机返炼15min,过滤,冷却备用;
42.s2、生产前将第一硫化剂加入步骤s1中得到混合物中混炼充分,得到添加了硫化剂的硫化陶瓷硅橡胶。
43.所述第一硫化剂为双组份铂金硫化剂mc-98ab,所述双组份铂金硫化剂mc-98ab采用东莞市迈腾橡塑材料有限公司生产的,每份所述双组份铂金硫化剂mc-98ab中铂金硫化剂mc-98a占0.3%,铂金硫化剂mc-98b占1.3%。
44.所述未硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉93份、固体硅橡胶70份、乙烯基硅油6份、第二色粉1份和第二硫化剂0.01份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
45.所述未硫化陶瓷硅胶通过如下步骤制得:
46.e1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第二色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温120℃捏合40min,捏合完后抽真空8min,出锅再在开炼机返炼16min,过滤,冷却备用;
47.e2、生产前将第二硫化剂加入步骤e1中得到混合物中混炼充分,得到添加了硫化剂的未硫化陶瓷硅胶。
48.所述第二硫化剂采用深圳市科骏驰科技有限公司生产的单组份铂金硫化剂pt2500d。
49.所述线缆用自粘性绝缘陶瓷硅胶带的制备方法,通过如下步骤制得:
50.1)选取玻璃纤维布,将玻璃纤维布两面电晕处理,用硅烷偶联剂kh560浸泡偶联处理,再置于125℃的烤箱中烘烤1.8min,烤干收卷备用;
51.2)通过压延机在玻璃纤维布上压延硫化陶瓷硅橡胶,之后将玻璃纤维布放入遂道
烤箱进行烘烤,烘烤温度控制在120℃由低到高设定,皮带速度5m/min,固化时间为2.5min,形成硫化陶瓷硅橡胶层,待玻璃纤维布层和硫化陶瓷硅橡胶层完全粘合硫化后收卷,备用;
52.3)通过压延机在步骤2)中得到的硫化陶瓷硅橡胶层上表面再压延一层未硫化陶瓷硅胶层,再在未硫化陶瓷硅胶层的上表面附上一层离形膜,用纸管或塑胶管芯收卷,得到线缆用自粘性绝缘陶瓷硅胶带,备用;
53.4)将步骤3)中收卷后的胶带通过切台分切成不同宽度的产品,封装即可。
54.所述线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,包括如下步骤:
55.①
先将分切好的陶瓷硅胶带的离形膜分离,备用;
56.②
在线缆上緾绕步骤
①
去除离形膜的陶瓷硅胶带,使未硫化陶瓷硅胶层与线缆贴合,玻璃纤维层在外,缠绕时采用左方向缠绕或右方向缠绕,并控制后一个缠绕压着前一个缠绕3mm宽度,直到达到所需长度为止,当缠绕完成后用热风机190℃在缠绕终端处吹0.8min,备用;
57.③
根据缠绕不同线缆的需求多次重复步骤
②
,即可。
58.实施例2
59.一种线缆用自粘性绝缘陶瓷硅胶带,包括玻璃纤维布层、设置在玻璃纤维布层上表面的硫化陶瓷硅胶层、设置在硫化陶瓷硅胶层上表面的未硫化陶瓷硅胶层,以及设置在未硫化陶瓷硅胶层上表面的离形膜层,所述硫化陶瓷硅胶层采用硫化陶瓷硅胶涂敷而成,所述未硫化陶瓷硅胶层采用未硫化陶瓷硅胶涂敷而成;所述玻璃纤维布层采用1078扁平玻璃纤维布,克重为48g/m2。所述离形膜层为pp膜。
60.所述硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉95份、固体硅橡胶73份、乙烯基硅油7份、第一色粉2份、第一硫化剂1.0份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
61.所述硫化陶瓷硅胶通过如下步骤制得:
62.s1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第一色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温128℃捏合43min,捏合完后抽真空9min,出锅再在开炼机返炼18min,过滤,冷却备用;
63.s2、生产前将第一硫化剂加入步骤s1中得到混合物中混炼充分,得到添加了硫化剂的硫化陶瓷硅橡胶。
64.所述第一硫化剂为双组份铂金硫化剂mc-98ab,所述双组份铂金硫化剂mc-98ab采用东莞市迈腾橡塑材料有限公司生产的,每份所述双组份铂金硫化剂mc-98ab中铂金硫化剂mc-98a占0.4%,铂金硫化剂mc-98b占1.4%。
65.所述未硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉98份、固体硅橡胶73份、乙烯基硅油7份、第二色粉2份和第二硫化剂0.015份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
66.所述未硫化陶瓷硅胶通过如下步骤制得:
67.e1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第二色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温125℃捏合43min,捏合完后抽真空9min,出锅再在
开炼机返炼18min,过滤,冷却备用;
68.e2、生产前将第二硫化剂加入步骤e1中得到混合物中混炼充分,得到添加了硫化剂的未硫化陶瓷硅胶。
69.所述第二硫化剂采用深圳市科骏驰科技有限公司生产的单组份铂金硫化剂pt2500d。
70.所述线缆用自粘性绝缘陶瓷硅胶带的制备方法,通过如下步骤制得:
71.1)选取玻璃纤维布,将玻璃纤维布两面电晕处理,用硅烷偶联剂kh560浸泡偶联处理,再置于128℃的烤箱中烘烤1.9min,烤干收卷备用;
72.2)通过压延机在玻璃纤维布上压延硫化陶瓷硅橡胶,之后将玻璃纤维布放入遂道烤箱进行烘烤,烘烤温度控制在140℃由低到高设定,皮带速度5m/min,固化时间为2.8min,形成硫化陶瓷硅橡胶层,待玻璃纤维布层和硫化陶瓷硅橡胶层完全粘合硫化后收卷,备用;
73.3)通过压延机在步骤2)中得到的硫化陶瓷硅橡胶层上表面再压延一层未硫化陶瓷硅胶层,再在未硫化陶瓷硅胶层的上表面附上一层离形膜,用纸管或塑胶管芯收卷,得到线缆用自粘性绝缘陶瓷硅胶带,备用;
74.4)将步骤3)中收卷后的胶带通过切台分切成不同宽度的产品,封装即可。
75.所述线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,包括如下步骤:
76.①
先将分切好的陶瓷硅胶带的离形膜分离,备用;
77.②
在线缆上緾绕步骤
①
去除离形膜的陶瓷硅胶带,使未硫化陶瓷硅胶层与线缆贴合,玻璃纤维层在外,缠绕时采用左方向缠绕或右方向缠绕,并控制后一个缠绕压着前一个缠绕3.5mm宽度,直到达到所需长度为止,当缠绕完成后用热风机195℃在缠绕终端处吹0.9min,备用;
78.③
根据缠绕不同线缆的需求多次重复步骤
②
,即可。
79.实施例3
80.一种线缆用自粘性绝缘陶瓷硅胶带,包括玻璃纤维布层、设置在玻璃纤维布层上表面的硫化陶瓷硅胶层、设置在硫化陶瓷硅胶层上表面的未硫化陶瓷硅胶层,以及设置在未硫化陶瓷硅胶层上表面的离形膜层,所述硫化陶瓷硅胶层采用硫化陶瓷硅胶涂敷而成,所述未硫化陶瓷硅胶层采用未硫化陶瓷硅胶涂敷而成;所述玻璃纤维布层采用1078扁平玻璃纤维布,克重为48g/m2。所述离形膜层为pet膜。
81.所述硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉100份、固体硅橡胶75份、乙烯基硅油8份、第一色粉3份、第一硫化剂1.5份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
82.所述硫化陶瓷硅胶通过如下步骤制得:
83.s1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第一色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温130℃捏合45min,捏合完后抽真空10min,出锅再在开炼机返炼20min,过滤,冷却备用;
84.s2、生产前将第一硫化剂加入步骤s1中得到混合物中混炼充分,得到添加了硫化剂的硫化陶瓷硅橡胶。
85.所述第一硫化剂为双组份铂金硫化剂mc-98ab,所述双组份铂金硫化剂mc-98ab采
用东莞市迈腾橡塑材料有限公司生产的,每份所述双组份铂金硫化剂mc-98ab中铂金硫化剂mc-98a占0.5%,铂金硫化剂mc-98b占1.5%。
86.所述未硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉103份、固体硅橡胶75份、乙烯基硅油8份、第二色粉3份和第二硫化剂0.02份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
87.所述未硫化陶瓷硅胶通过如下步骤制得:
88.e1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第二色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温130℃捏合45min,捏合完后抽真空10min,出锅再在开炼机返炼20min,过滤,冷却备用;
89.e2、生产前将第二硫化剂加入步骤e1中得到混合物中混炼充分,得到添加了硫化剂的未硫化陶瓷硅胶。
90.所述第二硫化剂采用深圳市科骏驰科技有限公司生产的单组份铂金硫化剂pt2500d。
91.所述线缆用自粘性绝缘陶瓷硅胶带的制备方法,通过如下步骤制得:
92.1)选取玻璃纤维布,将玻璃纤维布两面电晕处理,用硅烷偶联剂kh560浸泡偶联处理,再置于130℃的烤箱中烘烤2.0min,烤干收卷备用;
93.2)通过压延机在玻璃纤维布上压延硫化陶瓷硅橡胶,之后将玻璃纤维布放入遂道烤箱进行烘烤,烘烤温度控制在160℃由低到高设定,皮带速度5m/min,固化时间为3.0min,形成硫化陶瓷硅橡胶层,待玻璃纤维布层和硫化陶瓷硅橡胶层完全粘合硫化后收卷,备用;
94.3)通过压延机在步骤2)中得到的硫化陶瓷硅橡胶层上表面再压延一层未硫化陶瓷硅胶层,再在未硫化陶瓷硅胶层的上表面附上一层离形膜,用纸管或塑胶管芯收卷,得到线缆用自粘性绝缘陶瓷硅胶带,备用;
95.4)将步骤3)中收卷后的胶带通过切台分切成不同宽度的产品,封装即可。
96.所述线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,包括如下步骤:
97.①
先将分切好的陶瓷硅胶带的离形膜分离,备用;
98.②
在线缆上緾绕步骤
①
去除离形膜的陶瓷硅胶带,使未硫化陶瓷硅胶层与线缆贴合,玻璃纤维层在外,缠绕时采用左方向缠绕或右方向缠绕,并控制后一个缠绕压着前一个缠绕4.0mm宽度,直到达到所需长度为止,当缠绕完成后用热风机200℃在缠绕终端处吹1min,备用;
99.③
根据缠绕不同线缆的需求多次重复步骤
②
,即可。
100.实施例4
101.一种线缆用自粘性绝缘陶瓷硅胶带,包括玻璃纤维布层、设置在玻璃纤维布层上表面的硫化陶瓷硅胶层、设置在硫化陶瓷硅胶层上表面的未硫化陶瓷硅胶层,以及设置在未硫化陶瓷硅胶层上表面的离形膜层,所述硫化陶瓷硅胶层采用硫化陶瓷硅胶涂敷而成,所述未硫化陶瓷硅胶层采用未硫化陶瓷硅胶涂敷而成;所述玻璃纤维布层采用1078扁平玻璃纤维布,克重为48g/m2。所述离形膜层为opp膜。
102.所述硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉105份、固体硅橡胶78份、乙烯基硅油9份、第一色粉4份、第一硫化剂1.9份;所述固体硅橡胶为甲基乙烯基硅橡
胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
103.所述硫化陶瓷硅胶通过如下步骤制得:
104.s1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第一色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温133℃捏合48min,捏合完后抽真空11min,出锅再在开炼机返炼23min,过滤,冷却备用;
105.s2、生产前将第一硫化剂加入步骤s1中得到混合物中混炼充分,得到添加了硫化剂的硫化陶瓷硅橡胶。
106.所述第一硫化剂为双组份铂金硫化剂mc-98ab,所述双组份铂金硫化剂mc-98ab采用东莞市迈腾橡塑材料有限公司生产的,每份所述双组份铂金硫化剂mc-98ab中铂金硫化剂mc-98a占0.6%,铂金硫化剂mc-98b占1.6%。
107.所述未硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉108份、固体硅橡胶78份、乙烯基硅油9份、第二色粉4份和第二硫化剂0.025份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
108.所述未硫化陶瓷硅胶通过如下步骤制得:
109.e1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第二色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温138℃捏合48min,捏合完后抽真空11min,出锅再在开炼机返炼22min,过滤,冷却备用;
110.e2、生产前将第二硫化剂加入步骤e1中得到混合物中混炼充分,得到添加了硫化剂的未硫化陶瓷硅胶。
111.所述第二硫化剂采用深圳市科骏驰科技有限公司生产的单组份铂金硫化剂pt2500d。
112.所述线缆用自粘性绝缘陶瓷硅胶带的制备方法,通过如下步骤制得:
113.1)选取玻璃纤维布,将玻璃纤维布两面电晕处理,用硅烷偶联剂kh560浸泡偶联处理,再置于133℃的烤箱中烘烤2.1min,烤干收卷备用;
114.2)通过压延机在玻璃纤维布上压延硫化陶瓷硅橡胶,之后将玻璃纤维布放入遂道烤箱进行烘烤,烘烤温度控制在180℃由低到高设定,皮带速度5m/min,固化时间为3.3min,形成硫化陶瓷硅橡胶层,待玻璃纤维布层和硫化陶瓷硅橡胶层完全粘合硫化后收卷,备用;
115.3)通过压延机在步骤2)中得到的硫化陶瓷硅橡胶层上表面再压延一层未硫化陶瓷硅胶层,再在未硫化陶瓷硅胶层的上表面附上一层离形膜,用纸管或塑胶管芯收卷,得到线缆用自粘性绝缘陶瓷硅胶带,备用;
116.4)将步骤3)中收卷后的胶带通过切台分切成不同宽度的产品,封装即可。
117.所述线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,包括如下步骤:
118.①
先将分切好的陶瓷硅胶带的离形膜分离,备用;
119.②
在线缆上緾绕步骤
①
去除离形膜的陶瓷硅胶带,使未硫化陶瓷硅胶层与线缆贴合,玻璃纤维层在外,缠绕时采用左方向缠绕或右方向缠绕,并控制后一个缠绕压着前一个缠绕4.5mm宽度,直到达到所需长度为止,当缠绕完成后用热风机205℃在缠绕终端处吹1.1min,备用;
120.③
根据缠绕不同线缆的需求多次重复步骤
②
,即可。
121.实施例5
122.一种线缆用自粘性绝缘陶瓷硅胶带,包括玻璃纤维布层、设置在玻璃纤维布层上表面的硫化陶瓷硅胶层、设置在硫化陶瓷硅胶层上表面的未硫化陶瓷硅胶层,以及设置在未硫化陶瓷硅胶层上表面的离形膜层,所述硫化陶瓷硅胶层采用硫化陶瓷硅胶涂敷而成,所述未硫化陶瓷硅胶层采用未硫化陶瓷硅胶涂敷而成;所述玻璃纤维布层采用1078扁平玻璃纤维布,克重为48g/m2。所述离形膜层为pe膜。
123.所述硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉100份、固体硅橡胶80份、乙烯基硅油10份、第一色粉5份、第一硫化剂2.4份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
124.所述硫化陶瓷硅胶通过如下步骤制得:
125.s1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第一色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温135℃捏合50min,捏合完后抽真空12min,出锅再在开炼机返炼25min,过滤,冷却备用;
126.s2、生产前将第一硫化剂加入步骤s1中得到混合物中混炼充分,得到添加了硫化剂的硫化陶瓷硅橡胶。
127.所述第一硫化剂为双组份铂金硫化剂mc-98ab,所述双组份铂金硫化剂mc-98ab采用东莞市迈腾橡塑材料有限公司生产的,每份所述双组份铂金硫化剂mc-98ab中铂金硫化剂mc-98a占0.7%,铂金硫化剂mc-98b占1.7%。
128.所述未硫化陶瓷硅胶包括如下重量份的原料:复合陶瓷化粉113份、固体硅橡胶80份、乙烯基硅油10份、第二色粉5份和第二硫化剂0.03份;所述固体硅橡胶为甲基乙烯基硅橡胶,所述甲基乙烯基硅橡胶采用正安ga-1053j;所述复合陶瓷化粉采用江西奥特科技有限公司生产的复合陶瓷化粉。
129.所述未硫化陶瓷硅胶通过如下步骤制得:
130.e1、按照重量,将复合陶瓷化粉、固体硅橡胶、乙烯基硅油和第二色粉分成三等份,分三次加入硅橡胶专用捏合机捏合,升温140℃捏合50min,捏合完后抽真空12min,出锅再在开炼机返炼24min,过滤,冷却备用;
131.e2、生产前将第二硫化剂加入步骤e1中得到混合物中混炼充分,得到添加了硫化剂的未硫化陶瓷硅胶。
132.所述第二硫化剂采用深圳市科骏驰科技有限公司生产的单组份铂金硫化剂pt2500d。
133.所述线缆用自粘性绝缘陶瓷硅胶带的制备方法,通过如下步骤制得:
134.1)选取玻璃纤维布,将玻璃纤维布两面电晕处理,用硅烷偶联剂kh560浸泡偶联处理,再置于135℃的烤箱中烘烤2.2min,烤干收卷备用;
135.2)通过压延机在玻璃纤维布上压延硫化陶瓷硅橡胶,之后将玻璃纤维布放入遂道烤箱进行烘烤,烘烤温度控制在200℃由低到高设定,皮带速度5m/min,固化时间为3.5min,形成硫化陶瓷硅橡胶层,待玻璃纤维布层和硫化陶瓷硅橡胶层完全粘合硫化后收卷,备用;
136.3)通过压延机在步骤2)中得到的硫化陶瓷硅橡胶层上表面再压延一层未硫化陶
瓷硅胶层,再在未硫化陶瓷硅胶层的上表面附上一层离形膜,用纸管或塑胶管芯收卷,得到线缆用自粘性绝缘陶瓷硅胶带,备用;
137.4)将步骤3)中收卷后的胶带通过切台分切成不同宽度的产品,封装即可。
138.所述线缆用自粘性绝缘陶瓷硅胶带的緾绕方法,包括如下步骤:
139.①
先将分切好的陶瓷硅胶带的离形膜分离,备用;
140.②
在线缆上緾绕步骤
①
去除离形膜的陶瓷硅胶带,使未硫化陶瓷硅胶层与线缆贴合,玻璃纤维层在外,缠绕时采用左方向缠绕或右方向缠绕,并控制后一个缠绕压着前一个缠绕5mm宽度,直到达到所需长度为止,当缠绕完成后用热风机210℃在缠绕终端处吹1.2min,备用;
141.③
根据缠绕不同线缆的需求多次重复步骤
②
,即可。
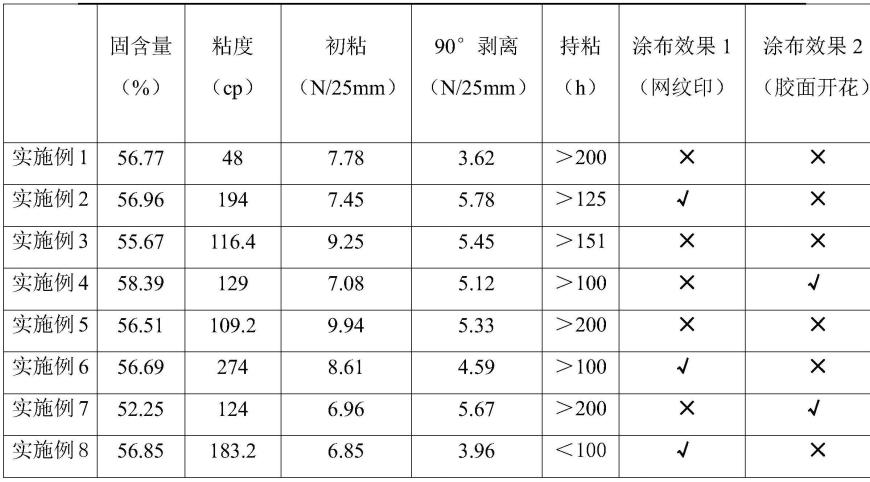
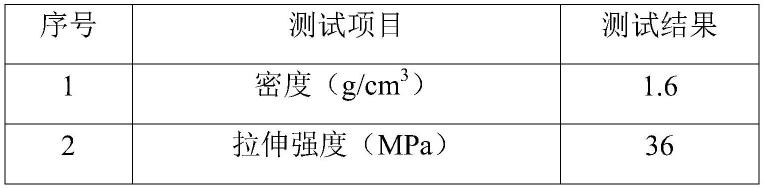
142.对实施例3制得的陶瓷硅胶带进行性能测试,结果如表1所示:
143.1)密度按照gb/t 533-2008进行测试,浸渍液:去离子水浸渍液温度:23
±
2℃;
144.2)拉伸强度按照gb/t 528-2009进行测试,测试速度:500mm/min;
145.3)撕裂强度按照gb/t 529-2008进行测试,测试速度:500mm/min;
146.4)垂直燃烧按照ul 94-2018进行测试,单次施焰时间:3s火焰高度:20mm;
147.5)吸水率按照gb/t 1462-2005进行测试,干燥条件:50℃,24h,干燥器冷却至室温测试条件:去离子水,23℃,24h;
148.6)极限氧指数按照gb/t 2406.2-2009进行测试;
149.7)体积电阻率按照gb/t 1692-2008进行测试;
150.8)击穿强度按照gb/t 1695-2005进行测试;
151.9)烟气毒性按照gb/t20285-2006进行测试;
152.10)燃烧灰分按照gb/t 9345.1-2008进行测试,测试条件:(600
±
25)℃;
153.11)绝缘电阻(800℃绝缘电阻(测试电压500vdc))按照gb/t 10581进行测试,实验室环境条件:(25
±
2)℃,(50
±
5)%rh;
154.12)防火测试条件为950℃火焰灼烧10分钟(测试电压5000vdc),击穿电压大于dc5000v,实验室环境条件:(25
±
2)℃,(50
±
5)%rh;
155.13)剥离力测试按照粘胶强度进行测试;
156.表1
157.[0158][0159]
由上表可知,本发明中制得的陶瓷硅胶带的各性能优越,陶瓷硅胶带的拉伸强度、撕裂强度和耐火性能显著提升,使制得的陶瓷硅胶带具有很好力学性能好和耐火性能,使用寿命长。
[0160]
上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。