1.本发明涉及电路领域,尤其涉及一种高低压复合电火花电解可控脉冲电源。
背景技术:
2.电火花加工是一种利用两极间脉冲放电产生的瞬时高温对工件材料进行熔化或气化蚀除的非接触加工方法。;电火花加工因其独特的加工特性,已广泛应用于航空航天、核能、机械电子等领域,在加工难切削材料、复杂形状零件和有特殊要求的零件时发挥着极为重要的作用;然而,电火花加工表面通常附着有重铸层;该重铸层含有微裂纹、微气孔等结构缺陷,并具有较大的残余应力,对零件的性能、可靠性和寿命产生了严重的不良影响;电解加工同样是一种非接触的特种加工方法,其利用金属阳极的电化学溶解作用去除工件材料;由于工件材料是以离子的形式被溶解去除,无高热产生,因此电解加工表面不存在重铸层及与之相关的微裂纹、微气孔、残余应力等热损伤缺陷,其表面光整,无毛刺,表面质量好;然而,与电火花加工相比,电解加工的定域性差,导致其加工精度不高。
3.电火花加工和电解加工因其加工原理的差异对电源系统提出了不同的要求;电火花加工需维持稳定的放电击穿,因此其通常采用较高幅值的空载电压;而电解加工仅需维持两极之间稳定的电流流动,同时为了防止放电击穿现象的发生,因此电解加工通常采用较低幅值的空载电压。
4.电火花电解复合加工将电火花加工与电解加工有机复合在一起,以结合两种电加工形式的优点;然而,传统的电火花电解复合加工通常采用单一幅值电压的电源系统;由于不同幅值的电压适用于不同的电加工形式,因此单一幅值电压的电源系统难以充分发挥两种电加工形式的优势,也难以实现电火花加工与电解加工的有效可控调节。
5.鉴于以上问题,本发明拟开发一种高低压复合电火花电解可控脉冲电源。
技术实现要素:
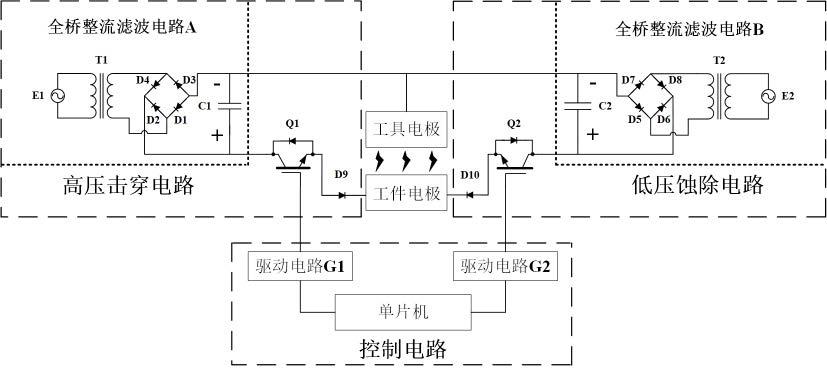
6.本发明提出一种高低压复合电火花电解可控脉冲电源,该电源包括:高压击穿电路、低压蚀除电路和控制电路;其中所述高压击穿电路包含全桥整流滤波电路a、绝缘栅双极型晶体管q1以及二极管d9;所述高压击穿电路输出端的正极与工件电极连接;所述高压击穿电路输出端的负极与工具电极连接;所述低压蚀除电路包含全桥整流滤波电路b、绝缘栅双极型晶体管q2以及二极管d10;所述低压蚀除电路输出端的正极与工件电极连接;所述低压蚀除电路输出端的负极与工具电极连接;所述控制电路包括单片机、驱动电路g1以及驱动电路g2;所述单片机输出脉冲控制信号,经驱动电路g1、驱动电路g2,转换、放大后,分别驱动绝缘栅双极型晶体管q1、绝缘栅双极型晶体管q2的栅极;进一步地,所述高压击穿电路用以提供高幅值的脉冲电压,其幅值大小为60~
300v,脉冲宽度为1~500μs,脉冲间隔为1~500μs;进一步地,所述低压蚀除电路用以提供低幅值的脉冲电压,其幅值大小为1~60v,脉冲宽度为1~500μs,脉冲间隔为1~500μs;进一步地,所述高低压复合电火花电解可控脉冲电源,高幅值脉冲电压用以击穿工作介质、打开放电通道、触发电火花加工;低幅值脉冲电压用以输入放电能量或用于实现电解加工;进一步地,所述高低压复合电火花电解可控脉冲电源,利用高幅值脉冲电压与低幅值脉冲电压匹配形成的高低压复合脉冲实现电火花加工,利用低幅值的脉冲电压实现电解加工,将电火花加工与电解加工复合在一起;进一步地,所述高低压复合电火花电解可控脉冲电源,通过改变高幅值脉冲电压及低幅值脉冲电压的幅值大小、高幅值脉冲电压与低幅值脉冲电压的匹配比例,实现电火花加工与电解加工强度的可控调节。
7.借由上述方案,本发明的有益效果在于:1. 本发明提出的高低压复合电火花电解可控脉冲电源,利用高幅值脉冲电压与低幅值脉冲电压匹配形成的高低压复合脉冲实现电火花加工,利用低幅值的脉冲电压实现电解加工,将电火花加工与电解加工有机复合在一起;通过改变高幅值脉冲电压及低幅值脉冲电压的幅值大小、高幅值脉冲电压与低幅值脉冲电压的匹配比例,完成电火花加工与电解加工强度的可控调节,最终可实现高精度、高表面质量的加工;2. 本发明提出的高低压复合电火花电解可控脉冲电源,利用高幅值脉冲电压击穿工作介质、打开放电通道、触发电火花加工;利用低幅值脉冲电压输入放电能量或用于实现电解加工;因此,所提出的高低压复合电火花电解可控脉冲电源具有击穿效率高、能量利用率高等优点;3. 本发明提出的高低压复合电火花电解可控脉冲电源,各个支路协同工作,互不干扰,具有优良的电磁兼容性。
附图说明
8.为了更清楚地说明本发明的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;图1为本发明实施例部分提供的一种高低压复合电火花电解可控脉冲电源加工的整体示意图;图2为本发明实施例部分提供的一种高低压复合电火花电解可控脉冲电源开关管逻辑时序图;图3为本发明实施例部分提供的一种高低压复合电火花电解可控脉冲电源的电压波形图;图4为本发明实施例部分提供的一种高低压复合电火花电解可控脉冲电源加工时的电压电流波形图。
具体实施方式
9.结合附图和实施例,对本发明提供的高低压复合电火花电解可控脉冲电源的具体实施方式进行进一步的阐述;以下实施例用于说明本发明,但不用来限制本发明的范围;如图1所示,所述高低压复合电火花电解可控脉冲电源的输出端的正极与工件电极连接,输出端的负极与工具电极相连;工作时,加工间隙中充满工作介质,工具电极和工件电极固定在加工机床上,工具电极向工件电极做进给运动。
10.本实施例所述高低压复合电火花电解可控脉冲电源包含高压击穿电路、低压蚀除电路和控制电路;所述高压击穿电路包含全桥整流滤波电路a、绝缘栅双极型晶体管q1以及二极管d9;可调交流电源e1为高压击穿电路提供高幅值电能,全桥整流滤波电路a输出端的正极与工件电极相连,全桥整流滤波电路a输出端的负极与工具电极相连;全桥整流滤波电路a包括可调交流电源e1、磁芯隔离变压器t1、二极管d1~d4、滤波电容c1。所述二极管d1的负端、二极管d3的负端分别与二极管d2的正端、二极管d4的正端相连,并且与磁芯隔离变压器t1的输出端相连,同时,二极管d1的正端和二极管d3的正端连接,二极管d2的负端和二极管d4的负端连接,滤波电容c1负极连接到二极管d1的正端、二极管d3的正端,滤波电容c1正极连接到二极管d2的负端、二极管d4的负端;全桥整流滤波电路a输出端的正极第一端与绝缘栅双极型晶体管q1的集电极连接,二极管d9的正端与绝缘栅双极型晶体管q1的发射极连接,二极管d9的负端与工件电极连接。绝缘栅双极型晶体管q1的栅极与驱动电路g1的输出端连接,输入pwm驱动信号。
11.所述低压蚀除电路包含全桥整流滤波电路b、绝缘栅双极型晶体管q2以及二极管d10;可调交流电源e2为低压蚀除电路提供低幅值电能,全桥整流滤波电路b输出端的正极与工件电极相连,全桥整流滤波电路b输出端的负极与工具电极相连;全桥整流滤波电路b包括可调交流电源e2、磁芯隔离变压器t2、二极管d5~d8、滤波电容c2。所述二极管d5的负端、二极管d7的负端分别与二极管d6的正端、二极管d8的正端相连,并且与磁芯隔离变压器t2的输出端相连,同时,二极管d5的正端和二极管d7的正端连接,二极管d6的负端和二极管d8的负端连接,滤波电容c2负极连接到二极管d5的正端、二极管d7的正端,滤波电容c2正极连接到二极管d6的负端、二极管d8的负端;全桥整流滤波电路b输出端的正极第一端与绝缘栅双极型晶体管q2的集电极连接,二极管d10的正端与绝缘栅双极型晶体管q2的发射极连接,二极管d10的负端与工件电极连接。绝缘栅双极型晶体管q2的栅极与驱动电路g2的输出端连接,输入pwm驱动信号。
12.所述控制电路包括单片机、驱动电路g1、驱动电路g2;驱动电路g1的驱动端与单片机的信号输出端连接,启动特定型号的驱动芯片,光耦输出pwm高压击穿电路所需的驱动信号,驱动绝缘栅双极型晶体管q1进行快速开启关闭;驱动电路g2的驱动端与单片机的信号输出端连接,启动特定型号的驱动芯片,光耦输出pwm低压蚀除电路所需的驱动信号,驱动绝缘栅双极型晶体管q2进行快速开启关闭。
13.另外,本发明还提供一种基于上述的高低压复合电火花电解可控脉冲电源的工作方法,结合图2~图4所示内容,包括:
[t0~t1]时刻:q1和q2关闭,高压击穿电路关闭,低压蚀除电路关闭,此时高低压复合电源的输出电压为零;[t1~t2]时刻:q1导通,q2关闭,高压击穿电路导通,低压蚀除电路关闭,此时高低压复合电源的输出电压为高幅值电压;[t2~t3]时刻:q2导通,q1关闭,低压蚀除电路导通,高压击穿电路关闭,此时高低压复合电源的输出电压为低幅值电压;[t3~t4]时刻:q1和q2关闭,高压击穿电路关闭,低压蚀除电路关闭,此时高低压复合电源的输出电压为零;[t4~t5]时刻:q2导通,q1关闭,低压蚀除电路导通,高压击穿电路关闭,此时高低压复合电源的输出电压为低幅值电压;[t5~t6]时刻:q1和q2关闭,高压击穿电路关闭,低压蚀除电路关闭,此时高低压复合电源的输出电压为零;本实施例中,包含一个完整的高低幅值复合脉冲电压、一个未复合的低幅值脉冲电压;[t1~t3]时刻,电源的输出电压即为高低幅值复合脉冲电压。此时,高幅值脉冲电压用以击穿工作介质、打开放电通道、触发电火花加工,低幅值脉冲电压用以输入放电能量。高低压复合脉冲用以实现电火花加工;[t4~t5]时刻,电源的输出电压即为未复合的低幅值脉冲电压。此时,低幅值的脉冲电压无法击穿加工间隙,仅可实现电解加工;基于上述的高低压复合电火花电解可控脉冲电源的工作方法,当每一个低幅值脉冲电压均匹配有高幅值脉冲电压时,此时的匹配比例为1,电源的输出电压均为高低幅值复合脉冲电压,此时两极间的电加工形式为电火花加工;当每一个低幅值脉冲电压均未匹配有高幅值脉冲电压时,此时的匹配比例为0,电源的输出电压均为低幅值脉冲电压,此时两极间的电加工形式为电解加工;当仅有一部分低幅值脉冲电压匹配有高幅值脉冲电压时,此时的匹配比例为0~1,电源的输出电压既有高低幅值复合脉冲电压,又有低幅值脉冲电压,此时两极间的电加工形式既有电火花加工,又有电解加工,即为电火花电解复合加工。通过改变高幅值脉冲电压及低幅值脉冲电压的幅值大小、高幅值脉冲电压与低幅值脉冲电压的匹配比例,即可实现电火花加工与电解加工强度的可控调节。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。