1.本技术涉及高分子材料领域,更具体地说,它涉及一种推力杆用聚氨酯及其制备方法。
背景技术:
2.聚氨酯是一种高分子化合物,其具有较好的稳定性、耐化学性、回弹性和力学性能,广泛应用于各种领域,例如汽车推力杆,杆头与双桥连接处受力后所产生的形变集中在聚氨酯弹性体上,利用聚氨酯弹性体较好的弹性,可以使杆头与双桥连接处在三维坐标内,具有较大的活动自由度,从而延长推力杆的使用寿命。
3.但是随着推力杆的长期磨损和摩擦,容易使得推力杆表面产生划痕和摩擦挫伤,划痕和挫伤位置处更容易附着外界环境中的灰尘,并且划痕和挫伤位置处的强度较差,容易影响推力杆上聚氨酯的使用寿命。
4.因此,急需制备一种应用在推力杆上的聚氨酯,使其表面不易产生划痕或挫伤,并且即使产生划痕或挫伤,也不易影响聚氨酯的机械强度,从而延长推力杆上聚氨酯的使用寿命。
技术实现要素:
5.为了制备一种应用在推力杆上的聚氨酯,使其表面不易产生划痕或挫伤,并且即使产生划痕或挫伤,也不易影响聚氨酯的机械强度,从而延长推力杆上聚氨酯的使用寿命,本技术提供一种推力杆用聚氨酯及其制备方法。
6.第一方面,本技术提供一种推力杆用聚氨酯,采用如下的技术方案:一种推力杆用聚氨酯,所述聚氨酯包含以下重量份的原料制成:聚合物多元醇55-82份、二异氰酸酯24-45份、扩链剂6.8-12.8份、外加剂0.1-0.4份、负载活性炭1-3.5份、增强纤维0.5-1.6份;负载活性炭由活性炭吸附乙酸后包膜,最后表面负载壳聚糖制得。
7.通过采用上述技术方案,聚合物多元醇、二异氰酸酯、扩链剂相配合,形成较为致密的网络结构,配合负载活性炭、增强纤维,利用其较好的机械强度,能够提高聚氨酯的强度,从而使聚氨酯表面不易产生划痕或挫伤。
8.即使当推力杆不断受到挤压、摩擦,使聚氨酯表面产生划痕或挫伤后,利用活性炭、乙酸、包膜、壳聚糖相配合,负载活性炭表面的包膜结构容易逐渐被破坏,活性炭内吸附的乙酸逐渐被释放,逐渐释放的乙酸与壳聚糖接触,使得壳聚糖逐渐溶解形成壳聚糖溶液,利用壳聚糖溶液较好的粘结效果配合壳聚糖中的氨基、羟基,进一步提高壳聚糖与聚氨酯交联网络的粘结效果,通过在聚氨酯表面形成粘结修复结构,使聚氨酯仍具有较好的机械强度,从而延长推力杆上聚氨酯的使用寿命。
9.优选的,所述负载活性炭采用如下方法制备而成:ⅰ称取活性炭置于乙酸中,经吸附处理,然后取出活性炭,在活性炭表面均匀喷涂
环氧树脂液,活性炭与环氧树脂液的质量比为1:0.1-0.3,环氧树脂液干燥固化成环氧树脂膜,制得吸附料;ⅱ在吸附料表面均匀喷涂海藻酸钠溶液,吸附料与海藻酸钠溶液重量比为1:0.02-0.05,然后均匀喷涂壳聚糖,吸附料与壳聚糖重量比为1:0.1-0.4,干燥后,制得成品。
10.通过采用上述技术方案,活性炭、乙酸、环氧树脂液、海藻酸钠溶液、壳聚糖相配合,利用环氧树脂中环氧基配合海藻酸钠中羧基,能够提高负载活性炭与聚合物多元醇、二异氰酸酯的相容度,使得负载活性炭较为稳定的粘附在聚氨酯交联网络中,从而提高聚氨酯的结构密度,使得聚氨酯具有较好的机械性能,从而使聚氨酯表面不易产生划痕或挫伤,延长聚氨酯的使用寿命。
11.当推力杆上聚氨酯不断受到挤压、摩擦后,聚氨酯内部的负载活性炭表面的海藻酸钠膜、环氧树脂膜逐渐开裂、破碎,使得活性炭孔隙内部的乙酸逐渐释放,利用乙酸中羧基与壳聚糖中氨基、羟基的引力作用,配合环氧树脂膜、海藻酸钠膜的引流作用,使得乙酸能够快速与壳聚糖相接触,随着壳聚糖溶解,利用壳聚糖溶液较好的粘性填充聚氨酯内部的微裂缝结构,并且能够进一步提高负载活性炭与聚氨酯内部结构的粘结效果,从而保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
12.即使当聚氨酯表面产生划痕或挫伤后,划痕和挫伤更容易使负载活性炭表面的膜结构被破坏,从而使活性炭中乙酸更易被释放,得到的壳聚糖膜液能够较为快速的与负载活性炭表面的壳聚糖反应,从而较为快速的填充修复划痕和挫伤位置处,保证聚氨酯的机械强度,从而延长聚氨酯的使用寿命。
13.优选的,所述吸附处理包括如下步骤:超声分散1-5min,然后以20-80r/min的速度搅拌20-60s,最后静置3-6min。
14.通过采用上述技术方案,超声分散能够使活性炭内部各孔隙较为均匀的与乙酸相接触,达到快速吸附乙酸的效果,然后在低速搅拌的作用下,尽量避免已被吸附的乙酸从活性炭孔隙脱离的条件下,使得活性炭内部孔隙进一步对乙酸进行吸附,最后通过静置,保证活性炭内部孔隙能够较高含量的吸附乙酸,从而便于乙酸与壳聚糖相配合得到粘结性较好的壳聚糖溶液,填充在聚氨酯结构内部,保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
15.优选的,所述环氧树脂液包含如下重量份的原料:环氧树脂58-66份、固化剂18-23份、稀释剂8-12份、流平剂0.5-1份、四针状氧化锌晶须0.02-0.06份。
16.通过采用上述技术方案,限定环氧树脂、固化剂、稀释剂的重量比,使得环氧树脂膜较脆,能够在承受长时间摩擦作用下而逐渐发生破损,便于活性炭中乙酸的释放;配合四针状氧化锌晶须的针刺状结构,在承受摩擦、挤压力作用下,四针状氧化锌晶须能够促进环氧树脂膜发生破损,从而进一步促进活性炭中乙酸的释放;并且四针状氧化锌晶须能够为乙酸引流,使得乙酸较为快速的与负载活性炭表面的壳聚糖相接触,从而便于乙酸与壳聚糖相配合得到粘结性较好的壳聚糖溶液,填充在聚氨酯结构内部,保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
17.优选的,所述海藻酸钠溶液为质量分数0.5-1.5%的海藻酸钠水溶液。
18.通过采用上述技术方案,限定海藻酸钠水溶液的质量分数使形成的海藻酸钠膜容易在挤压、摩擦作用下逐渐产生裂痕、破裂;并且海藻酸钠膜与环氧树脂膜较为紧密的粘
结,使得环氧树脂膜中的四针状氧化锌晶须也能够促进海藻酸钠膜破裂,从而促进活性炭孔隙中的乙酸逐渐释放,释放的乙酸与壳聚糖相接触,逐渐得到粘结性较好的壳聚糖溶液,利用其粘性填充修复聚氨酯内部裂缝以及表面的划痕,延长聚氨酯的使用寿命。
19.优选的,所述壳聚糖的脱乙酰度为99%,粒径40-100目。
20.通过采用上述技术方案,脱乙酰度较高,则壳聚糖易溶解,并且限定其较小的粒径,不仅使得壳聚糖易溶于乙酸,而且使得壳聚糖能够较为均匀的分散在负载活性炭表面,从而使得聚氨酯内部结构较为致密,并且聚氨酯内部及表面各位置处存在裂缝或划伤,便于壳聚糖溶液发挥其粘结修复作用,从而保证聚氨酯的使用寿命。
21.优选的,所述增强纤维由质量比为1:0.5-2:0.1-0.25的碳纤维、聚酰亚胺纤维和海藻酸钠溶液制得。
22.通过采用上述技术方案,碳纤维、聚酰亚胺纤维、海藻酸钠溶液相配合,利用聚酰亚胺纤维较好的弹性模量,当聚氨酯受到挤压力时,便于复合纤维随聚氨酯而发生形变,当挤压力卸去后,恢复原始形状;并且当聚氨酯受到磨损时,利用海藻酸钠溶液与聚合物多元醇、二异氰酸酯相配合,使得增强纤维较为稳定的粘附在聚氨酯内部结构中,配合碳纤维较高的机械强度,尽量避免聚氨酯表面裂缝及挫伤的产生,从而保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
23.优选的,所述扩链剂为乙二醇。
24.通过采用上述技术方案,使聚氨酯内部形成较为致密的交联网络结构,不仅提高聚氨酯的弹性性能,尽量避免聚氨酯受挤压而磨损,而且使聚氨酯具有一定的机械强度,尽量避免聚氨酯表面裂缝及挫伤的产生,延长聚氨酯的使用寿命。
25.优选的,所述外加剂为三聚磷酸钠。
26.通过采用上述技术方案,三聚磷酸钠、壳聚糖、乙酸相配合,能够促进壳聚糖在负载活性炭表面形成交联网络结构,从而利用交联网络的结构致密度,配合壳聚糖溶液较好的粘结效果,进一步提高聚氨酯内部结构致密度,保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
27.第二方面,本技术提供一种推力杆用聚氨酯的制备方法,采用如下的技术方案:一种推力杆用聚氨酯的制备方法,包括以下步骤:s1、称取负载活性炭添加到增强纤维中,混合均匀,制得初混料;s2、称取聚合物多元醇、二异氰酸酯、在72-86℃条件下反应2.2-3.4h,制得预聚体;s3、称取预聚体、扩链剂、外加剂和初混料混合均匀,然后在100-120℃条件下反应12-14h,制得成品聚氨酯。
28.通过采用上述技术方案,负载活性炭、增强纤维混合后,使得负载活性炭能够粘附在增强纤维表面,随着壳聚糖溶液的逐渐形成,能够填充增强纤维与聚氨酯内部结构存在的微孔隙,提高聚氨酯内部结构致密度;然后与预聚体、扩链剂、外加剂混合反应,使成品聚氨酯内部结构交联度较高,聚氨酯机械性能较好,表面不易产生划痕或挫伤,从而延长推力杆上聚氨酯的使用寿命。
29.综上所述,本技术具有以下有益效果:1、聚合物多元醇、二异氰酸酯、扩链剂、负载活性炭、增强纤维相配合,利用负载活
性炭、增强纤维较好的填充效果以及较高的机械强度,通过提高聚氨酯的机械强度使聚氨酯表面不易产生划痕或挫伤;并且即使当聚氨酯表面产生划痕或挫伤后,活性炭内吸附的乙酸逐渐被释放与壳聚糖接触,利用壳聚糖溶液较好的粘结效果配合壳聚糖中的氨基、羟基,通过在聚氨酯表面形成粘结修复结构,使聚氨酯仍具有较好的机械强度,从而延长推力杆上聚氨酯的使用寿命。
30.2、活性炭、乙酸、环氧树脂液、海藻酸钠溶液、壳聚糖相配合,利用环氧树脂中环氧基配合海藻酸钠中羧基,能够提高负载活性炭与聚合物多元醇、二异氰酸酯的相容度,从而提高聚氨酯的结构密度,使聚氨酯表面不易产生划痕或挫伤;当推力杆上聚氨酯不断受到挤压、摩擦后,海藻酸钠膜、环氧树脂膜容易开裂、破碎,促进乙酸释放与壳聚糖接触,利用壳聚糖溶液较好的粘性填充聚氨酯内部的微裂缝结构,从而保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
31.3、环氧树脂、固化剂、稀释剂、四针状氧化锌晶须相配合,在承受摩擦、挤压力作用下,四针状氧化锌晶须的针刺状晶须结构能够促进环氧树脂膜快速发生破损,从而进一步促进活性炭中乙酸的释放;并且针状晶须能够为乙酸引流,使得乙酸较为快速的与负载活性炭表面的壳聚糖相接触,进一步促进壳聚糖溶液的形成,保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
具体实施方式
32.以下结合实施例对本技术作进一步详细说明。
33.环氧树脂液的制备例以下原料中的环氧树脂购买于沈阳鑫茂发精细化工原料有限公司;固化剂购买于湖北东曹化学科技有限公司;流平剂购买于东莞市鸿瑞化工有限公司;其他原料及设备均为普通市售。
34.制备例1:环氧树脂液采用如下方法制备而成:称取环氧树脂62kg、固化剂20kg、稀释剂10kg、流平剂0.8kg、四针状氧化锌晶须0.04kg,混合搅拌均匀,制得成品环氧树脂液;环氧树脂型号e44;固化剂为t-31固化剂;稀释剂为无水乙醇,无水乙醇质量分数99%;流平剂为hr-6031湿润流平剂(聚醚改性聚硅氧烷聚合物)。
35.制备例2:本制备例与制备例1的不同之处在于:称取环氧树脂58kg、固化剂18kg、稀释剂8kg、流平剂0.5kg、四针状氧化锌晶须0.02kg,混合搅拌均匀,制得成品环氧树脂液。
36.制备例3:本制备例与制备例1的不同之处在于:称取环氧树脂66kg、固化剂23kg、稀释剂12kg、流平剂1kg、四针状氧化锌晶须0.06kg,混合搅拌均匀,制得成品环氧树脂液。
37.负载活性炭的制备例制备例4:负载活性炭采用如下方法制备而成:ⅰ称取活性炭置于乙酸中,在20khz条件下超声分散3min,然后在60r/min的转速下搅拌40s,最后静置5min;然后过滤出活性炭,在活性炭表面均匀喷涂制备例1制备的环氧树脂液,活性炭与环氧树脂液的质量比为1:0.2,环氧树脂液干燥固化成环氧树脂膜,制得吸
附料;活性炭粒径为20目;乙酸为质量分数2%的乙酸水溶液;ⅱ在10kg吸附料表面均匀喷涂0.32kg海藻酸钠溶液,海藻酸钠溶液为质量分数1%的海藻酸钠水溶液,然后均匀2.4kg喷涂壳聚糖,壳聚糖的脱乙酰度为99%,壳聚糖粒径为80目,干燥后,海藻酸钠溶液固化成海藻酸钠膜,制得成品负载活性炭。
38.制备例5:负载活性炭采用如下方法制备而成:ⅰ称取活性炭置于乙酸中,在20khz条件下超声分散1min,然后在20r/min的转速下搅拌60s,最后静置3min;然后过滤出活性炭,在活性炭表面均匀喷涂制备例2制备的环氧树脂液,活性炭与环氧树脂液的质量比为1:0.1,环氧树脂液干燥固化成环氧树脂膜,制得吸附料;活性炭粒径为20目;乙酸为质量分数2%的乙酸水溶液;ⅱ在10kg吸附料表面均匀喷涂0.2kg海藻酸钠溶液,海藻酸钠溶液为质量分数1.5%的海藻酸钠水溶液,然后均匀1kg喷涂壳聚糖,壳聚糖的脱乙酰度为99%,壳聚糖粒径为40目,干燥后,海藻酸钠溶液固化成海藻酸钠膜,制得成品负载活性炭。
39.制备例6:负载活性炭采用如下方法制备而成:ⅰ称取活性炭置于乙酸中,在20khz条件下超声分散5min,然后在80r/min的转速下搅拌20s,最后静置6min;然后过滤出活性炭,在活性炭表面均匀喷涂制备例3制备的环氧树脂液,活性炭与环氧树脂液的质量比为1:0.3,环氧树脂液干燥固化成环氧树脂膜,制得吸附料;活性炭粒径为20目;乙酸为质量分数2%的乙酸水溶液;ⅱ在10kg吸附料表面均匀喷涂0.5kg海藻酸钠溶液,海藻酸钠溶液为质量分数0.5%的海藻酸钠水溶液,然后均匀4kg喷涂壳聚糖,壳聚糖的脱乙酰度为99%,壳聚糖粒径为100目,干燥后,海藻酸钠溶液固化成海藻酸钠膜,制得成品负载活性炭。
40.增强纤维的制备例制备例7:增强纤维采用如下方法制备而成:称取1kg碳纤维、1kg聚酰亚胺纤维混合搅拌后,均匀喷涂0.18kg海藻酸钠溶液,海藻酸钠溶液为质量分数0.5%的海藻酸钠水溶液,制得增强纤维。
41.制备例8:增强纤维采用如下方法制备而成:称取1kg碳纤维、0.5kg聚酰亚胺纤维混合搅拌后,均匀喷涂0.1kg海藻酸钠溶液,海藻酸钠溶液为质量分数0.5%的海藻酸钠水溶液,制得增强纤维。
42.制备例9:增强纤维采用如下方法制备而成:称取1kg碳纤维、2kg聚酰亚胺纤维混合搅拌后,均匀喷涂0.25kg海藻酸钠溶液,海藻酸钠溶液为质量分数0.5%的海藻酸钠水溶液,制得增强纤维。实施例
43.实施例1:一种推力杆用聚氨酯:聚合物多元醇70kg、二异氰酸酯35kg、扩链剂10kg、外加剂0.3kg、负载活性炭2.4kg、增强纤维1kg;聚合物多元醇为聚碳酸酯二醇,分子量为332.3909,官能度为2;扩链剂为乙二醇;外加剂为三聚磷酸钠;负载活性炭选用制备例4制备的负载活性炭;增强纤维选用制备例7制备的增强纤维;制备方法如下:s1、称取负载活性炭添加到增强纤维中,负载活性炭的添加速度为5g/s,添加过程中,增强纤维在40r/min的转速下搅拌,混合均匀后,制得初混料;
s2、称取聚合物多元醇、二异氰酸酯、在80℃条件下反应3h,制得预聚体;s3、称取预聚体、扩链剂、外加剂和初混料混合均匀,然后在110℃条件下反应13h,制得成品聚氨酯。
44.实施例2:一种推力杆用聚氨酯:聚合物多元醇55kg、二异氰酸酯24kg、扩链剂6.8kg、外加剂0.1kg、负载活性炭1kg、增强纤维0.5kg;聚合物多元醇为聚己内酯二醇,分子量为4000,官能度为2;扩链剂为丙二醇;外加剂为硅油;负载活性炭选用制备例5制备的负载活性炭;增强纤维选用制备例8制备的增强纤维;制备方法如下:s1、称取负载活性炭添加到增强纤维中,负载活性炭的添加速度为5g/s,添加过程中,增强纤维在40r/min的转速下搅拌,混合均匀后,制得初混料;s2、称取聚合物多元醇、二异氰酸酯、在72℃条件下反应3.4h,制得预聚体;s3、称取预聚体、扩链剂、外加剂和初混料混合均匀,然后在100℃条件下反应14h,制得成品聚氨酯。
45.实施例3:一种推力杆用聚氨酯:聚合物多元醇82kg、二异氰酸酯45kg、扩链剂12.8kg、外加剂0.4kg、负载活性炭3.5kg、增强纤维1.6kg;聚合物多元醇为聚碳酸酯二醇,分子量为332.3909,官能度为2;扩链剂为乙二醇;外加剂为三聚磷酸钠;负载活性炭选用制备例6制备的负载活性炭;增强纤维选用制备例9制备的增强纤维;制备方法如下:s1、称取负载活性炭添加到增强纤维中,负载活性炭的添加速度为5g/s,添加过程中,增强纤维在40r/min的转速下搅拌,混合均匀后,制得初混料;s2、称取聚合物多元醇、二异氰酸酯、在86℃条件下反应2.2h,制得预聚体;s3、称取预聚体、扩链剂、外加剂和初混料混合均匀,然后在120℃条件下反应12h,制得成品聚氨酯。
46.实施例4:本实施例与实施例1的不同之处在于:负载活性炭制备过程中,以同等质量的聚乙烯醇溶液替换环氧树脂液,聚乙烯醇溶液为质量分数2%的聚乙烯醇水溶液,聚乙烯醇聚合度1700。
47.实施例5:本实施例与实施例1的不同之处在于:负载活性炭制备过程中,原料中以同等质量的乙基纤维素溶液替换海藻酸钠溶液,乙基纤维素溶液为质量分数0.5%的乙基纤维素乙醇溶液。
48.实施例6:本实施例与实施例1的不同之处在于:负载活性炭制备过程中:ⅰ称取活性炭置于乙酸中,静置8min;然后过滤取出活性炭,在活性炭表面均匀喷涂制备例1制备的环氧树脂液,活性炭与环氧树脂液的质量比为1:0.2,环氧树脂液干燥固化成环氧树脂膜,制得吸附料。
49.实施例7:本实施例与实施例1的不同之处在于:环氧树脂液原料中未添加四针状氧化锌晶须。
50.实施例8:本实施例与实施例1的不同之处在于:
增强纤维原料中以同等质量的聚酰亚胺纤维替换碳纤维和海藻酸钠溶液。
51.实施例9:本实施例与实施例1的不同之处在于:聚氨酯制备过程中:s1、称取聚合物多元醇、二异氰酸酯、在80℃条件下反应3h,制得预聚体;s2、称取预聚体、扩链剂、外加剂、负载活性炭、增强纤维混合均匀,然后在110℃条件下反应13h,制得成品聚氨酯。
52.对比例对比例1:本对比例与实施例1的不同之处在于:聚氨酯原料中以同等质量的活性炭替换负载活性炭。
53.对比例2:本对比例与实施例1的不同之处在于:负载活性炭制备过程中:ⅰ称取活性炭置于乙酸中,在20khz条件下超声分散3min,然后在60r/min的转速下搅拌40s,最后静置5min;然后过滤取出活性炭,制得吸附料。
54.对比例3:本对比例与实施例1的不同之处在于:负载活性炭制备过程中:ⅰ称取活性炭置于乙酸中,在20khz条件下超声分散3min,然后在60r/min的转速下搅拌40s,最后静置5min;然后过滤取出活性炭,在活性炭表面均匀喷涂制备例1制备的环氧树脂液,活性炭与环氧树脂液的质量比为1:0.2,环氧树脂液干燥固化成环氧树脂膜,制得成品负载活性炭。
55.对比例4:本对比例与实施例1的不同之处在于:原料中未添加增强纤维。
56.对比例5:本对比例与实施例1的不同之处在于:原料中未添加负载活性炭和增强纤维。
57.性能检测试验1、回弹性检测分别采用实施例1-3的制备方法制备成品聚氨酯,参考gb/t6670-2008软质泡沫聚合材料落球法回弹性能的测定,检测成品的回弹率,记录数据。
58.2、拉伸强度检测分别采用实施例1-9以及对比例1-5的制备方法制备成品聚氨酯,参考gb/t6344-2008软质泡沫聚合材料拉伸强度和断裂伸长率的测定,检测成品的拉伸强度,记录数据。
59.3、使用性能检测分别将实施例1-3、8以及对比例4-5制备的聚氨酯应用在推力杆上,聚氨酯推力杆始终处于使用状态下,压力0.5mpa,使用4个月,观察表面划痕数,记录单位面积划痕数;在推力杆上聚氨酯表面划上划痕,每个试件上划痕数为20条,划痕长度为1cm,划痕深度为1mm,然后静置2d,参考gb/t6344-2008软质泡沫聚合材料拉伸强度和断裂伸长率的测定,检测其拉伸强度,记录实施例1-9以及对比例1-5制备的聚氨酯拉伸强度的数据。
60.注,上述检测过程中,除实施例1-9以及对比例1-5制备的聚氨酯试件不同,其余测试条件均相同。
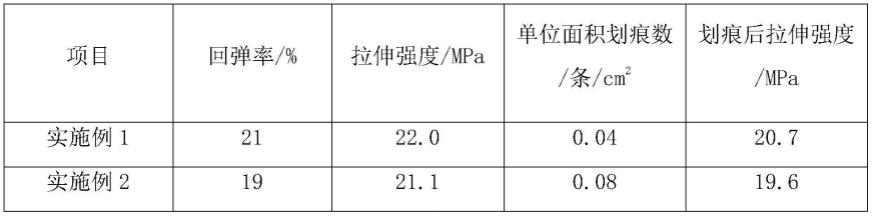
61.表1性能测试表
结合实施例1-3并结合表1可以看出,本技术制备的聚氨酯具有较好的弹性,并且拉伸强度较好,即使承受挤压、摩擦,聚氨酯表面也不易产生划痕,同时即使被划痕划伤后,聚氨酯仍具有较高的机械强度,从而使推力杆上聚氨酯具有较长的使用寿命。
62.结合实施例1和实施例4-9并结合表1可以看出,实施例4负载活性炭制备过程中,以同等质量的聚乙烯醇溶液替换环氧树脂液,相比于实施例1,实施例4制备的聚氨酯初始拉伸强度小于实施例1,并且聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明聚乙烯醇溶液虽然也能在活性炭表面形成包膜,但是聚乙烯醇膜柔韧性较好,脆性较差,不易被破坏,从而容易影响活性炭孔隙内乙酸的释放,使乙酸不易与壳聚糖接触,导致划痕处缝隙无法被粘结修复,影响聚氨酯的机械强度,从而影响推力杆上聚氨酯的使用寿命。
63.实施例5负载活性炭制备过程中,原料中以同等质量的乙基纤维素溶液替换海藻酸钠溶液,相比于实施例1,实施例5制备的聚氨酯初始拉伸强度小于实施例1,并且聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明乙基纤维素溶液虽然能够起到将壳聚糖粘结在吸附料表面的作用,但是并不能提高负载活性炭与聚合物多元醇、二异氰酸酯的交联相容性,而海藻酸钠中的羧基能够提高负载活性炭与聚氨酯原料中以同等质量的活性炭替换负载活性炭,从而使成品聚氨酯具有较好的机械强度;乙基纤维素膜不易被破坏,也容易影响乙酸的释放,使乙酸不易与壳聚糖接触,影响划痕处缝隙被粘结修复的效果,从而影响推力杆上聚氨酯的使用寿命。
64.实施例6负载活性炭制备过程中,吸附处理仅为静置8min,相比于实施例1,实施例6制备的聚氨酯初始拉伸强度小于实施例1,并且聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明静置吸附的手段,不易使活性炭内孔隙较好含量的吸附乙酸;而超声分散配合低速搅拌,能够使得活性炭内部孔隙较高含量的吸附乙酸,从而便于乙酸与壳聚糖相配合得到粘结性较好的壳聚糖溶液,填充在聚氨酯结构内部,保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
65.实施例7环氧树脂液原料中未添加四针状氧化锌晶须,相比于实施例1,实施例7制备的聚氨酯初始拉伸强度小于实施例1,并且聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明环氧树脂、固化剂、稀释剂的重量比,配合四针状氧化锌的针刺状晶须结构,便于破坏负载活性炭表面的环氧树脂膜,从而便于促进活性炭孔隙中乙酸的释放,并且四针状氧化锌晶须能够为乙酸引流,使得乙酸较为快速的与负载活性炭表面的壳聚糖相接触,从而便于乙酸与壳聚糖相配合得到粘结性较好的壳聚糖溶液,填充在聚氨酯结构内部,保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
66.实施例8增强纤维原料中以同等质量的聚酰亚胺纤维替换碳纤维和海藻酸钠溶液,相比于实施例1,实施例8制备的聚氨酯初始拉伸强度小于实施例1,并且单位面积划痕数大于实施例1,同时聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明碳纤维、聚酰亚胺纤维、海藻酸钠溶液相配合,当聚氨酯受到挤压力时,利用聚酰亚胺纤维较好的弹性模量,减少挤压力对聚氨酯表面的磨损;当聚氨酯产生磨损后,利用碳纤维较高的机械强度,尽量避免聚氨酯表面裂缝及挫伤的产生,从而保证聚氨酯的机械强度,延长聚氨酯的使用寿命。
67.实施例9聚氨酯制备过程中,负载活性炭和增强纤维未经先混合处理,实施例9制备的聚氨酯初始拉伸强度小于实施例1,并且聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明负载活性炭、增强纤维先混合,使得负载活性炭能够粘附在增强纤维表面,随着壳聚糖溶液的逐渐产生,不仅能够填充聚氨酯内部缝隙,而且能够填充增强纤维与聚氨酯内部结构存在的微孔隙,提高聚氨酯内部结构致密度,提高聚氨酯的机械强度,延长推力杆上聚氨酯的使用寿命。
68.结合实施例1和对比例1-5并结合表1可以看出,对比例1聚氨酯原料中以同等质量的活性炭替换负载活性炭,对比例2负载活性炭制备过程中,未经包膜处理,对比例3负载活性炭制备过程中,未经海藻酸钠溶液和壳聚糖的处理,相比于实施例1,对比例1、2、3制备的聚氨酯拉伸强度低于实施例1,并且聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明负载活性炭吸附乙酸后,经环氧树脂包膜处理,最后经海藻酸钠溶液和壳聚糖的负载,不仅能够提高成品聚氨酯内部结构交联度,而且能够在聚氨酯产生划痕后,利用乙酸的释放与壳聚糖反应生成壳聚糖溶液,壳聚糖溶液能够修复粘结划痕,从而保证聚氨酯的机械强度,延长推力杆上聚氨酯的使用寿命。
69.对比例4原料中未添加增强纤维、对比例5原料中未添加负载活性炭和增强纤维,相比于实施例1,对比例4、5制备的聚氨酯拉伸强度低于实施例1,并且单位面积划痕数大于实施例1,同时聚氨酯初始拉伸强度与聚氨酯经划痕划伤后拉伸强度的差值大于实施例1差值;说明负载活性炭、增强纤维相配合,利用其较好的机械强度,使聚氨酯表面不易产生划痕或挫伤,并且即使聚氨酯表面产生划痕或挫伤,使得聚氨酯仍具有较高的机械强度,从而
延长推力杆上聚氨酯的使用寿命。
70.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。