1.本发明涉及一种冲切模具散片接料装置,尤其是配合高速冲床,冲床冲压速度大于60次/分钟的冲压模具的散片接料装置。
背景技术:
2.现有的通过冲切模具进行的五金冲切工艺,成品料的出料方式有一种为冲切模具下模底部出料,即成品料散片穿过下模凹模刀口型腔,从而脱离模具。针对这种情况,成品料的现有接料方式一般为在模具的下方放置输送线将成品料运出,或者放置大的容器等成品料累积到一定量之后,一次性取出。这两种方式均有一个弊端,即成品料取出后都比较散乱,不整齐,不利于后道工序的操作,冲床冲压速度越快,这个问题越为突出。尤其是像电机定转子硅钢片使用高速冲床的冲切领域,这个问题显得尤为突出。
3.为了解决上述五金冲切工艺中,成品料散片穿过下模凹模刀口型腔出料后,成品料片整体比较散乱的问题,本发明提供一种放置在冲切模具内部的装置来有效的解决了该问题,该装置在成品料片脱离模具之前,将散片整理在一起,达到一定数量时,这些被整理好的成品料片以一个整体的形式脱离模具,从而方便后续工艺的操作,提高了整个工序的效率,节省加工成本。
技术实现要素:
4.为了解决上述五金冲切工艺中,成品料散片穿过下模凹模刀口型腔出料后,成品料片整体比较散乱,从而增加后续加工工序成本的问题,本发明提供一种放置在冲切模具内部的装置,成品料散片在穿过下模凹模刀口型腔的过程中被整理成垛,在挤压隔断部件和料托整体升降部件共同作用下,连续有效地将成品散片整理成一垛一垛的料垛传输到成品料垛外运装置上,并外运至模具外部。
5.本发明解决其技术问题所采用的技术方案是:一种冲切模具内部散片接料装置,包括挤压隔断部件,料托整体升降部件,导向条,成品料垛外运装置,挤压隔断部件以成对的形式对称安装在冲切模具下模凹模刀口型腔内部的底部两侧,料托整体升降部件安装在挤压隔断部件的下方,导向条设置在冲切模具下模凹模刀口型腔内壁上,导向条的数量至少在两件及以上,在挤压隔断部件和整体升降部件之间设置有成品料垛外运装置。
6.上述挤压隔断部件以成对的形式出现,每个单体都包括挤压隔断主体结构件,挤压气缸,开合门,开合门驱动气缸,挤压块,挤压隔断主体结构件固定在冲切模具下模凹模刀口型腔内部的底部一侧,挤压气缸安装固定在挤压隔断主体结构件中部内侧,每个挤压气缸的活塞杆前端都安装有挤压块,开合门是以薄片的形式置于挤压气缸的下方,并与开合门驱动气缸连接。
7.上述料托整体升降部件包括托板,料托整体升降主体结构件,升降导杆,升降驱动电机,位置调整机构,滑块,位置调整机构安装在冲床工作台面内部,料托整体升降主体结构件设置在位置调整机构的滑块上,并且可以整体移动,托板位于料托整体升降主体结构
件的上方,并且可以在升降驱动电机驱动下沿着升降导杆移动。
8.上述料托整体升降部件内部设置有力矩检测传感器,或称重传感器,或者升降驱动电机本身具有输出力矩检测功能,本实例采用的此种形式,再或者在冲切模具下模凹模刀口型腔的中上部安装位置感应器,同时为了提高可靠性也可以有多种方式同时存在,从而达到能够检测到托板上方料片的数量的功能。
9.上述成品料垛外运装置是输送线,或其他具有移动物料功能的装置,成品料垛外运装置对称位于挤压隔断部件的下方,料托整体升降主体结构件的上方,并且成品料垛外运装置顶面与挤压隔断部件的底部留有一定的空间,该空间用于向外运送脱离冲切模具后的成品料垛。
10.上述托板可以在安装在两侧的挤压隔断部件之间,以及两侧的成品料垛外运装置之间上下移动。
11.本发明的有益效果是,本发明通过导向条使得冲切成品料片的散片在冲床连续工作时整齐划一地在凹模刀口型腔内向下移动,同时托板托着向下滑动的料片,在检测到托板上方料片达到一定数量时,托板将以快于散片逐片下落的速度移动到挤压隔断部件下方并停止不动,之后挤压隔断部件的挤压气缸工作,再之后托板继续下降,这时挤压隔断部件上部的料片整体仍旧保留在型腔内部,但挤压隔断部件下部的料垛可以随着托板下降而下降,从而脱离模具,最终以整体料垛的形式运至模具外部,这之后托板上升,挤压隔断部件打开,进入下一循环,在整个工作过程中成品散片移动路径完全在控制之中,从而解决了散片散乱的问题,为后续工作提供了保障,节省人力,提高整体生产效益。
附图说明
12.下面结合附图和实施例对本发明进一步说明。
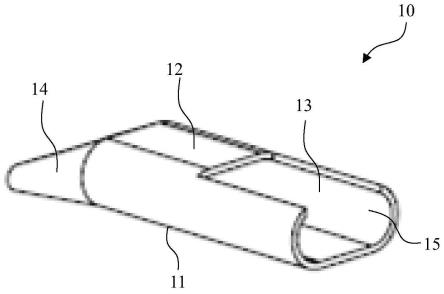
13.图1为本发明示意图;
14.图2为沿着图1中a-a线的切面示意图;
15.图3为挤压隔断部件的结构示意图;
16.图4为料托整体升降部件的示意图;
17.图5为沿着图4中b-b线的切面示意图;
18.图中1.挤压隔断部件,2.料托整体升降部件,3.导向条,4.冲切模具,5.冲床工作台面,6.成品料垛外运装置,7.冲切模具下模凹模刀口型腔,11.挤压隔断主体结构件,12.挤压气缸,13.开合门,14.开合门驱动气缸,15.挤压块,21.托板,22.料托整体升降主体结构件,23.升降导杆,24.升降驱动电机,25.位置调整机构,26.滑块。
具体实施方式
19.【实施例1】
20.一种冲切模具内部散片接料装置,包括挤压隔断部件1,料托整体升降部件2,导向条3,成品料垛外运装置6,挤压隔断部件1以成对的形式对称安装在冲切模具下模凹模刀口型腔7内部的底部两侧,料托整体升降部件2安装在挤压隔断部件1的下方,导向条3设置在冲切模具下模凹模刀口型腔7内壁上,导向条3的数量至少在两件及以上,在挤压隔断部件1和整体升降部件2之间设置有成品料垛外运装置6。所述挤压隔断部件1以成对的形式出现,
每个单体都包括挤压隔断主体结构件11,挤压气缸12,开合门13,开合门驱动气缸14,挤压块15,挤压隔断主体结构件11固定在冲切模具下模凹模刀口型腔7内部的底部一侧,挤压气缸12安装固定在挤压隔断主体结构件11中部内侧,每个挤压气缸12的活塞杆前端都安装有挤压块15,开合门13是以薄片的形式置于挤压气缸12的下方,并与开合门驱动气缸14连接。所述料托整体升降部件2包括托板21,料托整体升降主体结构件22,升降导杆23,升降驱动电机24,位置调整机构25,滑块26,位置调整机构25安装在冲床工作台面5内部,料托整体升降主体结构件22设置在位置调整机构25的滑块26上,并且可以整体移动,托板21位于料托整体升降主体结构件22的上方,并且可以在升降驱动电机24驱动下沿着升降导杆23移动。所述料托整体升降部件2内部设置有力矩检测传感器,或称重传感器,或者升降驱动电机24本身具有输出力矩检测功能,本实例采用的此种形式,再或者在冲切模具下模凹模刀口型腔7的中上部安装位置感应器,同时为了提高可靠性也可以有多种方式同时存在,从而达到能够检测到托板21上方料片的数量的功能。所述成品料垛外运装置6是输送线,或其他具有移动物料功能的装置,成品料垛外运装置6对称位于挤压隔断部件1的下方,料托整体升降主体结构件22的上方,并且成品料垛外运装置6顶面与挤压隔断部件1的底部留有一定的空间,该空间用于向外运送脱离冲切模具4后的成品料垛。所述托板21可以在安装在两侧的挤压隔断部件1之间,以及两侧的成品料垛外运装置6之间上下移动。
21.如图2、图3、图4、图5所示,冲床在连续工作时,冲切模具4将连续不断的生产出成品散片,这些散片通过导向条3在冲切模具下模凹模刀口型腔7内整齐划一地向下移动,此时托板21停留在挤压隔断部件1的中上部,同时托着向下滑动的料片,在检测到托板21上方料片达到一定数量时,托板21将以快于散片逐片下落的速度向下移动到挤压隔断部件1下方并停止不动,在这个托板21向下移动的过程中,托板21上面的料片将会随之一起向下快速移动,同时随着托板21的停止而停止,之后挤压隔断部件1的挤压气缸12工作,在挤压气缸12的驱动下,对称位于冲切模具下模凹模刀口型腔7内的挤压块15将向型腔内侧挤压,使得位于这之间的料片承受一定的侧面挤压力,从而无法继续向下滑动,再之后托板21继续下降一小段距离,这时挤压隔断部件1上部的料片以及被挤压块15挤压住的料片将无法随着托板21下降,但位于挤压隔断部件1下部的料片可以整体随着托板21下降而下降,考虑到挤压块15边沿的料片可能挤压力不稳定的因素,托板21下降一小段距离后会停止一小段时间,此时位于托板21上的料片和被挤压块15挤压住的料片之间已经形成了一段空隙,在停留的这一小段时间里挤压块15边沿挤压不稳定的料片也会滑落到托板21上面,再之后两侧的开合门13在开合门驱动气缸14的作用下闭合,从而完全阻止开合门13上方料片向下滑落的可能,再之后托板21带着托板21上面的料片整体下降,当托板21下降到低于成品料垛外运装置6顶面时,料片整体即一垛料将停留在成品料垛外运装置6上,同时脱离托板21的顶面,再之后成品料垛外运装置6工作,将此垛料运送到冲切模具4外部,这之后托板21上升,同时开合门13打开,当托板21顶面接触到这之前被挤压块15挤压而停留的料片底部时,挤压隔断部件1的挤压气缸12返回,再之后托板21带着冲切模具下模凹模刀口型腔7内所有料片继续向上移动,在到达挤压隔断部件1中上部时,停止移动,在整个过程中,冲床一直保持工作状态,所生产的散片一直通过导向条3在冲切模具下模凹模刀口型腔7内整齐划一地向下移动,并累积到冲切模具下模凹模刀口型腔7内所有料片的最上方,当托板21再次停止在挤压隔断部件1的中上部时,检测托板21上方料片数量的功能将会启动,当料片到达设定值
时将再次重复上述循环。
22.【实施例2】
23.上述挤压隔断部件1在实现挤压隔断功能时,可以通过气动方式实现,即本实例所示,也可以通过油缸或者电机驱动的方式实现,其内部核心原理是通过一定的外部动力,使该装置产生向冲切模具下模凹模刀口型腔7的挤压力,从而达到该挤压隔断部件1上部的料片整体仍旧保留在型腔内部,但挤压隔断部件1下部的料垛可以随着托板21下降,从而脱离模具,最终以整体料垛的形式运至模具外部。
24.【实施例3】
25.上述料托整体升降部件2在实现托板21上升下降功能时,可以通过电动方式实现,即本实例所示,也可以通过气缸驱动或者油缸驱动的方式实现。
26.【实施例4】
27.上述导向条,根据加工产品的不同,可以是扁条型,也可以是圆形,本实例以扁条形式出现。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。