1.本实用新型涉及铅酸蓄电池生产制造技术领域,具体为一种阀控铅酸蓄电池单元格电解液饱和度检测工装。
背景技术:
2.阀控铅酸蓄电池的电解液饱和度对电池性能影响很大,生产过程中应尽量对饱和度进行监测管控。目前,主流的阀控铅酸蓄电池制造厂家主要是通过如下方法进行饱和度的监测管控:在电池化成前对电池进行称重,化成后再次对电池进行称重,得到化成后电池内部的有效酸量;根据实验测得的对应型号电池的饱和吸酸量及工艺控制的饱和度要求制定出有效酸量的控制范围(工艺参数);称重设备根据前后两次称重数据计算的有效酸量是否符合工艺参数设定要求判定饱和度是否合格。
3.该方法是将电池的多个单元格(通常为6个)视为整体判定电池的饱和度,缺陷是单元格间饱和度的一致性无法保证,无法识别一部分单元格饱和度过高、一部分单元格饱和度过低、全部单元格加和起来作为整体时饱和度合格的情况。阀控铅酸蓄电池的饱和度控制的关键在于保证单元格间饱和度的一致性,将电池各个单元格作为整体判断饱和度的方式并非理想的饱和度判定方式。该方法完全依靠人工操作的方式实施,且该方法操作过程中对电池是破坏性的,该方法不适用于工业化生产在线检测。
技术实现要素:
4.本实用新型的目的在于解决上述现有技术的不足,从而提供一种阀控铅酸蓄电池单元格电解液饱和度检测工装,可以更准确更真实地检测各个单元格的饱和度,有利于单元格电解液饱和度一致性的管控,保证电池性能的稳定性。
5.为实现上述目的,本实用新型提供如下技术方案:一种阀控铅酸蓄电池单元格电解液饱和度检测工装,包括充气保压组件及与充气保压组件连接的压缩空气管道;
6.所述充气保压组件包括移动台架、多路充气保压管和多个橡胶塞;
7.多个所述橡胶塞与待检测电池单元格上注液孔一一对应;
8.所述移动台架上设有用于固定所述橡胶塞的定位孔,多个所述橡胶塞竖直插装在所述移动台架上;
9.多路所述充气保压管下端输出口一一对应的插装在多个所述橡胶塞上端口内;
10.多路所述充气保压管输入口端均设有一个气体流量计;
11.多路所述充气保压管输入口均连接在同一个主管道的多个并排输出口上,所述主管道输入口与压缩空气管道一端连通;
12.所述压缩空气管道另一端与压缩气源连通,所述压缩空气管道上安装有压力调节阀。
13.压力调节阀后端的所述压缩空气管道上接有一个气体缓冲罐,气体缓冲罐之后的所述压缩空气管道安装有开关阀。
14.所述移动台架上插装有个并排的橡胶塞。
15.所述橡胶塞内孔孔径与对应充气保压管外径过盈配合,所述橡胶塞外径与对应的待检测电池单元格上注液孔孔径过盈配合。
16.还包括用于采集各气体流量计流量值的控制器及用于显示控制器采集到的流量值的显示屏,显示屏与控制器经信号线连接,控制器的输出端连接有报警器。
17.与现有技术相比本实用新型可以在生产线上对阀控铅酸蓄电池单元格的电解液饱和度进行快速有效的检测评价,操作方便。能够对电池每个单元格电解液饱和度一致性进行的管控,并及时的剔除不合格的电池,防止不合格品流入下一个生产环节,保证电池性能的稳定性。
附图说明
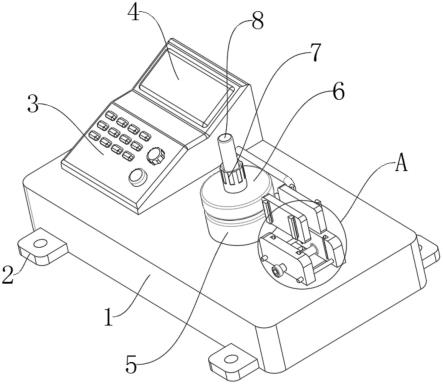
18.图1为本实用新型的结构示意图;
19.图中:1-橡胶塞;2-移动架台;3-充气保压管;4-流量计;5-开关阀;6-缓冲罐;7-压力调节阀;8-压缩空气管道;10-电池。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1,压缩空气管道8前端连接可提供压缩空气的压缩机、后端连接充气保压组件,后端连接气体缓冲罐6,在气体缓冲罐6前的压缩空气管道8上安装压力调节阀7,根据工艺需求设定压力调节阀7的压力,气体缓冲罐6后的压缩空气管道8上安装有开关阀5。充气保压组件包括移动台架2,移动台架2上的6个并排定位孔内对应竖直插装有一个橡胶塞1,橡胶塞1下端部插入至待测电池10上各单元格上注液孔内,橡胶塞1外径与对应的待检测电池单元格上注液孔孔径过盈配合。橡胶塞1上端部与充气保压管3对应连接,充气保压管3下端插入对应的橡胶塞1内,充气保压管3外径与对应橡胶塞1内孔孔径过盈配合,多路充气保压管3输入口均连接在同一个主管道的多个并排输出口上,主管道输入口与压缩空气管道8一端连通;多路充气保压管3输入口端均设有一个气体流量计4。
22.初始状态下开关阀5处于关闭状态。当化成结束的阀控蓄电池10置于阀控铅酸蓄电池单元格电解液饱和度检测工装时,移动架台2定位后与蓄电池10对齐,将充气保压管3末端的橡胶塞1压合在化成结束的阀控蓄电池10的6个注液孔上,然后开启压缩空气管道8上的开关阀5,向各单元格充气,待压力稳定后,读取每个充气保压管3上气体流量计4的流量,实现对阀控电池单元格饱和度的快速判断。
23.另一个实施例中,各气体流量计4经信号线与控制器连接,控制器输出端连接报警器和显示屏,整个充气过程中,当气体流量计4的气体流量超过设定的报警值时,自动报警,并在显示屏显示对应单元格气体流量及报警信息。控制器为plc,通过plc采集气体流量计4信号,并控制报警器和显示屏为现有技术本实施例不再赘述。
24.本工装使用时,以l3阀控铅酸蓄电池为例,压缩空气管道8前端连接空气压缩设
备,后端连接气体缓冲罐6,在气体缓冲罐6前的压缩空气管道8上安装压力调节阀7,设定压力调节阀7的压力为40kpa,气体缓冲罐6后的压缩空气管道8上安装有开关阀5,此时开关阀5处于关闭状态。当化成结束的l3阀控蓄电池10置于阀控铅酸蓄电池单元格电解液饱和度检测工装时,移动架台2定位后与蓄电池10对齐,将充气保压管3末端的橡胶塞1压合在化成结束的阀控蓄电池10的6个注液孔上,然后开启压缩空气管道8上的开关阀5,向各单元格充气,待压力稳定后(与压力调节阀7的设定压力一致为40kpa),读取每个充气保压管3上气体流量计4的流量,气体流量设定的报警值设为30ml-50ml。分别取两只l3阀控铅酸蓄电池按上述操作后气体流量计4的流量读数分别为35ml和57ml,充气流量为35ml的电池饱和度满足工艺要求,充气流量为57ml的电池设备自动报警,饱和度不满足工艺要求,并在显示屏显示单元格气体流量及报警信息。
25.阀控铅酸蓄电池生产下线的饱和度一般在95%左右,电池内部没有被电解液填充的部分必定被空气填充,本装置通过检测充气过程中气体的流量值,可快速判断各单元格内电解液饱和度是否合格。
26.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。