技术特征:
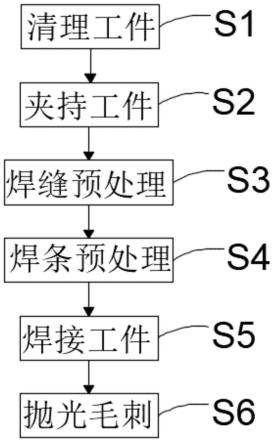
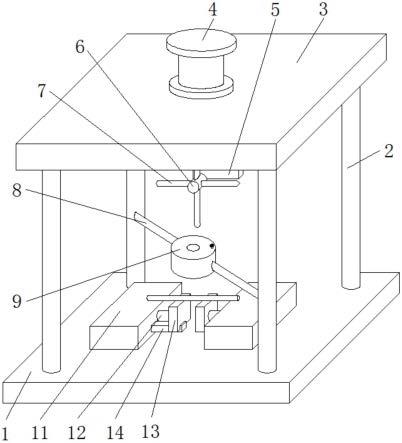
1.一种密闭承压容器的焊接工艺,其特征在于,包括如下步骤:s1、清理工件:将需要焊接的承压容器取出,并放置在焊接平台(7)上,而后对承压容器的焊接位置处的杂物或者灰尘进行清理;s2、夹持工件:通过转动把手(6)带动螺杆(704)转动,两侧螺母(702)带动夹持板(701)朝向承压容器方向移动实现对承压容器的定位固定;s3、焊缝预处理:调整导向板(4)的位置,使得喷头(203)处于承压容器的焊缝端,而后通过气缸(3)推动支板(402)朝向承压容器方向移动,使得喷头(203)与焊缝贴合,启动压力泵(201),压力泵(201)通过输液管(202)将储液箱(2)内的保护剂输送至喷头(203)并喷洒至待焊接焊缝;s4、焊条预处理:将待使用焊条取出,并进行预热,预热完成后将焊条安装在焊接器(502)上;s5、焊接工件:保护剂涂抹后,气缸(3)收缩,而后通过调节导向板(4)使得固定好焊条的焊接器(502)处于焊接端,焊接控制设备(5)通过控制线路(501)调节焊接器(502)对焊缝进行焊接,调整导向板(4)的位置,驱动焊接器(502)沿着焊接位置处焊缝的方向移动对承压容器进行焊接;s6、抛光毛刺:焊接完成后使用钢丝对焊接位置处焊缝的表面的毛刺进行去除。2.根据权利要求1所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s1中,用软刺毛刷、海绵或干燥的纺织布对工件的待焊接位置进行清理。3.根据权利要求1所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s3中,所述保护剂按照质量百分比包括如下组分:sio212-18%、tio210-15%、mno210-12%、al2o310-16%、mn10-15%、si5-20%、mg4-15%、al10-15%的粉末混合,与粘结剂按照1:2的质量比例调和成混合剂,然后与丙酮按照重量比1:2的比例稀释得到保护剂。4.根据权利要求1所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s4中,预热时,将焊条在400℃下烘干1-2小时,烘干后的焊条放置于100℃的恒温箱内保存0.5-1小时。5.根据权利要求4所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s4中,焊条选用直径为0.8-1.2mm的焊条,高度为30cm。6.根据权利要求1所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s5中,采用点焊的方式,焊条贴附于点焊处,电极抵达焊接部位,通过焊接控制设备(5)设置好搭接量、点距、焊点强度值、导电率以及表面清洁度,随后进行焊接。7.根据权利要求6所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s5中,焊接时移动导向板(4)的速度为0.2-0.5m/min。8.根据权利要求1所述的一种密闭承压容器的焊接工艺,其特征在于,步骤s6中,采用打磨棒对焊接位置处焊缝的表面的毛刺进行打磨处理。
技术总结
本发明公开了一种密闭承压容器的焊接工艺,涉及焊接技术领域,具体包括如下步骤:S1、清理工件:将需要焊接的承压容器取出,并放置在焊接平台上,而后对承压容器的焊接位置处的杂物或者灰尘进行清理;S2、夹持工件:将选取的工件移动至放置在焊接平台上的夹持装置的底端,并通过夹持装置对工件进行固定;S3、焊缝预处理:在工件的焊接位置处向焊缝内均匀涂抹保护剂;S4、焊条预处理:将待使用焊条取出,进行预热;S5、焊接工件:驱动焊接器沿着焊接位置处焊缝的方向移动对工件进行焊接;S6、抛光毛刺:焊接完成后使用钢丝对焊接位置处焊缝的表面的毛刺进行去除,减少焊缝表面产生的裂纹,提高密闭承压容器的寿命。高密闭承压容器的寿命。高密闭承压容器的寿命。
技术研发人员:谭志伟 蔡琨 吕作河
受保护的技术使用者:广东瑞迅精密机械有限公司
技术研发日:2022.06.07
技术公布日:2022/8/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。