一种适于a型曼陀铃回线的粘接成型装置
技术领域
1.本发明属于乐器加工技术领域,尤其涉及一种适于a型曼陀铃回线的粘接成型装置。
背景技术:
2.传统的曼陀铃回线结构采用木质材料制成,主要是用长木料铣削加工表面,再分段切割而得到,然后再将粘接在曼陀铃侧面相应的位置上,加工工艺复杂,产品加工时间长,加工效率低下,在粘接过程中难以定位,需要人工多遍预定位以确定最佳位置;而且采用粘接方式将回线结构和侧板结构组装在一起,容易使得粘接位置存在一定的缝隙,影响曼陀铃里面声音的传递,进而影响音质,侧板结构粘接得太紧,振幅减少,曼陀铃的低音就很难显现出来,粘得太松,曼陀铃又会发出噪音,影响曼陀铃整体音质。
3.因此,研制一种能有效提升曼陀铃侧板与回线粘结质量的设备是解决问题的关键。
技术实现要素:
4.本发明在于提供一种适于a型曼陀铃回线的粘接成型装置。
5.本发明通过以下技术方案实现:包括机架组件、支承架、回线上模机构、回线下模机构和控制装置,在机架组件顶部中心处设置回线下模机构,在回线下模机构后方通过支承架悬空设置回线上模机构,且回线上模机构处于回线下模机构正上方,在所述回线下模机构前方和后方分别设置正压驱动,各正压驱动上分别设置指向回线下模机构的正压板,在所述回线下模机构左右两端分别设置侧压驱动,各侧压驱动上分别设置指向回线下模机构的侧压板,其中,所述回线上模机构包括升降驱动、升降座、压合驱动、回线上模、粘压板、粘压驱动,所述升降驱动设置于支承架顶部,所述升降座设置于升降驱动下端,所述压合驱动分别设置于升降座顶部两侧,所述压合驱动的下端向下穿出升降座连接回线上模,所述回线上模设置呈镂空结构,其下表面呈与a型曼陀铃回线配适的曲线结构,在回线上模的下表面分别设置数块与其形状配适的粘压板,在回线上模的镂空部内对应各粘压板设置粘压驱动,粘压驱动则分别连接与之对应的粘压板。
6.进一步的,所述的回线下模机构包括回线下模、回线定位驱动、回线定位板,所述回线下模固定设置于机架组件顶部中心处,在所述回线下模的顶部设有向下凹陷的,与a型曼陀铃回线配适的凹槽,在所述回线下模的任一外侧边缘上垂向设置回线定位驱动,所述回线定位驱动的顶部设置回线定位板,回线定位驱动控制回线定位板的高度。
7.进一步的,所述的回线下模的凹槽的槽壁上分别设置数个出风孔,出风孔通过与回线下模底部的风管连接,风管则连接干燥风机。
8.本发明的有益效果是:本发明结构紧凑,粘合操作简便,能对曼陀铃侧板与回线进行快速组合定位,大大减少人工入环境和各部件多次粘接的时间,提升了组装效率;多角度和多层施压,粘合紧密度稳定可控,消除曼陀铃侧板与回线粘结缝隙死区,有效减小了侧板
与面板的接触面积,降低侧板与底板分开的几率,进而保障曼陀铃里面声音的传递质量,最终达到提升曼陀铃乐器整体质量和生产效率目的。
附图说明
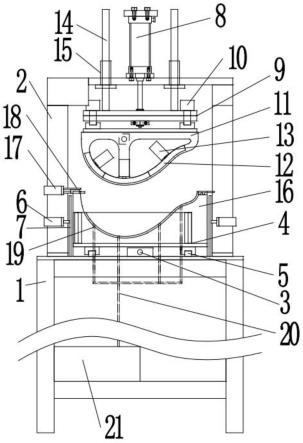
9.图1为本发明的结构示意图;
10.图2为本发明的右视结构示意图;
11.图中标号:1~机架组件,2~支承架,3~正压驱动,4~正压板,5~导轨,6~侧压驱动,7~侧压板,8~升降驱动,9~升降座,10~压合驱动,11~回线上模,12~粘压板,13~粘压驱动,14~升降导杆,15~升降滑座,16~回线下模,17~回线定位驱动,18~回线定位板,19~出风孔,20~风管,21~干燥风机。
具体实施方式
12.为了使本技术领域的技术人员能更好地理解本发明的技术方案,下面结合附图对其具体实施方式进行详细的说明。
13.如图1~2所示的适于a型曼陀铃回线的粘接成型装置,包括机架组件1、支承架2、回线上模机构、回线下模机构和控制装置,在机架组件1顶部中心处设置回线下模机构,在回线下模机构后方通过支承架2悬空设置回线上模机构,且回线上模机构处于回线下模机构正上方,在所述回线下模机构前方和后方分别设置正压驱动3,各正压驱动3上分别设置指向回线下模机构的正压板4,在所述回线下模机构左右两端分别设置侧压驱动6,各侧压驱动6上分别设置指向回线下模机构的侧压板7,其中,所述回线上模机构包括升降驱动8、升降座9、压合驱动10、回线上模11、粘压板12、粘压驱动13,所述升降驱动8设置于支承架2顶部,所述升降座9设置于升降驱动8下端,所述压合驱动10分别设置于升降座9顶部两侧,所述压合驱动10的下端向下穿出升降座9连接回线上模11,所述回线上模11设置呈镂空结构,其下表面呈与a型曼陀铃回线配适的曲线结构,在回线上模11的下表面分别设置数块与其形状配适的粘压板12,在回线上模11的镂空部内对应各粘压板12设置粘压驱动13,粘压驱动13则分别连接与之对应的粘压板12,粘压板12和粘压驱动13能确保回线与侧板的粘接环适配,提升粘合质量,消除粘结缝隙死区。
14.所述的回线下模机构包括回线下模16、回线定位驱动17、回线定位板18,所述回线下模16固定设置于机架组件1顶部中心处,在所述回线下模16的顶部设有向下凹陷的,与a型曼陀铃回线配适的凹槽,在所述回线下模16的任一外侧边缘上垂向设置回线定位驱动17,所述回线定位驱动17的顶部设置回线定位板18,回线定位驱动17控制回线定位板18的高度。
15.各所述的正压板4底部设置有垂直于回线下模16的导轨5,导轨5与正压板4滑动配合连接,所述正压驱动3设置于导轨5的外端。
16.所述的在升降座9顶部两侧分别设置升降导杆14,在支承架2顶部对应升降导杆14设置升降滑座15,升降导杆14滑动配合连接升降滑座15,且升降导杆14处于压合驱动10内侧。
17.所述的回线上模11的下表面分别设有与粘压板12形状配适的容纳槽。
18.所述的正压驱动3、侧压驱动6、升降驱动8、压合驱动10、粘压驱动13为气缸或液压
缸。
19.所述的回线定位驱动17为气缸或液压缸。
20.所述的回线定位板18设置呈“[”结构,保证回线定位板18在升降过程中不受回线上模11干扰,同时又能对回线进行定位。
[0021]
所述的回线下模16的凹槽的槽壁上分别设置数个出风孔19,出风孔19通过与回线下模16底部的风管20连接,风管20则连接干燥风机21。
[0022]
所述的干燥风机21为具有加热功能的冷风机。
[0023]
所述的回线下模16的正面和后面分别设置有支承侧板的凸缘。
[0024]
所述的控制装置为单片机或plc可编程逻辑控制器。
[0025]
本发明的工作方式:在工作前,先把曼陀铃侧板、回线分别进行人工或者自动涂胶;
[0026]
其次,把回线放置到回线下模16的凹槽中,正压驱动3带动正压板4接近回线下模16,随后把曼陀铃侧板分别放置到回线下模16的正面和后面的凸缘上,正压驱动3继续带动正压板4运动,把曼陀铃侧板压在回线上进行定位;
[0027]
第三,升降驱动8带动升降座9下降,进而使回线上模11下降接近回线下模16,然后压合驱动10启动控制回线上模11继续下降压在回线上,使回线上模11的压力作用于曼陀铃侧板上,回线与曼陀铃侧板实现粘接;此时,设置于回线上模11镂空部中的粘压驱动13启动推出各粘压板12继续施压,使得回线与曼陀铃侧板内部的位置能够充分压合并粘接,消除粘结缝隙死区;
[0028]
第四,当粘结完成后,正压驱动3、侧压驱动6、升降驱动8、压合驱动10、粘压驱动13分别复位,取出由回线与曼陀铃侧板粘接好的组件即可。
[0029]
在上述粘结过程中,侧压驱动6驱动侧压板7沿x轴方向水平移动,使侧压板7的压力作用在回线的x轴方向上,控制回线与曼陀铃侧板实现粘接;回线定位驱动17驱动回线定位板18升降对回线x轴进行定位找准,保证回线和曼陀铃侧板多维度定位的准确性;根据实际胶水性质、干涸时间和速率要求,启动干燥风机21通过出风孔19输出冷风或热风,加快粘结后胶水干涸时间,提高回线与曼陀铃侧板的粘接效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。