1.本发明属于天然气滤芯技术领域,更具体地,涉及一种防并褶的天然气滤芯。
背景技术:
2.燃气轮机设备精密度高,要求所使用的天然气具有较高的洁净度。然而天然气由于其温度高、压力大,且具有一定的腐蚀性。在部分严苛的场合,要求滤芯的核心滤材必须采用不低于06cr19ni10不锈钢的金属网或金属毡。
3.金属网或金属毡滤芯的结构形式主要有圆片式滤网结构、圆筒式烧结网结构和波折式滤筒结构。其各自特点为:圆片式滤网结构滤芯等同于在管道截面内铺一层过滤网,易加工,但过滤面积有限,需要频繁停机更换;圆筒式烧结网结构滤芯将滤网烧结在圆筒状,增加了过滤面积,但要求有足够的尺寸,否则纳污量有限;波折式滤筒结构滤芯在有限空间内增加了过滤面积,具有较高的纳污量,但存在并褶失效的可能性,对成型工艺提出了较高要求。因此,急需一种解决金属滤网易并褶的问题、以及在有限空间内增加过滤面积的一种优化结构。
技术实现要素:
4.针对现有技术的缺陷,本发明的目的在于提供一种防并褶的天然气滤芯,主要解决现有天然气滤芯滤网易并褶,且过滤面积不够大的问题。
5.为实现上述目的,本发明提供了一种防并褶的天然气滤芯,所述滤芯包括第一圆形端盖、第二圆形端盖、筒形内骨架和滤筒:
6.所述第一圆形端盖的周向设置有第一凸台,其中心开设有第一通孔,且内底面上设置有与所述第一通孔同轴的中空圆柱形第一滤芯座,所述第一滤芯座的内径与所述第一通孔的直径相同;
7.所述第二圆形端盖的周向设置有第二凸台,其中心开设有第二通孔,且内底面上设置有与所述第二通孔同轴的中空圆柱形第二滤芯座,所述第二滤芯座的内径与所述第二通孔的直径相同;
8.所述筒形内骨架的两端分别套设于所述第一滤芯座和所述第二滤芯座外部;
9.所述滤筒套设于所述筒形内骨架外部,滤筒两端分别抵接于所述第一圆形端盖和所述第二圆形端盖的内底面,并分别与所述第一凸台和所述第二凸台固定连接,所述滤筒的横截面为由多个马鞍形和倒v形交替连接组成的环形,所述马鞍形和倒v形的褶皱线均与所述筒形内骨架的轴线平行。
10.进一步地,所述滤筒采用如下方式获得:先由第一矩形褶皱滤饼打褶形成第二矩形褶皱滤饼,再由所述第二矩形褶皱滤饼的对边按预设宽度l搭边后形成所述滤筒,其中,所述第一矩形褶皱滤饼的褶皱呈波浪形,所述第二矩形褶皱滤饼的褶皱为多个交替连接的所述马鞍形和倒v形,其通过对所述波浪形的波峰和波谷打褶后形成。
11.进一步地,所述马鞍形的高度h满足:
12.15mm≤h≤16mm。
13.进一步地,所述倒v形的高度h满足:
14.4mm≤h≤5mm。
15.进一步地,所述马鞍形的高度h与所述倒v形的高度h满足:
16.3h≤h≤4h。
17.进一步地,所述预设宽度l满足:
18.3mm≤l≤5mm。
19.更进一步地,所述所述马鞍形的大开口宽度处于8mm-12mm之间。
20.进一步地,所述马鞍形的两边拱起部位为尖角状。
21.进一步地,所述第一圆形端盖和第二圆形端盖的外底面分别同轴固定有第一密封垫圈和第二密封垫圈,所述第一密封垫圈和所述第二密封垫圈的内径均和所述滤筒的内径相同。
22.通过本发明所构思的以上技术方案,与现有技术相比,主要具备以下优点:
23.1、通过将天然气滤芯的滤筒横截面设计为由多个马鞍形褶皱和倒v形褶皱交替连接组成环形,且所有褶皱的褶皱线均与内骨架轴线平行,马鞍形褶皱起到主要的过滤作用,而倒v形褶皱则隔绝了马鞍形褶皱的过滤面,有效防止了这些过滤面在高压差下产生的并褶现象。
24.2、通过将滤筒横截面的马鞍形和倒v形设计成高度不同的结构,具体地,马鞍形的高度是倒v形高度的3-4倍,马鞍形高度具体设置在15-16mm之间,倒v形高度设置在4-5mm之间,且马鞍形两个开口中大开口的宽度控制在8-12mm之间。在上述高度和宽度下,既能够保证油液滤芯防并褶情况的发生,又由于多个倒v形褶皱的滤面也产生一定的过滤作用,因此能最大化地增加天然气滤芯整体的过滤面积,达到最佳的过滤效果。
25.3、本发明的天然气滤芯滤筒通过搭边固定,且搭边宽度限定在3-5mm,能够保证搭边牢固性的同时,不影响过滤效果。两个端盖外均设置有密封垫圈,且密封垫圈的内径与滤筒的内径均相同,并采用粘合剂固定的方式连接,使得滤芯成品外观的一致性更强,且使得滤芯的密封性也更强。
附图说明
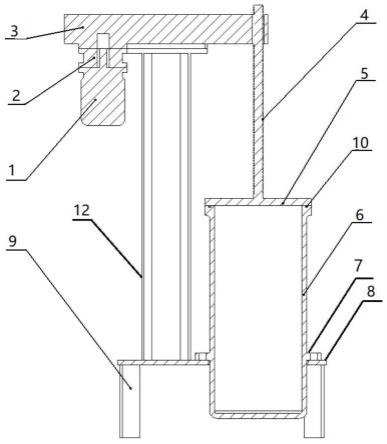
26.图1是本发明实施例中防并褶的天然气滤芯正面剖视图;
27.图2是本发明实施例中的防并褶的天然气滤芯俯视示意图;
28.图3是本发明实施例中的第二矩形褶皱滤饼示意图;
29.图4是本发明实施例中利用楔形工装固定v形结构间距后的第二矩形褶皱滤饼示意图;
30.图5是本发明实施例中的第一矩形褶皱滤饼示意图;
31.图6是本发明实施例中马鞍形和v形高度示意图。
32.图中:1a-第一圆形端盖、1b-第二圆形端盖、2-内骨架、3-滤筒、4a-第一凸台、4b-第二凸台、5a-第一通孔、5b-第二通孔、6a-第一滤芯座、6b-第二滤芯座、7-马鞍形、8-倒v形、9-褶皱线、10-第二矩形褶皱滤饼、11-第一矩形褶皱滤饼、12-波浪形、13-对边、14-第一密封垫圈、15-第二密封垫圈、16-楔形工装、17-粘合剂。
具体实施方式
33.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
34.如图1所示,为本实施例中一种防并褶的天然气滤芯正面剖视图,滤芯包括第一圆形端盖1a、第二圆形端盖1b、筒形内骨架2和滤筒3,其中,上述两个端盖和内骨架2均采用碳钢、不锈钢或铝合金等金属材质,并采用机械加工方式成型,亦可采用abs等非金属材料注塑成型。
35.第一圆形端盖1a的周向设置有第一凸台4a,其中心开设有第一通孔5a,且内底面上设置有与第一通孔5a同轴的中空圆柱形第一滤芯座6a,且第一滤芯座6a的内径与第一通孔5a的直径相同。
36.第二圆形端盖1b的周向设置有第二凸台4b,其中心开设有第二通孔5b,且内底面上设置有与第二通孔5b同轴的中空圆柱形第二滤芯座6b,且第二滤芯座6b的内径与第二通孔5b的直径相同。
37.所述筒形内骨架2的两端分别套设于所述第一滤芯座6a和所述第二滤芯座6b外部。
38.滤筒3套设于内骨架2外部,滤筒3两端分别抵接于第一圆形端盖1a和第二圆形端盖1b的内底面,并分别与第一凸台4a和第二凸台4b固定连接,具体地,可采用耐高温的粘合剂17,该粘合剂17可选用高温环氧胶等胶体与两个凸台进行固定。如图2所示,滤筒3的横截面为由多个马鞍形7和倒v形8交替连接组成的圆环形状,马鞍形7和倒v形8的褶皱线9均与内骨架2的中心轴线平行。
39.优选地,滤筒3由如图5所示的第二矩形褶皱滤饼10的对边13接合形成,具体地,对边可采用焊接方式,如连续电阻焊接方式进行对边13的结合固定。第二矩形褶皱滤饼10由如图3所示的第一矩形褶皱滤饼11再次打褶后形成,第一矩形褶皱滤饼11沿与对边13垂直方向的截面呈波浪形12,对波浪形12的波峰和波谷再次打褶后形成如图5所示的第二矩形褶皱滤饼10,第二矩形褶皱滤饼10沿与对边13垂直方向的截面为多个交替连接的马鞍形7和倒v形8。
40.对第二矩形褶皱滤饼的加工方法为:
41.1)将碳钢、不锈钢或黄铜材质的金属网材料按滤芯尺寸要求采用裁边机裁剪下料,裁剪后形成矩形滤材,矩形滤材的宽度不宜超过800mm,长度根据滤芯实际要求确定;
42.2)采用打褶机按要求将矩形滤材打褶,形成第一矩形褶皱滤饼11,其沿与褶皱线9垂直方向的纵截面呈若干个连续v型结构组成的波浪形12,在其他实施例中,也可以为有多个连续的u形结构组成的波浪形。打褶时选用褶皱高度可调的打褶机,将v形的高度控制在7-21mm之间,优选地,高度为20mm。每个v形结构的高度可全部相同,也可以呈两种高度间隔排列,或者也可呈多个高度有序间隔排列或无序间隔排列;
43.3)如图4所示,将楔形工装16嵌入v形结构中,以固定第一矩形褶皱滤饼11的v型结构间距,并将间距控制在8-12mm之间,优选地,控制在10mm。然后用褶型可调的数控打褶机在波浪形12的波峰和波谷处打褶,打褶的褶型高度设定为步骤2)的v型结构高度的之
间,从而形成形成交替连接的多个马鞍形7和倒v形8的第二矩形滤饼10,当v形结构的高度并不全相同时,即呈两种高度间隔排列、或呈多个高度有序间隔排列或无序间隔排列,对应地马鞍形7的高度和倒v形8的高度也不尽相同;
44.4)第二矩形褶皱滤饼10经过收褶后,首尾对接后用粘合剂17粘合,或者先按照预设宽度l将对边进行搭边,再采用连续电阻焊接的方式固定,形成滤筒3。
45.优选地,预设宽度l满足:
46.l1≤l≤l2
ꢀꢀ
(1)
47.其中,l1本实施例优选为3mm,l2本实施例优选为5mm,若宽度小于3mm,则搭边处的牢固性不够,若搭边大于5mm,则会影响滤筒搭边所在面的过滤效果。
48.当第二矩形褶皱滤饼沿与褶皱线垂直方向的纵截面呈若干个连续v形结构时,如图6所示,对其进行再次打褶后形成的马鞍形7的两边拱起部位为尖角状,尖角的角度处于25度-75度之间,若尖角角度小于25度,则还是容易发生并褶现象,若大于75度,则一定尺寸的矩形褶皱滤饼卷成的滤筒的褶皱间距离太大、滤筒直径过大,滤筒过滤效果会大打折扣。本领域技术人员应当理解,若其纵截面呈若干个连续u形结构时,则马鞍形7的两边拱起呈圆角状,圆角的角度范围与尖角的角度范围相同。
49.优选地,二次打褶形成的马鞍形7的高度h满足:
50.h1≤h≤h2
ꢀꢀ
(2)
51.其中,当v形结构的高度优选为20mm时,h2优选为16mm,h1优选为15mm,h的优选高度为15.5mm。
52.优选地,倒v形8的高度h满足:
53.h1≤h≤h2
ꢀꢀ
(3)
54.其中,当v形结构的高度优选为20mm时,h1优选为4mm,h2优选为5mm,h的最优高度选为4.5mm。
55.优选地,马鞍形7的高度h与倒v形8的高度h满足:
56.3h≤h≤4h
ꢀꢀꢀ
(4)
57.当h和h的高度选取为15.5mm和4.5mm时,除了能够更好的抵抗油液的冲击力并防止并褶的发生外,滤筒3的过滤面积也增加了,较常规天然气滤芯的滤筒,其过滤效果也显然更佳。
58.优选地,第一圆形端盖1a和第二圆形端盖1b的外底面上同轴设置有有第一密封垫圈14和第二密封垫圈15,所述第一密封垫圈14的内径与第一通孔5a的直径相同,第二密封垫圈15和第二通孔5b的直径相同,密封垫圈的设置能够使得端盖处的密封性更好,进一步提高滤芯的过滤效果。
59.第一密封垫圈14和第二密封垫圈15均为全金属材质,并可采用粘合剂固定粘接在两个端盖外底面上,也可采用其他能达到固定效果的手段与两个端盖进行固定,从而更易装配并实现更好的密封效果。
60.本领域的技术人员容易理解,以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。