1.本发明属于乳制品技术领域,具体涉及一种牦牛乳酥油脱膻增香方法。
背景技术:
2.牦牛奶具有营养成分含量丰富,营养价值高等特点,采用牦牛奶为原料加工的乳制品品质更好,营养价值更高。但牦牛奶本身膻味较重,奶香味不足,经加工喷干成粉后气味损失,其奶香味更淡,与普通奶粉相比明显不足,牦牛奶滋气味、口感的不足对产品推广及消费者品尝体验的影响非常巨大。
3.牦牛奶膻味及奶香味主要体现在其脂肪上,也就是所说的牦牛乳酥油,而牦牛乳酥油同时也是藏族人民生活必须品,酥油青稞、酥油奶茶、牦牛奶等是其日常食物,作为市售产品也为其提供收入来源,但因其口味膻重,奶香味不凸显等原因限制了其作为产品的认知发展及推广应用,其香味的不足主要是与其成分组成的特殊性有关,因此需要将牦牛奶中的酥油分离出来,通过现代乳品加工技术手段,利用酶解的技术对牦牛乳酥油的滋气味进行改善提高,以提高牦牛奶及酥油产品的市场认知度及接受度,打造“藏区地域口味”。
4.目前,对牦牛乳酥油的滋味、气味等品质提升方面未见有深入研究及相关报道。
技术实现要素:
5.本发明提供一种牦牛乳酥油脱膻增香方法,旨在解决牦牛乳酥油膻味较重,奶香味不足的问题,从而改善提高牦牛乳酥油的滋气味,扩大其应用。
6.本发明所采用的技术方案是:一种牦牛乳酥油脱膻增香方法,制备步骤如下:(1)将生牦牛乳验收,并进行净乳预处理;(2)净乳后的牦牛奶液通过离心机进行乳脂分离,离心后得到的乳脂肪即为酥油;并使其脂肪含量为30-80%;(3)将步骤(2)所得酥油进行巴氏杀菌处理;(4)将步骤(3)所得酥油降温进行冷冻处理,冷冻暂存时间≥12h;(5)将冷冻后的酥油在酶解罐中进行解冻,使其部分油水分离,解冻后牦牛乳酥油温度保持在40-52℃;(6)加入脂肪酶进行酶解反应;所述脂肪酶按来源为米曲霉发酵制得的脂肪酶、米根霉发酵制得的脂肪酶、假丝酵母发酵制得的脂肪酶、黑曲霉发酵制得的脂肪酶其中的一种或多种以任意比混合;(7)酶解完成后立即进行灭酶处理,即得到具有明显且不同的奶香味的酥油。
7.进一步的:步骤(6)中酶解条件为:酶解温度40-52℃,酶解时间1.0-6.0h;有效ph为4.0-9.0。
8.步骤(6)中脂肪酶用量为所述酥油中含有的脂肪重量的0.01-1.0%。
9.步骤(6)中所述脂肪酶为米曲霉发酵制得的诺维信品牌palatase20000l的脂肪
酶、米根霉发酵制得的天野品牌 lipase mer
ꢀ“
amano”的脂肪酶、假丝酵母发酵制得的天野品牌 lipaseay“amano”30sd的脂肪酶或黑曲霉发酵制得的脂肪酶。
10.步骤(1)中生牦牛乳的净乳预处理方法为:将生牦牛乳进行预热,预热温度45-55℃,然后通过双联过滤器进行过滤去除鲜奶中带入的杂质。
11.步骤(2)中离心操作参数控制为:奶液温度为40℃-60℃,离心机转速≥8000r/min的高速离心机中进行乳脂分离。
12.步骤(3)中巴氏杀菌的条件具体为:其中杀菌温度为88℃-92℃,杀菌保温时间15-18s。
13.步骤(5)中的解冻是在85℃以上的水浴或油浴中进行解冻处理,最终达到油水分离的状态。
14.步骤(7)中灭酶处理的控制参数为:灭酶温度80-90℃,保温15-25min。
15.更进一步的:步骤(6)中脂肪酶用量为所述酥油中含有的脂肪重量的0.03%-0.5%。
16.本发明的优点在于:(1)通过对牦牛乳分离得到的酥油进行酶解,从乳香味来源入手,将酥油中的甘油三酯酶解为中、短链和部分长链脂肪酸、甲基酮类及内酯类等具有挥发性乳香味的物质,从而达到增香的作用,使牦牛乳酥油的滋气味得到提升。其中由米曲霉发酵生产的脂肪酶主要对甘油三酯中1,3位选择性水解催化作用;由米根霉发酵生产的脂肪酶主要水解甘油三酯中短链、中链和长链脂肪酸,在甘油三酯的1位和3位优先选择短链和中链脂肪酸;由假丝酵母发酵生产的脂肪酶对甘油三酯的1、2、3位置的短链、中链和长链脂肪酸进行酶解作用;由黑曲霉发酵生产的脂肪酶催化底物甘油三酯水解,生成游离脂肪酸、甘油、甘油单酯或二酯。
17.(2)在对酥油的酶解过程中,通过酶制剂的选取,酶解条件的优化,其中着重优化了酶解温度范围在40-52℃使酶活力稳定保持在较高范围而不失活;着重优化了酶解时间,时间不足达不到增香脱膻效果,时间过长则会产生较重酸臭味及哈喇味。经过酶解参数的调整及相关试验的结果表明,通过上述控制方法将其中具有挥发性膻味的脂类进行酶解,使其膻味降低,改善了酥油的风味及口感,从而获得不同浓郁风格的酥油。
18.(3)在对酥油的处理制备工艺过程中设计一关键步骤,因为牦牛乳酥油其乳脂肪本身的特殊性,故将离心杀菌后的牦牛乳酥油进行冷冻处理,主要使其乳脂肪物化作用稳定,再进行解冻,使其部分油水分离,此步骤可使后续酶解过程可控,以达到增香脱膻的目的。
19.(4)酶解后的酥油不仅提高了挥发性气味,使气味更加凸显,而且增强了乳香味,很大程度上又减少降低了膻味,同时对本身具有的营养成分不会造成损失,极大地保留了营养性。
20.(5)本发明的加工制备简洁,可操作性强,通过选取不同的酶制剂,使牦牛乳酥油香味提升、膻味减少的同时,不同酶制剂作用后的呈味侧重点各不相同,对风味的把控灵活多变,使其风味的呈现更加丰富。
21.(6)拓展了牦牛乳酥油的应用,使其应用范围更加广泛,不仅可用于牦牛奶的增味增香、还可应用于酥油奶茶、烘焙、发酵乳等方面,以及作为大多数乳制品的加工原料使用,
这点很大程度上提高了牦牛乳酥油的价值,为藏区经济发展带来效益。
具体实施方式
22.以下将举例说明一种牦牛乳酥油脱膻增香方法的具体实施,所举实例只用于解释本发明,列举出的也只是本发明的一部分实例,但本发明也不仅仅局限于这些实例,并非用于限定本发明的范围。
23.下述实施例中的生牦牛乳来自于甘南藏族自治州博拉、多河地区。
24.实施例1,一种牦牛乳酥油脱膻增香方法,将生牦牛乳进行检测验收,合格后使用板式换热器对生牦牛乳进行预热处理,预热温度50℃
±
5℃,然后通过双联过滤器进行过滤去除鲜奶中带入的杂质,进行净乳。
25.净乳后的牦牛奶液立即通过高速离心机进行乳脂分离,过料温度为40℃,离心机转速设定8000r/min,乳脂分离时控制离心机分离奶油的含脂率为30%,离心完成后即得到30%脂肪含量的牦牛乳酥油。
26.分离后的酥油通过巴氏杀菌机组对酥油中微生物进行杀菌处理,杀菌温度为90℃
±
2℃,杀菌保温时间15s。
27.将杀菌后的酥油降温进行冷冻处理,冷冻温度为-18℃,冷冻暂存时间为12h。
28.将冷冻后的酥油在酶解罐中进行水浴解冻,温度85℃,使其部分油水分离,解冻后牦牛乳酥油温度保持在40℃。
29.加入0.01%(以酥油含有的脂肪重量计)的米根霉来源的天野牌 lipase mer“amano”脂肪酶,在酶解温度40℃,酶解时间1.0h;ph为4.0-9.0的酶解条件下进行酶解反应。
30.酶解完成后在温度80℃,保温25min下进行灭酶处理,即得到酶解后的具有淡奶香味的酥油。
31.实施例2,一种牦牛乳酥油脱膻增香方法,将生牦牛乳进行检测验收,合格后使用板式换热器对生牦牛乳进行预热处理,预热温度50℃
±
5℃,然后通过双联过滤器进行过滤去除鲜奶中带入的杂质,进行净乳。
32.净乳后的牦牛奶液立即通过高速离心机进行乳脂分离,过料温度为50℃,离心机转速设定8000r/min,乳脂分离时控制离心机分离奶油的含脂率为55%,离心完成后即得到55%脂肪含量的牦牛乳酥油。
33.分离后的酥油通过巴氏杀菌机组对酥油中微生物进行杀菌处理,杀菌温度为90℃
±
2℃,杀菌保温时间16s。
34.将杀菌后的酥油降温进行冷冻处理,冷冻温度为-18℃,冷冻暂存时间为12h。
35.将冷冻后的酥油在酶解罐中进行水浴解冻,温度85℃,使其部分油水分离,解冻后牦牛乳酥油温度保持在45℃。
36.加入0.5%(以酥油含有的脂肪重量计)的假丝酵母来源的天野牌 lipaseay“amano”30sd脂肪酶,在酶解温度45℃,酶解时间3.0h;ph为4.0-9.0的酶解条件下进行酶解反应。
37.酶解完成后在温度85℃,保温20min下进行灭酶处理,即得到酶解后的具有厚重奶香味的酥油。
38.实施例3,一种牦牛乳酥油脱膻增香方法,将生牦牛乳进行检测验收,合格后使用板式换热器对生牦牛乳进行预热处理,预热温度50℃
±
5℃,然后通过双联过滤器进行过滤去除鲜奶中带入的杂质,进行净乳。
39.净乳后的牦牛奶液立即通过高速离心机进行乳脂分离,过料温度为60℃,离心机转速设定8000r/min,乳脂分离时控制离心机分离奶油的含脂率为80%,离心完成后即得到80%脂肪含量的牦牛乳酥油。
40.分离后的酥油通过巴氏杀菌机组对酥油中微生物进行杀菌处理,杀菌温度为90℃
±
2℃,杀菌保温时间18s。
41.将杀菌后的酥油降温进行冷冻处理,冷冻温度为-18℃,冷冻暂存时间为12h。
42.将冷冻后的酥油在酶解罐中进行水浴解冻,温度,90℃,使其部分油水分离,解冻后牦牛乳酥油温度保持在50℃。
43.加入1.0%(以酥油含有的脂肪重量计)的米曲霉来源的诺维信牌palatase20000l脂肪酶,在酶解温度50℃,酶解时间6.0h;ph为4.0-9.0的酶解条件下进行酶解反应。
44.酶解完成后在温度90℃,保温15min下进行灭酶处理,即得到酶解后的具有微酸且浓郁奶香味的酥油。
45.实施例4,一种牦牛乳酥油脱膻增香方法,将生牦牛乳进行检测验收,合格后使用板式换热器对生牦牛乳进行预热处理,预热温度50℃
±
5℃,然后通过双联过滤器进行过滤去除鲜奶中带入的杂质,进行净乳。
46.净乳后的牦牛奶液立即通过高速离心机进行乳脂分离,过料温度为40℃,离心机转速设定8000r/min,乳脂分离时控制离心机分离奶油的含脂率为45%,离心完成后即得到45%脂肪含量的牦牛乳酥油。
47.分离后的酥油通过巴氏杀菌机组对酥油中微生物进行杀菌处理,杀菌温度为90℃
±
2℃,杀菌保温时间15s。
48.将杀菌后的酥油降温进行冷冻处理,冷冻温度为-18℃,冷冻暂存时间为12h。
49.将冷冻后的酥油在酶解罐中进行水浴解冻,温度90℃,使其部分油水分离,解冻后牦牛乳酥油温度保持在48℃。
50.加入0.03%(以酥油含有的脂肪重量计)的米曲霉来源的诺维信牌palatase20000l脂肪酶,在酶解温度48℃,酶解时间4.0h;ph为4.0-9.0的酶解条件下进行酶解反应。
51.酶解完成后在温度85℃,保温20min下进行灭酶处理,即得到酶解后具有愉悦清香的奶香味的酥油。
52.实施例5,一种牦牛乳酥油脱膻增香方法,将生牦牛乳进行检测验收,合格后使用板式换热器对生牦牛乳进行预热处理,预热温度50℃
±
5℃,然后通过双联过滤器进行过滤去除鲜奶中带入的杂质,进行净乳。
53.净乳后的牦牛奶液立即通过高速离心机进行乳脂分离,过料温度为40℃,离心机转速设定8000r/min,乳脂分离时控制离心机分离奶油的含脂率为50%,离心完成后即得到50%脂肪含量的牦牛乳酥油。
54.分离后的酥油通过巴氏杀菌机组对酥油中微生物进行杀菌处理,杀菌温度为90℃
±
2℃,杀菌保温时间15s。
55.将杀菌后的酥油降温进行冷冻处理,冷冻温度为-18℃,冷冻暂存时间为12h。
56.将冷冻后的酥油在酶解罐中进行油浴解冻,温度85℃,使其部分油水分离,解冻后牦牛乳酥油温度保持在45℃。
57.加入0.3%(以酥油含有的脂肪重量计)的米根霉来源的天野牌 lipase mer“amano”脂肪酶,在酶解温度45℃,酶解时间5.0h;ph为4.0-9.0的酶解条件下进行酶解反应。
58.酶解完成后在温度85℃,保温20min下进行灭酶处理,即得到酶解后具有浓郁奶香味且夹杂着细微酸奶清香的酥油。
59.实施例6,与实施例5不同之处在于,解冻后牦牛乳酥油温度保持在52℃,加入0.4%(以酥油含有的脂肪重量计)黑曲霉来源的脂肪酶,酶解温度52℃,即得到酶解后具有酸味突出的奶香味酥油。
60.实施例7,与实施例2不同之处在于,加入0.03%(以酥油含有的脂肪重量计)米根霉来源的天野牌 lipase mer“amano”脂肪酶与0.3%(以酥油含有的脂肪重量计)米曲霉来源的诺维信牌palatase20000l脂肪酶组合,即得到酶解后具有浓郁奶香味酥油。
61.实施例8,与实施例7不同之处在于,冷冻后的酥油在酶解罐中进行85℃油浴解冻,加入0.1%(以酥油含有的脂肪重量计)米根霉来源的天野牌 lipase mer“amano”脂肪酶与0.2%(以酥油含有的脂肪重量计)米曲霉来源的诺维信牌palatase20000l脂肪酶组合,即得到酶解后具有浓郁奶香味酥油。
62.实施例9,与实施例7不同之处在于,加入0.4%(以酥油含有的脂肪重量计)米根霉来源的天野牌 lipase mer“amano”脂肪酶与米曲霉来源的诺维信牌palatase20000l脂肪酶,以1:1比例组合的脂肪酶,即得到酶解后具有浓郁奶香味酥油。
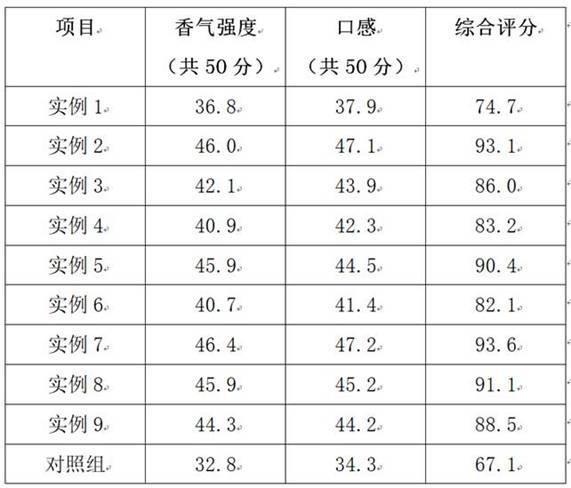
63.增香效果评价试验对比试验一:试验采用以牦牛奶、红茶水、牦牛奶酥油为原料调配制成酥油奶茶,牦牛奶酥油分别按照上述实施例1至实施例9的制备方法制备,将牦牛奶、红茶水、牦牛奶酥油以7:2:1的比例进行调配,同时以未酶解的牦牛奶酥油调配制成的酥油奶茶作为对照,进行品尝试验,通过品评酥油奶茶的香气强度和口感,以评判酥油的增香效果,酥油奶茶的品评为盲评,评价人员共20人,10男10女,以满分为100分计进行评分,具体品评情况见下表:表1 酥油奶茶品评评分表
由表1可知,本发明所列举的实例与对照组相比,不论从香气强度上,还是从口感上得分均高于对照组,其中优选的实例2和实例7均效果明显,可见本发明中酶的选择、用量及酶解的时间在转化实现时是很重要的考量因素。同时也说明了本发明对牦牛乳酥油的滋气味有极大的改善作用。
64.对比试验二:酶解稀奶油目前普遍的操作工艺是将稀奶油通过巴氏杀菌后不经过冷冻处理而直接加入酶制剂进行酶解。若将此操作工艺应用于酶解牦牛乳酥油则达不到脱膻增香的目的,此外还会产生不良气味和口感。经反复试验研究,在酶解前将牦牛乳酥油进行冷冻处理,加之对酶解条件参数的优化,则会达到牦牛乳酥油脱膻增香的目的。试验二通过对经冷冻处理与未经冷冻处理的牦牛乳酥油进行酶解,将其酶解产物进行对比,从而说明本发明的应用所达到的效果。具体对比试验说明如下:试验以2%脂肪含量的半脱脂牦牛奶中加入2.5%的牦牛乳酥油,经剪切、均质配置成脂肪含量约4.5%的牦牛奶为评判对象。牦牛乳酥油分别按照优选的上述实例2和实例7的制备方法制备;对照组用牦牛乳酥油在上述实例2和实例7制备方法中不进行冷冻处理,在巴氏杀菌后的牦牛乳酥油进行冷却降温至酶解温度后,保存于酶解罐内直接进行后续酶解制备步骤;同时以上两者再与未经酶解的牦牛乳酥油同样调配制成牦牛奶进行对比,三者进行品尝试验,通过品评牦牛奶的香气强度和口感,以评判牦牛乳酥油处理工艺的效果及酶解后的增香效果,牦牛奶的品评为盲评,评价人员共20人,10男10女,以满分为100分计进行评分,具体品评情况见下表:
表2 牦牛奶品评评分表由表2可知,本发明所列举的实施例与对照组相比,不论从香气强度上,还是从口感上得分均高于对照组和未酶解牦牛奶对比组,其中优选的实施例2和实施例7均效果明显,可见本发明中对酶解前牦牛乳酥油的处理方法起到了关键的作用,在牦牛乳酥油脱膻增香成果转化实现及制备过程中是很重要的考量因素。同时也说明了本发明对牦牛乳酥油的滋气味有极大的改善作用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。