1.本实用新型属于气溶胶生成制品领域,尤其属于使用气溶胶源材料颗粒的气溶胶生成制品技术领域,更具体的涉及一种落料式颗粒型气溶胶生成制品及气溶胶生成系统。
背景技术:
2.颗粒型气溶胶生成制品是近年来新型的一种加热不燃烧型(heat-not-burn,缩写为hnb)气溶胶生成制品,其以气溶胶源材料颗粒代替气溶胶源材料薄片作为气溶胶发生材料,气溶胶源材料颗粒比气溶胶源材料薄片受热更均匀,且气溶胶沿颗粒间间隙扩散也比沿薄片类材料间隙扩散更顺畅,因此深受消费者喜爱。
3.颗粒型气溶胶生成制品是市面上的已知产品,参考附图1说明其结构:其主体结构为一个一体化外套筒x1,其远唇端被封口膜x2所密封,然后向其中填充气溶胶源材料颗粒x3形成颗粒段,并在颗粒段下游设置带有多通孔固件段(俗称“齿轮件”)x4、然后留出一个气流通道段x5用于汇总和容纳气溶胶(有时候气流通道段x5是单独的一段空腔,或者有时候该气流通道段x5为一个中空棒),气流通道段x5下游是过滤段x6,兼作为烟嘴使用,供用户叼在口中。该气溶胶生成制品在使用时将远唇端插入加热器具中,加热器具具有加热元件,对气溶胶源材料颗粒加热使其释放气态香味成分,气态香味成分在气流通道段x5中遇冷空气冷凝成肉眼可见的气溶胶,然后该气溶胶经过滤段过滤后进入用户口中。
4.其中气流通道段x5对于气溶胶形成是至关重要的,根据气溶胶科学理论,受热释放的气态香味成分需要遇冷才能冷凝成固体微粒或液体微粒,且该固体微粒或液体微粒需要悬浮在空气中才能形成肉眼可见的气溶胶(俗称“烟”或者“雾”或者笼统称为“烟雾”)。因此,在现有的颗粒型气溶胶生成制品中,都必须留有该气流通道段x5。
5.此外,因颗粒是松散的且具有流动性,如果不对其进行约束,气溶胶生成制品水平放置或倒置时颗粒难免会大规模地流向下游的气流通道段x5,导致加热元件所能直接加热的颗粒大幅减少,释放的香味成分和后续产生的气溶胶量自然也会随着变少,为确保颗粒被充分加热,必须将颗粒约束在加热元件附近的有限空间内。这种约束目前是靠颗粒段上游设置封口膜x2和在颗粒段下游提供多通孔固件段x4来实现,两端约束使颗粒不会到处流动。
6.其中封口膜x2通常为高透气薄纸,然后利用粘结的方法粘贴到外套筒x1的上游端面,该封口膜x2粘贴过程工序复杂,效率低,需要专门的粘贴封口膜设备。另外,由于外套筒x1端面不在同一平面、有毛刺等、薄纸表面有缺陷、涂胶不均匀等因素造成封口膜粘贴不牢靠,在后续生产过程中封住气溶胶生成制品口的封口膜脱胶,造成内贮颗粒材料泄漏,既污染生产环境,还造成一定其它物料损失,影响生产效率。现在的颗粒型加热卷烟采用封口膜封口,灌装颗粒的方式制作。存在自动化程度低,封口成功率低(并且难以检测),气溶胶生成制品生产效率不高的问题。在使用时,刺破封口膜进行加热,气溶胶生成制品拔出气溶胶生成器具后颗粒洒出,导致气溶胶生成器具清洁困难。
7.其中多通孔固件段x4材质通常是陶瓷或硅胶,其外壁通过粘合剂牢固粘贴在纸筒
内壁上,其中心具有至少一个轴向通孔x41,和/或,其外周具有至少一个周缘通气槽x42,它们的尺寸均可供烟雾通过但不允许气溶胶源材料颗粒通过,既封堵气溶胶源材料颗粒又能传递烟气。但多通孔固件段的存在给颗粒型气溶胶生成制品的工业化制造带来了成本增加和诸多操作上的不便,因此,本领域技术人员一直希望能取消掉该多通孔固件段。但取消多通孔固件段后,在颗粒段下游必须设置气流通道段汇总和容纳气溶胶,且该段还能约束散落的气溶胶源材料颗粒,存在一个两难问题。
8.除此之外,现有的颗粒型气溶胶生成制品的气溶胶源材料颗粒均是位于气溶胶生成制品的最上游(端面处仅通过薄薄的封口膜与外界隔开),在运输储存过程中,气溶胶源材料颗粒很容易受到外界的影响。另外,为了保证抽吸时气溶胶源材料颗粒更容易受热产生气溶胶,且为了产生的气溶胶可以更好的释放出来,气溶胶源材料颗粒需要堆积的尽量松散一些,不能特别紧密。但是这样就会导致,在运输储存过程中,气溶胶源材料颗粒与空气接触面积较大,从而造成气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的散失。
9.另外,现有产品中为了提高烟气的降温效果,通常需要在气溶胶生成制品的侧壁上形成通气孔,以便将外界环境空气引入气溶胶生成制品内部的气流通道内,与烟气进行混合,并对烟气进行降温。而在非抽吸时,也就是说,气溶胶生成制品的运输或者储存过程中,该通气孔的存在会使得空气进入气溶胶生成制品内部,或多或少的与气溶胶源材料颗粒接触,从而造成气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的散失,或者外界空气中的水分通过该通气孔进入气溶胶生成制品内部,也容易导致气溶胶源材料颗粒受潮,不利于气溶胶源材料颗粒的保存。
10.因此,如何取消掉封口膜和多通孔固件段,还能完成对散落的气溶胶源材料颗粒的约束,以及保证生成的气溶胶可以顺利送至过滤段,更进一步的,如何做到使气溶胶源材料颗粒在运输和储存过程中不在气溶胶生成制品的最上游,以及通气孔的设置,是人们迫切希望解决的问题。
11.本实用新型旨在解决上述问题。
技术实现要素:
12.本实用新型第一方面提供一种落料式颗粒型气溶胶生成制品,其包括主体部分和位于所述主体部分外侧的外套筒5;
13.所述主体部分包括内管1以及位于所述内管1内,从近唇端到远唇端依次排列的过滤部件2和中空部件3,所述中空部件3的中空空腔内具有气溶胶源材料颗粒部件4;
14.所述外套筒5具有顶部敞口51和封口底面52,其中所述顶部敞口51位于所述过滤部件2一侧,所述封口底面52位于所述中空部件3一侧,所述封口底面52 以封堵所述中空部件3中的气溶胶源材料颗粒部件4;
15.所述外套筒5可相对于所述主体部分轴向移动,以使所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔 6,所述中空部件3中的气溶胶源材料颗粒部件4移动到所述空腔6中。
16.其中,可以通过手动拔所述外套筒5或者所述主体部分,从而使所述外套筒5 相对于所述主体部分轴向移动,也可以通过在气溶胶生成器具上设置拔动装置,从而产生两者
的相对轴向运动。当然优选地,是通过下文所述的气溶胶生成器具实现此功能。
17.本实用新型中提及的上下游是以气体流动方向而确定的。更具体的远唇端为上游,近唇端为下游。
18.本实用新型中依次排列并不限定于两者是紧密连接的,只是对先后顺序的限定。也就是说任意两者之间可以插入其他形式的单元。
19.本实用新型中内管1和外套筒5之间通过摩擦力或者轻微胶粘的形式固定,只要保证运输储存过程两者不会发生相对移动,而在外力作用下两者之间可以相对移动。
20.优选地,所述颗粒型气溶胶生成制品处于非抽吸状态位置时,所述外套筒5 的所述封口底面52封堵所述中空部件3中的气溶胶源材料颗粒部件4;
21.所述颗粒型气溶胶生成制品处于抽吸状态位置时,所述外套筒5相对于所述主体部分轴向移动,所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔6,所述中空部件3中容纳的气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6中,所述中空部件3的中空空腔区域形成气流通道7。
22.也就是说,本实用新型颗粒型气溶胶生成制品处于非抽吸状态和抽吸状态时,气溶胶源材料颗粒和封口底面52均是具有两种位置,在处于非抽吸状态时,所述封口底面52封堵所述中空部件3中的气溶胶源材料颗粒部件4。当处于抽吸状态时,所述外套筒5相对于所述主体部分轴向移动,所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔6,所述中空部件3中容纳的气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6 中,所述中空部件3的中空空腔区域形成气流通道7。
23.由于运输储存途中,气溶胶源材料颗粒位于中空部件3的空腔内,气溶胶源材料颗粒可以装填的更加紧密,与空气的接触面积最少,从而保证气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的更好的保存。而在进入抽吸状态位置时随着所述外套筒5相对于所述主体部分轴向移动,气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6中,由于空腔6直径尺寸更大,而颗粒掉落至此处后相对会更加松散,利于气溶胶的产生以及释放。而原本容纳气溶胶源材料颗粒处的中空空腔形成气流通道,为气溶胶的流动和汇聚提供空间。
24.优选地,所述封口底面52处具有开口521,而所述封口底面52除去所述开口 521后剩余部分作为突出部522,所述外套筒5内具有卡封部件523,所述突出部 522以将所述卡封部件523限定到所述外套筒5内,且所述卡封部件523可封堵所述开口521,所述卡封部件523可在外力作用下相对于所述外套筒5轴向移动。所述卡封部件523可在外力作用下相对于所述外套筒5轴向移动的目的在于气溶胶生成器具的锁定盘n32过来后可以通过推动所述卡封部件523而进入外套筒5内。
25.所述内管1外侧具有指示标志,可通过指示标志判断所述外套筒5与所述主体部分相对轴向移动到抽吸状态位置。
26.本实用新型落料式颗粒型气溶胶生成制品并不限定制作的工艺,其可以使用灌装的形式,即将各部件依次装填入内管中,其也可以使用复合包裹的形式,即将各单元依次排列然后通过包裹卷制的方式形成内管。内管的材料选自但不限于纸材、陶瓷、耐温树脂或陶土。
27.气溶胶生成制品另一端直接选用所述外套筒5的封口底面52约束气溶胶源材料颗
粒,避免了封口膜粘贴不牢靠,发生脱落的问题。
28.优选地,所述内管1选自透气性材料,外界空气可以经所述内管1进入其内部。
29.优选地,所述中空部件3侧壁上具有径向贯穿所述侧壁的通气孔31,所述主体部分与所述外套筒5相对轴向移动到抽吸状态位置后,外界环境空气可经过所述通气孔31进入所述中空部件3的中空空腔内,所述通气孔31的数量为一个或多个。为了提高烟气的降温效果,通常需要在气溶胶生成制品的侧壁上形成通气孔,以便将外界环境空气引入气溶胶生成制品内部的气流通道内,与烟气进行混合,并对烟气进行降温。而在非抽吸时,也就是说,气溶胶生成制品的运输或者储存过程中,该通气孔的存在会使得空气进入气溶胶生成制品内部,或多或少的与气溶胶源材料颗粒接触,从而造成气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的散失,或者外界空气中的水分通过该通气孔进入气溶胶生成制品内部,也容易导致气溶胶源材料颗粒受潮,不利于气溶胶源材料颗粒的保存。而本实用新型中气溶胶生成制品的主体部分外侧还具有外套筒5,通气孔位于主体部分上,在气溶胶生成制品储存运输的非抽吸状态时,外套筒5可以对通气孔进行密封,而当气溶胶生成制品处于抽吸状态时,外套筒5相对于主体部分轴向移动一定距离,使通气孔暴露出来,此时外界空气可经通气孔进入气溶胶生成制品内部。除此之外,通气孔还可以作为外套筒5和主体部分相对轴向运动到抽吸状态位置的指示标志,也就是说,当外套筒5和和主体部分相对轴向运动,直至通气孔刚完全暴露时,及说明达到抽吸状态位置。
30.也就是说,所述内管可以为透气性材料,也可以为不透气材料。当其为透气性材料时,可以通过自身的透气性将空气引入内管内。当其为不透气材料时,可以通过对内管进行打孔的方式将空气引入内管内。当然优选地是采用通气孔的方式,这样通气孔也可以直接作为拔出距离的指示标识,一举两得。
31.优选地,所述中空部件3为一段或者多段。中空部件是具有中空结构的中空棒,比如中空醋纤棒、中空的瓦楞沟槽棒、具有齿轮结构的中空管、或者中空纸管。中空瓦楞沟槽棒和具有齿轮结构的中空管的结构可以参考本技术人已申请的,申请号为2021226872810,名称为一种含限位件的灌装型气溶胶产生制品的专利申请,该专利中对于中空瓦楞沟槽棒和具有齿轮结构的中空管的技术方案和技术效果的表述均适用于本实用新型。
32.优选地,所述卡封部件523选自纸材、聚乳酸片材、醋纤或者耐高温材料,其中耐高温是指可以耐受250-320℃的温度。所述卡封部件523的材料可透气也可不透气,当其透气时,可以适用于普通的允许空气从气溶胶生成制品上游端部进入的加热气溶胶生成器具,当其不透气时,可以适用于不允许空气从气溶胶生成制品上游端部进入的密闭加热的气溶胶生成器具。
33.本实用新型第二方面提供一种气溶胶生成系统,其包括本实用新型第一方面所述的气溶胶生成制品,和气溶胶生成器具;
34.所述气溶胶生成器具包括气溶胶生成器具外壳n1以及位于所述气溶胶生成器具外壳n1内的气溶胶生成制品容纳腔n2,所述气溶胶生成制品容纳腔n2内具有与所述突出部522匹配的锁定部件n3,所述锁定部件n3通过所述突出部522与所述外套筒5固定;
35.所述锁定部件n3可轴向运动,以带动所述外套筒5相对于气溶胶生成制品的所述主体部分轴向移动。
36.优选地,所述锁定部件n3包括支撑杆n31和位于所述支撑杆n31上的锁定盘n32,所
述锁定盘n32上具有与所述突出部522形状一致的缺口n33,且所述锁定盘n32可相对于所述外套筒5旋转运动;此处所述锁定盘n32相对于所述外套筒5旋转运动的方式不限定,可以在气溶胶生成制品插入后手动旋转外套筒5,从而产生所述锁定盘n32和所述外套筒5之间的相对旋转。当然也可以所述气溶胶生成器具的所述支撑杆n31可带动所述锁定盘n32旋转运动,从而产生所述锁定盘n32和所述外套筒5之间的相对旋转。
37.气溶胶生成制品插入所述气溶胶生成制品容纳腔n2后,所述缺口n33与所述突出部522位置对应,以使所述锁定盘n32穿过所述突出部522进入所述外套筒5 内部,进一步所述锁定盘n32和所述外套筒5相对旋转运动,所述缺口n33与所述突出部522位置错位,所述锁定盘n32通过所述突出部522将所述外套筒5固定,以便所述锁定部件n3通过所述突出部522拉动所述外套筒5相对于气溶胶生成制品的所述主体部分轴向移动。
38.优选地,所述气溶胶生成器具外壳n1上还具有锁定启动按键,在气溶胶生成制品插入所述气溶胶生成制品容纳腔n2后,按压所述锁定启动按键,可以控制所述锁定部件n3将所述外套筒5锁定,并拉动所述外套筒5相对于气溶胶生成制品的所述主体部分轴向移动,直至到抽吸状态位置。
39.优选地,气溶胶生成器具和气溶胶生成制品上还具有便于所述缺口n33与所述突出部522对位的标志,以便于消费者在气溶胶生成制品插入时,直接确定好气溶胶生成制品和气溶胶生成器具的位置,保证气溶胶生成制品插入后所述缺口n33 与所述突出部522直接就是已经对位好的。
40.所述外套筒5为纸管、不锈钢管或者可接收电磁感应的金属管。优选地所述外套筒5还带有网状结构。更优选地,所述外套筒5选自接受电磁感应的金属网,相对应的内管靠近封口底面52一侧具有一段防磁材料层。该种情况尤其适用于电磁型加热器具,当气溶胶生成制品插入气溶胶生成制品容纳腔后,气溶胶生成器具的加热程序就可以启动,但是此时由于内管靠近封口底面52一侧具有一段防磁材料层,所以外套筒5并不会接收气溶胶生成器具的电磁发生器而发热,而当锁定部件已经将气溶胶生成制品外套筒5锁定,并且形成空腔6后,内管远离电磁感应区域,从而解除对外套筒5电磁接收的阻止,使外套筒5正常的接收磁感应而受热,也就是说此时外套筒5就相当于电磁加热器具的感受器。这样设置的目的也是方便插入气溶胶生成制品后直接启动气溶胶生成器具,避免先启动锁定部件,再启动加热部件的繁琐步骤。
41.优选地,所述的气溶胶生成系统使用方法如下:
42.a、所述颗粒型气溶胶生成制品处于非抽吸状态位置时,所述外套筒5的所述封口底面52封堵所述中空部件3中的气溶胶源材料颗粒部件4;将处于非抽吸状态位置的气溶胶生成制品插入所述气溶胶生成制品容纳腔n2,所述缺口n33与所述突出部522位置对应,以使所述锁定盘n32穿过所述突出部522进入所述外套筒5内部;
43.b、启动所述锁定部件n3,所述锁定盘n32和所述外套筒5相对旋转运动,所述缺口n33与所述突出部522位置错位,所述锁定盘n32通过所述突出部522 将所述外套筒5固定,以便所述锁定部件n3通过所述突出部522拉动所述外套筒 5相对于气溶胶生成制品的所述主体部分轴向移动,所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔6,所述中空部件3中容纳的气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6 中,所述中空部件3的中空空腔区域形成气流通道7,气溶胶生
成制品处于抽吸状态位置;
44.c、气溶胶生成器具加热部件启动对气溶胶生成制品的气溶胶源材料颗粒部件 4进行加热,从而产生气溶胶。
45.与本实用新型使用的气溶胶生成制品配套使用的气溶胶生成器具的加热元件形式可以为周向的加热筒,也可以为中心的加热棒,而加热元件产生热量的形式可以为电磁加热,也可以为电阻加热。
46.本实用新型气溶胶生成制品更优选地适用于周向型电阻加热气溶胶生成器具,以及电磁型加热气溶胶生成器具。当与其配套使用的气溶胶生成器具为周向型电阻加热气溶胶生成器具时,只需要将加热筒加热元件轴向上位于所述气溶胶源材料颗粒外侧即可。而当与其配套使用的气溶胶生成器具为电磁型加热气溶胶生成器具,只需要将可接受磁场的感受器轴向上位于所述气溶胶源材料颗粒外侧,或者设置到气溶胶源材料颗粒,或者更简单的直接将包裹气溶胶源材料颗粒处的外套筒5上设置感受器材料即可。
47.上述技术方案在不矛盾的前提下,可自由组合。
48.本实用新型具有以下有益效果:
49.1、本实用新型气溶胶生成制品取消了多通孔固件段和封口膜,但运输储存过程中仍能通过外套筒5封口底面52对颗粒进行两端约束,本实用新型颗粒型气溶胶生成制品处于非抽吸状态和抽吸状态时,气溶胶源材料颗粒和封口底面52均是具有两种位置,在处于非抽吸状态时,所述封口底面52封堵所述中空部件3中的气溶胶源材料颗粒部件4。当处于抽吸状态时,所述外套筒5相对于所述主体部分轴向移动,所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔6,所述中空部件3中容纳的气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6中,所述中空部件3的中空空腔区域形成气流通道7。
50.2、由于运输储存途中,气溶胶源材料颗粒位于中空部件3的空腔内,气溶胶源材料颗粒可以装填的更加紧密,与空气的接触面积最少,从而保证气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的更好的保存。而在进入抽吸状态位置时随着所述外套筒5相对于所述主体部分轴向移动,气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6中,由于空腔6直径尺寸更大,而颗粒掉落至此处后相对会更加松散,利于气溶胶的产生以及释放。而原本容纳气溶胶源材料颗粒处的中空空腔形成气流通道,为气溶胶的流动和汇聚提供空间。
51.3、为了提高烟气的降温效果,通常需要在气溶胶生成制品的侧壁上形成通气孔,以便将外界环境空气引入气溶胶生成制品内部的气流通道内,与烟气进行混合,并对烟气进行降温。而在非抽吸时,也就是说,气溶胶生成制品的运输或者储存过程中,该通气孔的存在会使得空气进入气溶胶生成制品内部,或多或少的与气溶胶源材料颗粒接触,从而造成气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的散失,或者外界空气中的水分通过该通气孔进入气溶胶生成制品内部,也容易导致气溶胶源材料颗粒受潮,不利于气溶胶源材料颗粒的保存。而本实用新型中气溶胶生成制品的主体部分外侧还具有外套筒5,通气孔位于主体部分上,在气溶胶生成制品储存运输的非抽吸状态时,外套筒5可以对通气孔进行密封,而当气溶胶生成制品处于抽吸状态时,外套筒5相对于主体部分轴向移动一定距离,使通气孔暴露出来,此时外界空气可经通气孔进入气溶胶生成制品内部。除此之外,
通气孔还可以作为外套筒5和主体部分相对轴向运动到抽吸状态位置的指示标志,也就是说,当外套筒5和和主体部分相对轴向运动,直至通气孔刚完全暴露时,及说明达到抽吸状态位置。
52.4、本实用新型气溶胶生成制品所述内管可以为透气性材料,也可以为不透气材料。当其为透气性材料时,可以通过自身的透气性将空气引入内管内。当其为不透气材料时,可以通过对内管进行打孔的方式将空气引入内管内。当然优选地是采用通气孔的方式,这样通气孔也可以直接作为拔出距离的指示标识,一举两得。
53.5、本实用新型气溶胶生成制品更优选地适用于周向型电阻加热气溶胶生成器具,以及电磁型加热气溶胶生成器具。当与其配套使用的气溶胶生成器具为周向型电阻加热气溶胶生成器具时,只需要将加热筒(加热元件)轴向上位于所述气溶胶源材料颗粒外侧即可。而当与其配套使用的气溶胶生成器具为电磁型加热气溶胶生成器具,只需要将可接受磁场的感受器轴向上位于所述气溶胶源材料颗粒外侧,或者设置到气溶胶源材料颗粒,或者更简单的直接将包裹气溶胶源材料颗粒处的外套筒上设置感受器材料即可。本实用新型大大提高了生产效率。采用周向加热或电磁加热的方式,避免了颗粒散落到气溶胶生成器具中,避免了气溶胶生成器具清洁的问题。
54.6、本实用新型气溶胶生成器具的所述锁定部件n3与气溶胶生成制品的所述外套筒5之间可相对旋转,以将所述外套筒5固定;进一步的,气溶胶生成器具的所述锁定部件n3可轴向运动,以带动所述外套筒5相对于气溶胶生成制品的所述主体部分轴向移动,从而实现锁定外套筒5,并相对于气溶胶生成制品的主体部分拔动外套筒5的功能。
附图说明
55.图1为现有技术中的颗粒型气溶胶生成制品的结构示意图。
56.图2为现有技术中的颗粒型气溶胶生成制品中多通孔固件段的立体示意图。
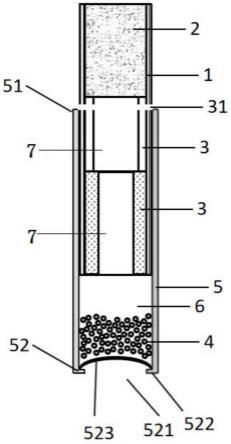
57.图3为本实用新型的落料式颗粒型气溶胶生成制品在非抽吸状态时的结构示意图。
58.图4为本实用新型的落料式颗粒型气溶胶生成制品在抽吸状态时的结构示意图。
59.图5为本实用新型气溶胶生成器具与气溶胶生成制品组合后的结构示意图(落料过程中)。
60.图6为本实用新型气溶胶生成器具的锁定部件的俯视图。
61.图7为本实用新型气溶胶生成器具的锁定部件与气溶胶生成制品的封口底面 52处于未锁定状态的俯视图。
62.图8为本实用新型气溶胶生成器具的锁定部件与气溶胶生成制品的封口底面 52处于锁定状态的俯视图。
63.附图标记列表:
64.图1-图2中:x1-外套筒,x2-封口膜,x3-气溶胶源材料颗粒,x4-多通孔固件段,x5-气流通道段,x6-过滤段,x41-轴向通孔,x42-周缘通气槽;
65.图3-图8中:1-内管、2-过滤部件、3-中空部件、31-通气孔、4-气溶胶源材料颗粒部件、5-外套筒、51-顶部敞口、52-封口底面、521-开口、522-突出部、523
‑ꢀ
卡封部件、6-空腔、7-气流通道;
66.n1-气溶胶生成器具外壳、n2-气溶胶生成制品容纳腔、n3-锁定部件、n31-支撑杆、n32-锁定盘、n33-缺口。
具体实施方式
67.下面通过具体实施方式进一步说明本实用新型的内容。
68.本领域技术人员将会理解,下列实施例仅用于说明本实用新型,而不应视为限定本实用新型的范围。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用材料或设备未注明生产厂商者,均为可以通过购买获得的常规产品。
69.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本实用新型的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和 /或它们的组。应该理解,当我们称元件被“连接”到另一元件时,它可以直接连接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”可以包括无线连接。
70.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。术语“内”、“上”、“下”等指示的方位或状态关系为基于附图所示的方位或状态关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
71.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“设有”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,根据具体情况理解上述术语在本实用新型中的具体含义。
72.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语包括技术术语和科学术语具有与本实用新型所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
73.实施例1
74.如图3-图4所示,本实施例落料式颗粒型气溶胶生成制品,其包括主体部分和位于所述主体部分外侧的外套筒5;
75.所述主体部分包括内管1以及位于所述内管1内,从近唇端到远唇端依次排列的过滤部件2和中空部件3,所述中空部件3的中空空腔内具有气溶胶源材料颗粒部件4;
76.所述外套筒5具有顶部敞口51和封口底面52,其中所述顶部敞口51位于所述过滤部件2一侧,所述封口底面52位于所述中空部件3一侧,所述封口底面52 以封堵所述中空部件3中的气溶胶源材料颗粒部件4;
77.所述外套筒5可相对于所述主体部分轴向移动,以使所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔 6,所述中空部件3中的气溶胶源材料颗粒部件4移动到所述空腔6中。
78.本实施例中提及的上下游是以气体流动方向而确定的。更具体的远唇端为上游,近唇端为下游。
79.所述颗粒型气溶胶生成制品处于非抽吸状态位置时,所述外套筒5的所述封口底面52封堵所述中空部件3中的气溶胶源材料颗粒部件4;
80.所述颗粒型气溶胶生成制品处于抽吸状态位置时,所述外套筒5相对于所述主体部分轴向移动,所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔6,所述中空部件3中容纳的气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6中,所述中空部件3的中空空腔区域形成气流通道7。
81.所述封口底面52处具有开口521,而所述封口底面52除去所述开口521后剩余部分作为突出部522,所述外套筒5内具有卡封部件523,所述突出部522以将所述卡封部件523限定到所述外套筒5内,且所述卡封部件523可封堵所述开口 521,所述卡封部件523可在外力作用下相对于所述外套筒5轴向移动。所述卡封部件523可在外力作用下相对于所述外套筒5轴向移动的目的在于气溶胶生成器具的锁定盘n32过来后可以通过推动所述卡封部件523而进入外套筒5内。
82.所述中空部件3侧壁上具有径向贯穿所述侧壁的通气孔31,所述主体部分与所述外套筒5相对轴向移动到抽吸状态位置后,外界环境空气可经过所述通气孔 31进入所述中空部件3的中空空腔内,所述通气孔31的数量为一个或多个。为了提高烟气的降温效果,通常需要在气溶胶生成制品的侧壁上形成通气孔,以便将外界环境空气引入气溶胶生成制品内部的气流通道内,与烟气进行混合,并对烟气进行降温。而在非抽吸时,也就是说,气溶胶生成制品的运输或者储存过程中,该通气孔的存在会使得空气进入气溶胶生成制品内部,或多或少的与气溶胶源材料颗粒接触,从而造成气溶胶源材料颗粒内添加的香精香料或者发烟剂等添加剂的散失,或者外界空气中的水分通过该通气孔进入气溶胶生成制品内部,也容易导致气溶胶源材料颗粒受潮,不利于气溶胶源材料颗粒的保存。而本实用新型中气溶胶生成制品的主体部分外侧还具有外套筒5,通气孔位于主体部分上,在气溶胶生成制品储存运输的非抽吸状态时,外套筒5可以对通气孔进行密封,而当气溶胶生成制品处于抽吸状态时,外套筒5相对于主体部分轴向移动一定距离,使通气孔暴露出来,此时外界空气可经通气孔进入气溶胶生成制品内部。除此之外,通气孔还可以作为外套筒5和主体部分相对轴向运动到抽吸状态位置的指示标志,也就是说,当外套筒5和和主体部分相对轴向运动,直至通气孔刚完全暴露时,及说明达到抽吸状态位置。此时,通气孔也可以直接作为拔出距离的指示标识,一举两得。
83.所述中空部件3为两段。
84.所述卡封部件523选自纸材。
85.如图5-8,本实施例还包括上述气溶胶生成制品的气溶胶生成系统,与气溶胶生成制品匹配使用气溶胶生成器具包括气溶胶生成器具外壳n1以及位于所述气溶胶生成器具外壳n1内的气溶胶生成制品容纳腔n2,所述气溶胶生成制品容纳腔 n2内具有与所述突出部522匹配的锁定部件n3,所述锁定部件n3通过所述突出部522与所述外套筒5固定;
86.所述锁定部件n3可轴向运动,以带动所述外套筒5相对于气溶胶生成制品的所述主体部分轴向移动。
87.所述锁定部件n3包括支撑杆n31和位于所述支撑杆n31上的锁定盘n32,所述锁定
盘n32上具有与所述突出部522形状一致的缺口n33,且所述支撑杆n31 可带动所述锁定盘n32旋转运动;
88.气溶胶生成制品插入所述气溶胶生成制品容纳腔n2后,所述缺口n33与所述突出部522位置对应,以使所述锁定盘n32穿过所述突出部522进入所述外套筒5 内部,进一步所述支撑杆n31带动所述锁定盘n32旋转运动,所述缺口n33与所述突出部522位置错位,所述锁定盘n32通过所述突出部522将所述外套筒5固定,以便所述锁定部件n3通过所述突出部522拉动所述外套筒5相对于气溶胶生成制品的所述主体部分轴向移动。
89.所述的气溶胶生成系统使用方法如下:
90.a、所述颗粒型气溶胶生成制品处于非抽吸状态位置时,所述外套筒5的所述封口底面52封堵所述中空部件3中的气溶胶源材料颗粒部件4;将处于非抽吸状态位置的气溶胶生成制品插入所述气溶胶生成制品容纳腔n2,所述缺口n33与所述突出部522位置对应,以使所述锁定盘n32穿过所述突出部522进入所述外套筒5内部;
91.b、启动所述锁定部件n3,所述支撑杆n31带动所述锁定盘n32旋转运动,所述缺口n33与所述突出部522位置错位,所述锁定盘n32通过所述突出部522 将所述外套筒5固定,以便所述锁定部件n3通过所述突出部522拉动所述外套筒 5相对于气溶胶生成制品的所述主体部分轴向移动,所述中空部件3上游端面和所述封口底面52之间具有一段轴向距离,该轴向距离由所述外套筒5形成空腔6,所述中空部件3中容纳的气溶胶源材料颗粒部件4在重力作用下掉落至所述空腔6 中,所述中空部件3的中空空腔区域形成气流通道7,气溶胶生成制品处于抽吸状态位置;
92.c、气溶胶生成器具加热部件启动对气溶胶生成制品的气溶胶源材料颗粒部件 4进行加热,从而产生气溶胶。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
