1.本实用新型涉及自动化设备技术领域,更具体地说,涉及一种取料装置。此外,本实用新型还涉及一种包括上述取料装置的转移设备,以及一种包括上述转移设备的自动上下料系统。
背景技术:
2.现有技术中,在冲压行业,一般通过人工进行上下料,人工上料过程中需要多次搬运工件、半成品或成品,致使劳动强度大;在冲压作业的过程中,作业环境恶劣,存在一定的安全风险;另外,人工作业受体力、熟练度等限制,使效率较低。
3.综上所述,如何降低冲压作业过程中的劳动强度,是目前本领域技术人员亟待解决的问题。
技术实现要素:
4.有鉴于此,本实用新型的目的是提供一种取料装置,可以实现物料获取过程的自动化,有利于实现上下料过程的自动化,降低人工劳动强度,提高工作效率。
5.本实用新型的另一目的是提供一种包括上述取料装置的转移设备、以及一种包括上述转移设备的自动上下料系统。
6.为了实现上述目的,本实用新型提供如下技术方案:
7.一种取料装置,包括:
8.获取组件,其包括若干吸盘和/或若干夹爪,所述吸盘和/或所述夹爪用于获取待转移的物料;
9.安装架组件,所述获取组件安装于所述安装架组件;
10.连接件,其用于将所述安装架组件连接至移载装置,所述移载装置用于移动所述取料装置。
11.可选地,所述获取组件包括位于所述安装架组件一端的第一获取组件;
12.或所述获取组件包括位于所述安装架组件的第一获取组件和第二获取组件,且所述第一获取组件和所述第二获取组件分别设置于所述安装架组件的两端。
13.可选地,所述获取组件包括:
14.吸盘,其用于通过负压吸取待转移的物料;
15.真空发生器,其与所述吸盘连接,并控制所述吸盘内的气压;
16.真空电磁阀,其与所述真空发生器连接,用于控制所述真空发生器工作;
17.所述吸盘、所述真空发生器、所述真空电磁阀均安装于所述安装架组件。
18.可选地,所述吸盘通过真空接头与所述真空电磁阀连接;所述真空电磁阀连接有负压表;
19.所述安装架组件中与所述移载装置连接的表面设置有真空部件安装板,所述安装架组件中背离所述真空部件安装板的表面设置有吸盘支架;
20.所述真空电磁阀、所述真空发生器和所述负压表均安装于所述真空部件安装板;所述真空接头安装于所述吸盘支架。
21.一种转移设备,包括移载装置以及上述任一项所述的取料装置,所述取料装置安装于所述移载装置,并由所述移载装置带动移动。
22.一种自动上下料系统,包括:
23.上料设备,其用于承载待转移的物料;
24.加工设备,其用于对所述物料进行加工;
25.上述任一项所述的转移设备,其用于将所述上料设备中的物料转移至所述加工设备或用于将上一工序中所述加工设备加工后的所述物料转移至下一工序的所述加工设备;
26.控制设备,用于控制所述转移设备、所述加工设备和所述上料设备动作;
27.所述上料设备、所述加工设备、所述转移设备均与所述控制设备连接。
28.可选地,所述加工设备包括若干压机,所述转移设备的数量与所述压机的数量相同且与所述压机一一对应设置。
29.可选地,所述上料设备和若干所述加工设备沿转移方向依次设置,所述转移设备设置于相邻所述压机之间或所述压机与所述上料设备之间。
30.可选地,所述控制设备包括转移控制组件,所述转移控制组件包括电控箱、控制柜以及用于安装所述电控箱和所述控制柜的放置架,所述转移控制组件用于控制所述转移设备动作。
31.可选地,所述转移控制组件的数量小于所述转移设备的数量。
32.在使用本实用新型提供的取料装置的过程中,首先需要将取料装置通过连接件安装于对应的移载装置,并由移载装置带动获取组件移动,获取组件中设置有吸盘和/或夹爪,吸盘和/或夹爪可以获取待转移的物料,方便实现后续物料的转移。
33.相比于现有技术,本实用新型提供的取料装置在使用的过程中可以实现物料获取过程的自动化,有利于实现上下料过程的自动化,降低人工劳动强度和物料转移过程中的安全系数,提高工作效率。
34.本实用新型还提供了一种包括上述取料装置的转移设备、以及一种包括上述转移设备的自动上下料系统。
附图说明
35.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
36.图1为本实用新型所提供的转移设备的具体实施例一的轴测结构示意图;
37.图2为图1中获取装置的结构示意图;
38.图3为图1中获取装置的俯视示意图;
39.图4为本实用新型所提供的转移设备的具体实施例二的轴测结构示意图;
40.图5为图4中获取装置的结构示意图;
41.图6为图4中获取装置的俯视示意图;
42.图7为加工设备为压机时物料的加工流程示意图;
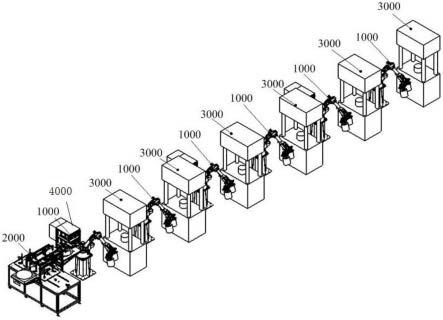
43.图8为本实用新型所提供的自动上下料系统的具体实施例的结构示意图;
44.图9为图8中自动上下料系统的俯视示意图;
45.图10为图8中控制设备的结构示意图;
46.图11为图10中控制设备的侧视图。
47.图1-图11中:
48.转移设备1000、支撑座100、移载装置200、获取组件300、吸盘301、真空接头302、真空发生器303、真空电磁阀304、吸盘支架305、负压表306、真空部件安装板307、安装架组件400、连接件500、上料设备2000、压机3000、控制设备4000、放置架600、地脚螺母700、电控箱800、控制柜900。
具体实施方式
49.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
50.本实用新型的核心是提供一种取料装置,可以实现物料获取过程的自动化,有利于实现上下料过程的自动化,降低人工劳动强度,提高工作效率。本实用新型的另一核心是提供一种包括上述取料装置的转移设备、以及一种包括上述转移设备的自动上下料系统。
51.需要进行说明的是,本技术文件中提到的物料可以是片状物料,也可以是块状物料或不规则物料,具体根据实际情况确定,在此不做赘述。
52.请参考图1-图11。
53.本具体实施例公开了一种取料装置,包括:
54.获取组件300,其包括若干吸盘301和/或若干夹爪,吸盘301和/或夹爪用于获取待转移的物料;
55.安装架组件400,获取组件300安装于安装架组件400;
56.连接件500,其用于将安装架组件400连接至移载装置200。
57.获取组件300可以只包括吸盘301,或只包括夹爪,或既包括吸盘301又包括夹爪,在同时包括吸盘301和夹爪的情况下,可以使获取组件300在获取物料的过程中获取成功率提高,避免因吸力不够或夹紧力不够而使物料掉落;具体的设置方式需要根据实际情况确定。获取组件300中吸盘301、夹爪的数量、安装位置、型号尺寸可以根据实际情况确定,在此不做赘述。
58.安装架组件400可以是由型材组成的框架类结构,也可以是其它管状或柱状结构焊接而成的框架类结构,或者其它符合要求的结构,具体根据实际情况确定。
59.连接件500安装于安装架组件400,主要用于将安装架组件400、获取组件300的整体连接至移载装置200,以使移载装置200带动获取组件300、安装架组件400移动。具体的,连接件500与移载装置200相配合可安装于移载装置200,连接件500可以是板状结构,或柱状结构,或其它符合要求的结构,具体根据实际情况确定。
60.在使用本具体实施例提供的取料装置的过程中,首先需要将取料装置通过连接件
500安装于对应的移载装置200,并由移载装置200带动获取组件300移动,获取组件300中设置有吸盘301和/或夹爪,吸盘301、夹爪可以获取待转移的物料,方便实现后续物料的转移。
61.相比于现有技术,本具体实施例提供的取料装置在使用的过程中可以实现物料获取过程的自动化,有利于实现上下料过程的自动化,降低人工劳动强度和物料转移过程中的安全系数,提高工作效率。
62.本技术文件中提到的安装架组件400的长度方向为图2中x轴所示方向,即图2中长边型材的长度方向,安装架组件400的厚度方向为图2中z轴所示方向,x轴所示方向与z轴所示方向垂直。
63.在一具体实施例中,如图1-3所示,获取组件300包括位于安装架组件400的长度方向的一端的第一获取组件,第一获取组件包括多个吸盘301,且第一获取组件仅设置于安装架组件400的长度方向的一端。
64.在使用的过程中,可以控制第一获取组件获取待转移的物料,在获取物料的过程中,可以使第一获取组件的多个吸盘301同时吸附同一物料,也可以使第一获取组件的多个吸盘301同时吸附不同的物料,具体根据实际情况确定;然后控制移载装置200带动取料组件移动至合适的位置,以将第一获取组件所获取的物料转移至目的位置。
65.图1-3中的取料装置可以适用于将物料由一位置转移至另一位置的情况,结构简单,使用方便。
66.在一具体实施例中,如图4-6所示,获取组件300包括位于安装架组件400的长度方向的一端的第一获取组件和位于安装架组件400的长度方向的另一端的第二获取组件,第一获取组件、第二获取组件可以均包括多个吸盘301。
67.在使用的过程中,可以控制第一获取组件获取待转移的物料,在获取物料的过程中,可以使第一获取组件的多个吸盘301同时吸附同一物料,也可以使第一获取组件的多个吸盘301同时吸附不同的物料,具体根据实际情况确定;然后控制第二获取组件获取待转移的物料,在获取物料的过程中,可以使第二获取组件的多个吸盘301同时吸附同一物料,也可以使第二获取组件的多个吸盘301同时吸附不同的物料,具体根据实际情况确定;然后控制移载装置200带动取料组件移动至合适的位置,并使第一获取组件所获取的物料和第二获取组件所获取的物料均转移至目的位置。
68.需要进行说明的是,本具体实施例中的第一获取组件和第二获取组件所获取的物料的位置可以相同,也可以不同;第一获取组件和第二获取组件所转移物料的目的位置可以相同,也可以不同,具体根据实际情况确定。
69.图4-6中的取料装置在使用的过程中,可以对两个或两个以上的物料进行获取,并将获取的物料转移至相同或不同的位置,可以进一步提供物料转移的效率,节省装置所占空间。
70.在一具体实施例中,获取组件300包括:
71.吸盘301,其用于通过负压吸取待转移的物料;
72.真空发生器303,其与吸盘301连接,并控制吸盘301内的气压;
73.真空电磁阀304,其与真空发生器303连接,用于控制真空发生器303工作;
74.吸盘301、真空发生器303、真空电磁阀304均安装于安装架组件400。
75.如图2、3所示,获取组件300包括吸盘301、真空接头302、真空发生器303、真空电磁
阀304、吸盘支架305、负压表306、真空部件安装板307,其中吸盘301为真空吸盘;吸盘301通过真空接头302与真空电磁阀304连接;真空电磁阀304连接有负压表306;
76.安装架组件400中与移载装置200连接的表面设置有真空部件安装板307,安装架组件400中背离真空部件安装板307的表面设置有吸盘支架305;
77.真空电磁阀304、真空发生器303和负压表306均安装于真空部件安装板307;真空接头302安装于吸盘支架305。
78.吸盘支架305设置有用于安装吸盘接头的腰型孔,以方便调整吸盘301的安装位置,吸盘301与吸盘接头连接;且吸盘支架305安装于安装架组件400长度方向一端的下侧,当然,吸盘支架305还可以安装于安装架组件400的其它位置,具体根据实际情况确定。
79.如图5、6所示,获取组件300包括第一获取组件和第二获取组件,且第一获取组件和第二获取组件均包括吸盘301、真空接头302、真空发生器303、真空电磁阀304、吸盘支架305、负压表306、真空部件安装板307,真空发生器303、真空电磁阀304、负压表306安装于真空部件安装板307,吸盘支架305安装于安装架组件400,且吸盘支架305设置有用于安装吸盘接头的腰型孔,以方便调整吸盘301的安装位置,吸盘301与吸盘接头连接;部分吸盘支架305安装于安装架组件400长度方向一端的下侧,另一部分吸盘支架305安装于安装架组件400长度方向另一端的下侧,当然,吸盘支架305还可以安装于安装架组件400的其它位置,具体根据实际情况确定。
80.在使用的过程中,负压表306可用于显示吸盘301内的负压,方便控制。
81.在本具体实施例中,获取组件300包括吸盘301,在使用的过程中,可以通过控制气压,利用负压吸附物料,可以避免对物料表面的划伤,更好的保护物料表面。
82.在上述实施例的基础上,可以使吸盘301的数量为多个,且吸盘301均安装于安装架组件400厚度方向的一侧,真空发生器303、真空电磁阀304、连接件500、负压表306、真空接头302均安装于安装架组件400厚度方向的另一侧,可以有效避免其余零部件对吸盘301吸附效果的影响,避免吸盘301在吸附过程中其它零部件对物料的干涉,提高吸附效果。
83.除了上述取料装置,本实用新型还提供一种包括移载装置200以及上述实施例公开的取料装置的转移设备1000,该转移设备1000的其他各部分的结构请参考现有技术,本文不再赘述。
84.如图1、4所示,转移设备1000包括支撑座100、安装于支撑座100的移载装置200以及连接于移载装置200末端的取料装置。
85.移载装置200可以是六轴机器人、或多自由度机械手臂、或模组等符合要求的结构,具体根据实际情况确定。移载装置200为机器人或机械臂时,所述装置为所述机器人或机械臂的末端执行器。
86.除了上述转移设备1000,本实用新型还提供一种自动上下料系统,该自动上下料系统包括:
87.上料设备2000,其用于承载待转移的物料;
88.加工设备,其用于对物料进行加工;
89.转移设备1000,其用于将上料设备2000中的物料转移至加工设备或用于将上一工序中加工设备加工后的物料转移至下一工序的加工设备;此处的转移设备1000为上述提到的转移设备1000;
90.控制设备4000,用于控制转移设备1000、加工设备和上料设备2000动作;
91.上料设备2000、加工设备、转移设备1000均与控制设备4000连接。
92.需要进行说明的是,本具体实施例中提到的转移设备1000、加工设备的数量可以是一个,也可以是两个或多个,具体根据实际情况确定。
93.在使用的过程中,可以将物料放置至上料设备2000,通过转移设备1000将上料设备2000中的物料转移至加工设备,加工设备对物料进行加工,物料加工完成后,可以通过转移设备1000将加工完的物料转移至下料工位或下一工序的加工设备。
94.在本具体实施例中,可以实现物料在加工过程中上、下料及转移过程的自动化,可有效减轻劳动强度,提高加工效率。
95.如图7所示,当物料需要冲压加工时,冲压加工过程中首先需要将物料落料至上料设备2000,然后通过加工设备进行三次拉伸,接着整形修边、翻边、冲翻顶孔;当然,还可以是其它加工工序,具体根据实际情况确定。
96.例如图8、9所示,加工设备包括若干压机3000,转移设备1000的数量与压机3000的数量相同且与压机3000一一对应设置;上料设备2000、若干加工设备沿转移方向依次设置,转移设备1000设置于相邻压机3000之间或压机3000与上料设备2000之间。
97.在使用的过程中,首先将物料放置至上料设备2000,靠近上料设备2000的转移设备1000将上料设备2000中的物料转移至临近的压机3000,压机3000对物料进行冲压拉伸;加工完成后,此压机3000后侧的转移设备1000将拉伸后的物料转移至下一压机3000,下一压机3000继续对物料进行拉伸;二次拉伸完成后,此压机3000后侧的转移设备1000将拉伸后的物料转移至下一压机3000,下一压机3000继续对物料进行第三次拉伸;第三次拉伸完成后,此压机3000后侧的转移设备1000将拉伸后的物料转移至下一压机3000,下一压机3000继续对物料进行整形修边;整形修边完成后,此压机3000后侧的转移设备1000将整形修边后的物料转移至下一压机3000,下一压机3000对物料进行翻边处理;翻边处理完成后,此压机3000后侧的转移设备1000将整形修边后的物料转移至最后一台压机3000,压机3000对物料进行冲翻顶孔;冲翻顶孔完成后,转移设备1000将物料转移至下一工序或进行下料。
98.需要进行说明的是,与前五台压机3000对应的为图1-3所示的转移设备1000,与最后一台压机3000对应的为图4-6所示的转移设备1000,在使用的过程中,前五台转移设备1000只需将上一工位的物料转移至下一工位;最后一台转移设备1000中的第一获取组件用于获取上一压机3000中翻边处理后的物料,移载装置200带动取料装置移动至最后一台压机3000的位置,控制第二获取组件获取压机3000中完成冲翻顶孔的物料,并控制第一获取组件将翻边处理完成的物料放置至最后一台压机3000,控制第二获取组件将完成冲翻顶孔的物料转移至下一工序或进行下料。
99.在本具体实施例中,可以实现冲压过程中物料转移的自动化,有利于实现冲压过程的自动化,降低劳动强度,提高转移效率。
100.在一具体实施例中,控制设备4000包括转移控制组件,转移控制组件包括电控箱800、控制柜900以及用于安装电控箱800和控制柜900的放置架600,转移控制组件用于控制转移设备1000动作。
101.如图10-11所示,转移控制组件包括放置架600、设置于放置架600内的两个控制柜900以及位于控制柜900一侧的电控箱800,放置架600的底部设置有高度可调的地脚螺母
700,以调整转移控制组件的高度;两个控制柜900可分别控制不同的转移设备1000。
102.优选的,转移控制组件的数量小于转移设备1000的数量,以使单个转移控制组件可控制多个转移设备1000,减小转移控制组件的数量。
103.本技术文件中提到的第一获取组件和第二获取组件中的“第一”、“第二”仅仅是为了区分位置的不同,并没有先后顺序之分。
104.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。本实用新型所提供的所有实施例的任意组合方式均在此实用新型的保护范围内,在此不做赘述。
105.以上对本实用新型所提供的取料装置、转移设备1000和自动上下料系统进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。