1.本技术涉及焊接技术领域,尤其是涉及一种超声波焊接辅助加热装置。
背景技术:
2.超声波金属焊接是利用高频振动波传递到需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合。金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将机械能转变为内能、形变能及有限的温升,两母材达到再结晶温度下发生的固相焊接。
3.目前,超声波焊接机在焊接较厚的工件时,需要通过延长时间或者增大输出功率来完成焊接工作,但是这容易导致焊头发热不正常,而损坏焊头。
4.上述中的相关技术,存在有焊接时间长并容易损坏焊头的缺陷。
技术实现要素:
5.为了改善焊接时间长并容易损坏焊头的问题,本技术提供一种超声波焊接辅助加热装置。
6.本技术提供的一种超声波焊接辅助加热装置采用如下的技术方案:
7.一种超声波焊接辅助加热装置,包括焊座,用于承载工件;
8.电阻焊变压器,能够加热所述焊座,所述电阻焊变压器的正极接线端和负极接线端分别电性连接于所述焊座的两侧;
9.固定组件,用于固定所述焊座;
10.当工件通过焊头固定于所述焊座上时,所述电阻焊变压器输出瞬间的电流,以使所述焊座和工件产生热能。
11.通过采用上述技术方案,将需焊接的金属工件放在焊座的纹路面上,超声波焊接机的焊头下压压紧工件,电阻焊变压器输出瞬间的电流,电流流过工件,电阻焊变压器、焊座和工件形成电流回路;焊座和工件产生热能,且焊座也通过热传导使工件温度升高,完成对工件的预热;电阻焊变压器输出的瞬间电流完成后,超声波焊接机的超声波发生器立刻发出谐振波,焊头振动工作,焊接完成。实现了在焊接前对超声波金属焊接工件快速升温加热,使超声波焊接机易于对工件焊接,不需要延长焊接时间,降低了焊头的发热量,使焊头不易损坏,并能够通过调节电阻焊变压器输出电流大小来控制焊接工件加热升温的温度。
12.可选的,所述焊座包括间隔设置的第一焊座和第二焊座,所述第一焊座和所述第二焊座固定于所述固定组件上,所述电阻焊变压器的正极接线端电性连接于所述第一焊座,所述电阻焊变压器的负极接线端电性连接于所述第二焊座,所述第一焊座和所述第二焊座之间设置有绝缘板,且所述第一焊座和所述第二焊座紧贴于所述绝缘板。
13.通过采用上述技术方案,绝缘板的设置,在电阻焊变压器输出的高电流通过固定在第一焊座和第二焊座上的工件时,使第一焊座和第二焊座之间的间隙在靠近工件的一侧不易引起电弧,提高了装置安全性和生产良率。
14.可选的,所述第一焊座和所述第二焊座朝向所述绝缘板的一侧均开设有限位槽,所述绝缘板设置有能够与所述限位槽镶嵌配合的限位凸块。
15.通过采用上述技术方案,当安装绝缘板时,限位凸块可以嵌入第一焊座或者第二焊座的限位槽中,便于绝缘板的安装,使绝缘板更稳定的设置在第一焊座和第二焊座之间。
16.可选的,所述电阻焊变压器的接线端均设置有极耳,所述极耳包括设置于所述电阻焊变压器的正极接线端的第一极耳和设置于所述电阻焊变压器的负极接线端的第二极耳,所述第一极耳装设于所述第一焊座背离所述绝缘板的一侧,所述第二极耳装设于所述第二焊座背离所述绝缘板的一侧。
17.通过采用上述技术方案,极耳的设置,便于电阻焊变压器与焊座电连接,使装置更加稳定。
18.可选的,所述焊座与所述极耳之间均设置有铜片,所述铜片开设第一通孔,所述焊座靠近所述极耳的一侧均开设与所述铜片镶嵌配合的安装槽,所述安装槽的底壁开设与第一通孔同轴设置的固定孔,所述极耳通过紧固件固定于所述固定孔中。
19.通过采用上述技术方案,铜片的导电性和导热性高,铜片通电后,温度上升比焊座温度高,通过将热量传导给焊座,使焊座的温度快速上升,固定孔便于极耳固定于焊座。
20.可选的,还包括用于测量所述焊座的温度的测温件。
21.通过采用上述技术方案,测温件的设置,具有监控焊座温度的作用,通过监控焊座的温度,便于调节电阻焊变压器输出电流大小来控制工件的升温温度,来对不同种类的工件预热,使工件更易于焊接,提高了焊接效率。
22.可选的,所述铜片开设有第二通孔,所述安装槽的底壁开设与所述第二通孔同轴设置的安装孔,所述测温件采用测温热电偶,所述测温热电偶通过所述第二通孔固定于所述安装孔中。
23.通过采用上述技术方案,测温热电偶固定在安装孔中,直接测量焊座的温度,使得测量数据更准确。
24.可选的,所述安装孔中设置有中空铜棒,所述中空铜棒远离所述绝缘板的一端抵接于所述铜片,且所述中空铜棒套设于所述测温热电偶。
25.通过采用上述技术方案,中空铜棒的设置,进一步将中空铜棒的热量传导给焊座,使焊座的温度快速上升。
26.可选的,所述固定组件包括连接座、设置于所述连接座上的绝缘底板,所述焊座装设于所述绝缘底板上。
27.通过采用上述技术方案,实现焊座的固定,绝缘底板阻隔电阻焊变压器施加在焊座的电流,提高装置的安全性。
28.可选的,所述连接座与所述绝缘底板之间设置有转接板,所述转接板装设于所述连接座上,所述绝缘底板装设于所述转接板上,所述连接座朝向所述转接板的一侧设置有限位块,所述转接板朝向所述连接座的一侧设置有与所述限位块滑移配合的通槽。
29.通过采用上述技术方案,绝缘底板通过转接板固定在连接座上,当安装转接板时,通过通槽和限位块的配合,使转接板快速定位在连接座上,使转接板不易晃动,增强了装置的稳定性。
30.综上所述,本技术包括以下至少一种有益技术效果:
31.通过将电阻焊变压器输出电流回路结合在超声波金属点焊机机构上,实现了在焊接前对超声波金属焊接工件快速升温加热,使超声波焊接机易于对工件焊接,不需要延长焊接时间,降低了焊头的发热量,使焊头不易损坏,并能够通过调节电阻焊变压器输出电流大小来控制焊接工件加热升温的温度;
32.通过在第一焊座和第二焊座之间设置绝缘板,在电阻焊变压器输出的高电流通过固定在第一焊座和第二焊座上的工件时,使第一焊座和第二焊座之间的间隙在靠近工件的一侧不易引起电弧,提高了装置安全性和生产良率;
33.通过设置测温件,具有监控焊座温度的作用,通过监控焊座的温度,便于调节电阻焊变压器输出电流大小来控制工件的升温温度,来对不同种类的工件预热,使工件更易于焊接,提高了焊接效率。
附图说明
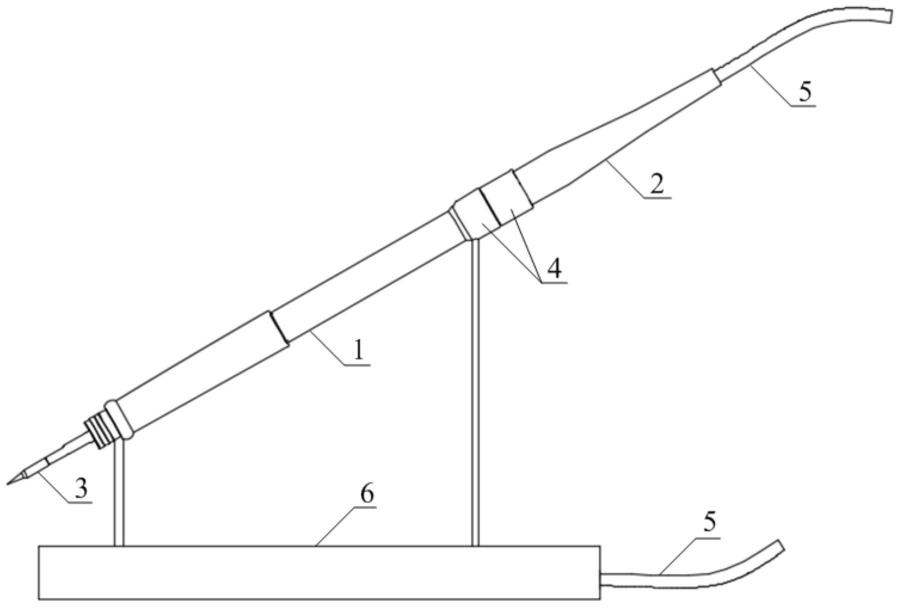
34.图1是本技术实施例的整体结构示意图;
35.图2是本技术实施例的焊座、电阻焊变压器接线端和测温件的爆炸图;
36.图3是本技术实施例的固定组件的爆炸图。
37.附图标记说明:1、第一焊座;11、限位槽;2、第二焊座;21、安装槽;22、固定孔;23、安装孔;3、绝缘板;31、限位凸块;4、第一极耳;5、第二极耳;6、铜片;61、第一通孔;62、第二通孔;7、中空铜棒;8、测温热电偶;9、固定组件;91、连接座;911、限位块;92、转接板;921、通槽;93、绝缘底板。
具体实施方式
38.以下结合附图1-3对本技术作进一步详细说明。
39.在本实用新型的描述中,需要理解的是,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。
40.本技术实施例公开一种超声波焊接辅助加热装置。
41.参照图1,超声波焊接辅助加热装置包括焊座、电阻焊变压器(图中未示出)和固定组件9。焊座固定于固定组件9,焊座能够承载工件,焊座通过与超声波焊接机的焊头配合,使工件固定在焊座上;电阻焊变压器的正极接线端和负极接线端分别电性连接于焊座的两侧;在超声波焊接前,电阻焊变压器输出瞬间的电流,电流流过工件,电阻焊变压器、焊座和工件形成电流回路;焊座和工件产生热能,且焊座也通过热传导使工件温度升高,完成对工件的预热。通过将电阻焊变压器输出电流回路应用在超声波金属点焊机机构上,实现了在焊接前对超声波金属焊接工件快速升温加热,使超声波焊接机易于对工件焊接,不需要延长焊接时间,降低了焊头的发热量,使焊头不易损坏,并能够通过调节电阻焊变压器输出电流大小来控制焊接工件加热升温的温度。
42.在水平面上的超声波焊接辅助加热装置中,焊座包括第一焊座1和第二焊座2,第一焊座1和第二焊座2间隔设置且均固定在固定组件9上;电阻焊变压器的正极接线端电性连接于第一焊座1,电阻焊变压器的负极接线端电性连接于第二焊座2,第一焊座1和第二焊座2之间设置有绝缘板3,且第一焊座1和第二焊座2紧贴于绝缘板3。具体地,在本技术实施
例中,绝缘板3采用陶瓷材质,绝缘板3的上表面与第一焊座1和第二焊座2的上表面齐平,使绝缘板3不易阻碍工件放置在第一焊座1和第二焊座2的上表面;而且焊头下压压紧工件,使电阻焊变压器输出的瞬间电流流过工件时不易引起电弧、打火的现象。第一焊座1和第二焊座2无缝紧贴于绝缘板3,解决了电阻焊变压器输出的高电流通过工件时,第一焊座和第二焊座之间的间隙在靠近工件的一侧引起电弧问题。在未放置金属焊接工件时,两个焊座之间为绝缘、隔离状态不能相互导通,提高了装置安全性和生产良率。
43.参照图2,第一焊座1和第二焊座2朝向绝缘板3的一侧均开设有限位槽11,绝缘板3设置有与限位槽11镶嵌配合的限位凸块31。本实施例中,绝缘板3与限位凸块31一体设置且均为陶瓷材质,当安装绝缘板3时,限位凸块31可以嵌入第一焊座1或者第二焊座2的限位槽11中,便于绝缘板3的安装,使绝缘板3更稳定的设置在第一焊座1和第二焊座2之间。
44.为了便于电阻焊变压器与焊座电连接,电阻焊变压器的接线端均设置有极耳,极耳包括第一极耳4和第二极耳5,第一极耳4设置于电阻焊变压器的正极接线端,第二极耳5设置于电阻焊变压器的负极接线端,第一极耳4装设于第一焊座1背离绝缘板3的一侧,第二极耳5装设于第二焊座2背离绝缘板3的一侧;极耳使电阻焊变压器的接线端稳定与焊座连接。
45.参照图2,为了使焊座温度快速上升,焊座与极耳之间均设置有铜片6。铜片6开设第一通孔61,所述焊座靠近所述极耳的一侧均开设与铜片6镶嵌配合的安装槽21,安装槽21的底壁开设与第一通孔61同轴设置的固定孔22,极耳的两侧设置有垫片且通过紧固件(图中未示出)固定于固定孔22中。利用铜片6优良的导电性和导热性,铜片6通电后,通过将热量传导给焊座,使焊座的温度快速上升,固定孔22便于极耳固定于焊座,使装置更稳定。
46.参照图2,超声波焊接辅助加热装置还包括测温件,测温件用来监控焊座的温度,通过监控焊座的温度,便于调节电阻焊变压器输出电流大小来控制工件的升温温度,来对不同种类的工件预热,使工件更易于焊接,提高了焊接效率。本技术采用测温热电偶8测量焊座的温度;铜片6还开设有第二通孔62,第二通孔62比第一通孔61更靠近焊座的上表面,安装槽21的底壁开设与第二通孔62同轴设置的安装孔23,测温热电偶8通过第二通孔62固定于安装孔23中,直接测量焊座的温度,使得测量数据更准确,从而更精准的调节电阻焊变压器输出电流大小。相应地,测温件还可以采用红外测温仪等其他能够测量温度的设备。
47.安装孔23中固定有中空铜棒7,中空铜棒7套设于测温热电偶8,且与铜片6抵接。具体地,第一焊座1的限位槽11也镶嵌有铜片,中空铜棒在被加热后,将热量传导给焊座,进一步使焊座的温度快速上升。
48.参照图3,固定组件9包括连接座91、转接板92和绝缘底板93。连接座91能够与超声波焊接机主体连接,转接板92安装在连接座91上,绝缘底板93安装在转接板92上,第一焊座1和第二焊座2固定在绝缘底板93上,绝缘底板93阻隔电阻焊变压器施加在焊座的电流,提高装置的安全性。
49.连接座91朝向转接板92的一侧设置有限位块911,转接板92朝向连接座91的一侧设置有与限位块911滑移配合的通槽921。当安装转接板92时,通过通槽921和限位块911的配合,使转接板92快速定位在连接座91上,限位块911使转接板92不易晃动,增强了装置的稳定性。
50.本技术实施例一种超声波焊接辅助加热装置的实施原理为:通过将电阻焊变压器
输出电流回路结合在超声波金属点焊机机构上;在电阻焊变压器发出瞬间电流回路的过程中,根据电阻焊加工的特性,工件与焊座的接触及附近区域产生的电阻热能,第一焊座1和第二焊座2会产生热能;焊接的金属工件在此电流回路中也为导通的连接部分,需要超声波焊接的金属工件也会产生热量升温;在第一焊座1和第二焊座2上分别固定两个测温热电偶8起测量温度、监控的作用,通过调节电阻焊变压器输出电流大小来控制焊座的温度,使超声波焊接机易于对工件焊接。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。