一种eva胶垂直剪切热失效温度测试方法
技术领域
1.本发明涉及包装胶的测试方法的技术领域,具体涉及一种eva胶垂直剪切热失效温度测试方法。
背景技术:
2.食品饮料行业在最终灌装之前需要进行巴氏灭菌,灭菌冷却后出来饮品的温度一般都高常规包装的33℃,一般生产线出来准备包装前大概在38-40℃;加之在夏季高温情况下,封闭的仓储环境下,温度升高也会存在隐患;因此不同的包装用热熔胶对不同的饮品包装储存期间会出现不良品爆箱的隐患;如使用的包装胶不同就会出现这样批次的不良品。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的在于提供一种eva胶垂直剪切热失效温度测试方法,模拟生产线上线下的情况,用此测试方法得出数据来判断使用该批次包装胶生产的产品是否会出现不良品爆箱的隐患。
4.本发明的目的采用如下技术方案实现:
5.一种eva胶垂直剪切热失效温度测试方法,包括以下步骤:
6.1)在离型纸的离型面进行eva胶涂布,冷却后,得到eva胶片;
7.2)制作两个纸片,两个纸片的表面均设有待粘面,将eva胶片的放置在两个纸片的待粘面之间,形成纸片-eva胶片-纸片的层叠结构;
8.3)在层叠结构的上方放置重物,在加热的条件下进行压合,取出后冷却,得到若干组样品;
9.4)将样品放置于加热环境中,在样品的纸片的底部悬挂重物,每隔一段时间升高一定的温度进行梯度升温测试,直至样品中纸片与eva胶片分离脱落,记录此时的温度,即为该组样品的eva胶垂直剪切热失效温度,取若干组样品eva胶垂直剪切热失效温度的平均值,得到该产品的eva胶垂直剪切热失效温度;
10.5)若该eva胶垂直剪切热失效温度≥限定温度,则说明该eva胶水产品合格,否则不合格。
11.进一步,步骤1)中,所述eva胶的涂布温度为120~130℃,涂布厚度为500~1000μm。
12.再进一步,步骤2)中,所述纸片的待粘面的面积为纸片的表面积的1/3~1/2。
13.进一步,步骤2)中,所述纸片为瓦楞纸。
14.再进一步,步骤3)中,所述重物为200~500g砝码。
15.进一步,步骤3)中,在层叠结构的上方先放置隔片,再放置重物;隔片为金属钢片。
16.再进一步,步骤3)中,加热温度为150~170℃,压合时间为10~30min。
17.进一步,步骤4)中,将样品放置于温度为55~60℃的恒温干燥烘箱中;所述重物为800~1000g的砝码。
18.再进一步,步骤4)中,梯度升温测试中间隔的时间和温度升高的梯度恒定,间隔时间为10~20min,温度升高的梯度为3~5℃。
19.进一步,步骤5)中,所述限定温度为55~60℃。
20.相比现有技术,本发明的有益效果在于:
21.本发明提供的eva胶垂直剪切热失效温度测试方法,实际贴切地模拟生产线上线下的情况,用此测试方法得出数据来判断使用该批次包装胶生产的产品是否会出现不良品爆箱的隐患,若产品不合格,可以通过改良eva胶的配方或更换eva胶的成分,以得到符合生产需求的eva胶,从而降低客户生产的不良品率,提高产品的入库合格率,降低市场的投诉率和返工包装的成本。
附图说明
22.图1为本发明的层叠结构示意图;
23.图2为样品悬挂重物的示意图;
24.图中:1、第一纸片;2、eva胶片;3、第二纸片。
具体实施方式
25.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
26.实施例1
27.一种eva胶垂直剪切热失效温度测试方法,包括以下步骤:
28.1)在离型纸的离型面进行eva胶涂布,冷却后,得到尺寸为25mm
×
25mm的eva胶片2;其中,所述eva胶的涂布温度为125℃,涂布厚度为600μm;
29.2)制作两个尺寸均为75mm
×
25mm纸片,两个纸片的表面均设有25mm
×
25mm的待粘面,将备好的25mm
×
25mm的eva胶片2放置于第一纸片1的25mm
×
25mm待粘面上,第二纸片3也按照相同尺寸要求对齐,形成如图1所示的第一纸片1-eva胶片2-第二纸片3的层叠结构;其中,第一纸片1和第二纸片3均为瓦楞纸;
30.3)在层叠结构的上方先放置一块25mm
×
25mm
×
1mm金属钢片,再放置200g砝码,在165℃下进行压合15min,取出后冷却,得到三组样品;
31.4)将样品放置于温度为50℃的恒温干燥烘箱中,如图2所示,在样品的第二纸片3的底部悬挂1000g的砝码,每隔15min升高5℃的温度进行梯度升温测试,直至样品中纸片与eva胶片2分离脱落,记录此时的温度,即为该组样品的eva胶垂直剪切热失效温度,取若干组样品eva胶垂直剪切热失效温度的平均值,得到该产品的eva胶垂直剪切热失效温度;
32.5)若该eva胶垂直剪切热失效温度≥60℃,则说明该eva胶水产品合格,否则不合格。
33.实施例2
34.一种eva胶垂直剪切热失效温度测试方法,包括以下步骤:
35.1)在离型纸的离型面进行eva胶涂布,冷却后,得到尺寸为25mm
×
25mm的eva胶片2;其中,所述eva胶的涂布温度为120~130℃,涂布厚度为500~1000μm;
36.2)制作两个尺寸均为75mm
×
25mm纸片,两个纸片的表面均设有25mm
×
25mm的待粘面,将备好的25mm
×
25mm的eva胶片2放置于第一纸片1的25mm
×
25mm待粘面上,第二纸片3也按照相同尺寸要求对齐,形成如图1所示的第一纸片1-eva胶片2-第二纸片3的层叠结构;其中,第一纸片1和第二纸片3均为瓦楞纸;
37.3)在层叠结构的上方先放置一块25mm
×
25mm
×
1mm金属钢片,再放置500g砝码,在150℃下进行压合30min,取出后冷却,得到若干组样品;
38.4)将样品放置于温度为50℃的恒温干燥烘箱中,在样品的第二纸片3的底部悬挂800g的砝码,每隔10min升高3℃的温度进行梯度升温测试,直至样品中纸片与eva胶片2分离脱落,记录此时的温度,即为该组样品的eva胶垂直剪切热失效温度,取若干组样品eva胶垂直剪切热失效温度的平均值,得到该产品的eva胶垂直剪切热失效温度;
39.5)若该eva胶垂直剪切热失效温度≥55℃,则说明该eva胶水产品合格,否则不合格。
40.实施例3
41.一种eva胶垂直剪切热失效温度测试方法,包括以下步骤:
42.1)在离型纸的离型面进行eva胶涂布,冷却后,得到尺寸为25mm
×
25mm的eva胶片2;其中,所述eva胶的涂布温度为130℃,涂布厚度为1000μm;
43.2)制作两个尺寸均为75mm
×
25mm纸片,两个纸片的表面均设有25mm
×
25mm的待粘面,将备好的25mm
×
25mm的eva胶片2放置于第一纸片1的25mm
×
25mm待粘面上,第二纸片3也按照相同尺寸要求对齐,形成如图1所示的第一纸片1-eva胶片2-第二纸片3的层叠结构;其中,第一纸片1和第二纸片3均为瓦楞纸;
44.3)在层叠结构的上方先放置一块25mm
×
25mm
×
1mm金属钢片,再放置500g砝码,在170℃下进行压合10min,取出后冷却,得到若干组样品;
45.4)将样品放置于温度为60℃的恒温干燥烘箱中,如图2所示,在样品的纸片的底部悬挂1000g的砝码,每隔20min升高5℃的温度进行梯度升温测试,直至样品中纸片与eva胶片2分离脱落,记录此时的温度,即为该组样品的eva胶垂直剪切热失效温度,取若干组样品eva胶垂直剪切热失效温度的平均值,得到该产品的eva胶垂直剪切热失效温度;
46.5)若该eva胶垂直剪切热失效温度≥60℃,则说明该eva胶水产品合格,否则不合格。
47.对比例1
48.对比例1设定eva胶垂直剪切热失效温度≤50℃。
49.效果评价和性能测试
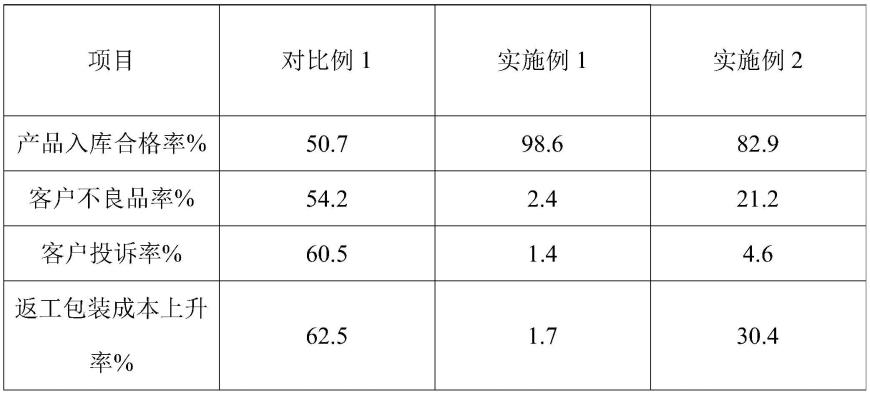
50.利用实施例1~2的测试方法来测试产品的eva胶垂直剪切热失效温度,记录一年内符合实施例1~2的测试方法中限定温度的产品入库合格率、客户不良品率、客户投诉率和返工包装成本上升率,具体如表1。
51.表1符合实施例1~2和对比例1的测试要求的产品性能数据
[0052][0053]
由表1可知,对比例1的eva胶产品的eva胶垂直剪切热失效温度≤50℃,在生产线上能够正常使用,但如果在夏季高温的环境下入库贮存和运输过程中会出现大批量的爆箱情况。而实施例1和2将eva胶垂直剪切热失效温度的限定温度提高至55~60℃,产品入库合格率大大提高,客户的满意程度也提高。其中,实施例1中限定了eva胶垂直剪切热失效温度的最低温度为60℃,产品入库合格率高达98.6%。所以本发明通过eva胶垂直剪切热失效温度的测试方法能筛选出更优质的eva胶产品,降低客户生产的不良品率,提高产品的入库合格率;降低市场的投诉率,降低返工包装的成本。
[0054]
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。