1.本发明涉及激光加工技术领域,尤其是涉及一种用于复合材料层板挖补修复的损伤层激光剥除方法。
背景技术:
2.复合材料在飞机上的应用比例越来越大,同时在民用方面的应用也越来越广,复合材料层板为层状复合材料,每一层由单一方向的纤维丝和树脂组成。将多个纤维单层料按一定角度压制而成。复合材料层板结构损伤后需要及时修补,复合材料常规的修补手段为挖补,挖补首先要清除损伤区域。
3.目前的挖补方法,以手工打磨为主,效率较低,且质量可控性差,依赖于操作人员的工作经验,极大地限制了复合材料层板损伤快速修护。还有人工打磨结合数控加工进行挖补,也不能精确控制逐层无损剥除。为了避免打磨过程损伤复合材料层板,人工打磨或数控铣加工都是将损伤复合材料层板按照一定角度一致加工到层板的另一面(贯穿复合材料层板的所有层),形成一个斜面孔,大幅降低了复合材料层板的剩余强度。
技术实现要素:
4.为了解决上述技术问题,提供一种创面小、剩余部分复合材料层板的强度的剥除方法,本发明公开了一种用于复合材料层板挖补修复的损伤层激光剥除方法。
5.根据本发明的一些实施例,本发明公开一种用于复合材料层板挖补修复的损伤层激光剥除方法,所述复合材料层板包括多层纤维丝复合而成,剥除方法包括:
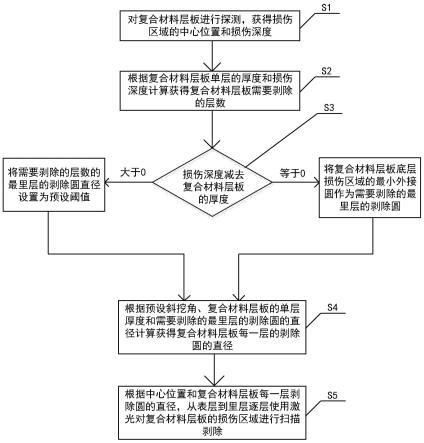
6.对复合材料层板进行探测,获得损伤区域的中心位置和损伤深度;
7.根据所述复合材料层板单层的厚度和所述损伤深度计算获得所述复合材料层板需要剥除的层数;
8.根据所述损伤深度判断需要剥除的最里层的剥除圆的直径:
9.若所述损伤深度小于所述复合材料层板的厚度,则将需要剥除的层数的最里层的剥除圆直径设置为预设阈值;
10.若所述损伤深度等于所述复合材料层板的厚度,则将所述复合材料层板底层损伤区域的最小外接圆作为需要剥除的最里层的剥除圆;
11.根据预设斜挖角、所述复合材料层板的单层厚度和需要剥除的最里层的剥除圆的直径计算获得所述复合材料层板每一层的剥除圆的直径;
12.根据所述中心位置和所述复合材料层板每一层剥除圆的直径,从表层到里层逐层使用激光对所述复合材料层板的损伤区域进行扫描剥除。
13.根据本发明的一些实施例,所述根据所述中心位置和所述复合材料层板每一层剥除圆的直径,从表层到里层逐层使用激光对所述复合材料层板的损伤区域进行扫描剥除包括:使用激光扫描剥除一层后,还包括对烧蚀残留物质进行清除。
14.根据本发明的一些实施例,所述对复合材料层板进行探测还包括:
15.获得所述复合材料层板每一层的纤维丝方向,从表层到里层使用激光对所述复合材料层板的损伤区域进行一次或多次扫描剥除;
16.其中,若进行一次扫描剥除,则激光的扫描方向垂直于当前剥除层纤维丝的方向;
17.若进行多次扫描剥除,则第一次扫描剥除时激光的扫描方向垂直于当前剥除层纤维丝的方向,且后续每一次所述激光的扫描方向均与上一次所述激光的扫描方向呈90
°
夹角。
18.根据本发明的一些实施例,所述从表层到里层使用激光逐层进行扫描剥除时,对扫描剥除区域采用惰性气体进行保护,以防止复合材料在空气中受热燃烧。
19.根据本发明的一些实施例,所述根据所述复合材料层板的单层厚度和所述损伤深度计算获得所述复合材料层板需要剥除的层数后还包括,将计算获得的需要剥除的层数与所述复合材料层板的总层数比对:
20.若所述复合材料层板的总层数减去计算获得的需要剥除的层数小于或等于3,则将计算获得的需要剥除的层数作为实际进行剥除的层数;
21.若所述复合材料层板的总层数减去计算获得的需要剥除的层数大于3,则将计算获得的需要剥除的层数额外增加1~5层作为实际进行剥除的层数,其中,实际对所述复合材料层板进行剥除后剩余的层数大于或等于3。
22.根据本发明的一些实施例,所述从表层到里层使用激光逐层进行扫描剥除后还包括:采用高重频低功率激光完成整个剥除区域的扫描,以清理残留在剥除台阶表面上的杂质,其中,所述高重频低功率激光的频率为200khz~500khz,所述高重频低功率激光的功率为5w~15w。
23.根据本发明的一些实施例,所述需要剥除的最里层的剥除圆的直径为预设阈值中,所述预设阈值为10mm~15mm。
24.根据本发明的一些实施例,所述预设斜挖角的范围为2
°
~6
°
。
25.根据本发明的一些实施例,所述从表层到里层使用激光逐层进行扫描剥除包括:在扫描剥除过程中,对扫描区域进行监测,若监测区域纤维丝的方向全部为下一层纤维丝方向后,则判定该层复合材料层板已经剥除完成,进行下一层复合材料层板的剥除或结束该步骤进入下一道工序。
26.根据本发明的一些实施例,所述复合材料层板包括以下之一:碳纤维复合材料层板、玻璃纤维复合材料层板、含有涂层的碳纤维复合材料层板或含有涂层的玻璃纤维复合材料层板。
27.通过上述技术方案,本发明通过采用通过计算获得复合材料层板受损区域,需要剥除部分准确的数据,采用激光扫描精准的一层层的进行剥除,挖补后形成台阶型面,有利于增大挖补修复的粘接表面积,提高复合材料挖补修复强度,同时,尽可能的保留下侧未损伤母体,极大地保留了受损复合材料层板的剩余强度,此外,可实现挖补剥除的自动化作业,有利于保证挖补修复质量的可控性与效率。
附图说明
28.图1示意性示出了本公开实施例的用于复合材料层板挖补修复的损伤层激光剥除方法流程图;
29.图2示意性示出了本公开实施例的用于复合材料层板挖补修复的损伤层激光剥除方法剥除后的结构示意图;
30.其中,1表示中心位置;2表示最里层剥除的剥除圆;3表示预设斜挖角θ。
具体实施方式
31.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明作进一步的详细说明。
32.但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本发明实施例的全面理解。然而,明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。此外,在以下说明中,省略了对公知技术的描述,以避免不必要地混淆本发明的概念。
33.在此使用的术语仅仅是为了描述具体实施例,而并非意在限制本发明。在此使用的术语“包括”表明了特征、步骤、操作的存在,但是并不排除存在或添加一个或多个其他特征。
34.在此使用的所有术语(包括技术和科学术语)具有本领域技术人员通常所理解的含义,除非另外定义。应注意,这里使用的术语应解释为具有与本说明书的上下文相一致的含义,而不应以理想化或过于刻板的方式来解释。
35.为了解决上述技术问题,提供一种创面小、剩余部分复合材料层板的强度的剥除方法,本发明公开了一种用于复合材料层板挖补修复的损伤层激光剥除方法。
36.图1示意性示出了本公开实施例的用于复合材料层板挖补修复的损伤层激光剥除方法流程图。
37.根据本发明的一些实施例,本发明公开一种用于复合材料层板挖补修复的损伤层激光剥除方法,复合材料层板包括多层纤维丝复合而成,如图1所示,剥除方法包括步骤s1~s5。
38.根据本发明的一些实施例,步骤s1包括:对复合材料层板进行探测,获得损伤区域的中心位置1和损伤深度。
39.根据本发明的一些实施例,通过超声显微镜,利用复合材料层板受损区域和正常区域之间成像的不同,来探测复合材料层板受损区域的具体情况,包括受损区域的深度,受损区域的具体位置以及受损区域的中心位置等。
40.根据本发明的一些实施例,步骤s2包括:根据复合材料层板单层的厚度和损伤深度计算获得复合材料层板需要剥除的层数,其中,计算获得的需要剥除的层数为理论值。
41.根据本发明的一些实施例,根据如下公式确定复合材料层板需要剥除的层数:
[0042][0043]
其中,s`为复合材料层板理论上需要剥除的层数,向上取整,力为损伤深度,h0为复合材料层板单层的厚度。
[0044]
根据本发明的一些实施例,一般来说,复合材料层板受损区域的最深处位置的下面几层纤维层,虽然未表现出被破坏,但是其作为直接或间接受力区域,其强度也会受到影响,为了保证复合材料层板修补后具有足够的结构强度,根据经验,一般会额外剥除3~5
层,具体见下面公式:
[0045][0046]
根据本发明的一些实施例,若复合材料层板受损深度接近复合材料层板的厚度,例如,复合材料层板受损区域最里面的一层距离复合材料层板的底层的距离为1~5倍的单层厚度的时候,为了避免形成贯穿孔,则需要对额外剥除的层数均衡考虑,最大限度的保留复合材料层板剩余部分的结构强度,具体包括,将计算获得的需要剥除的层数与复合材料层板的总层数比对:
[0047]
若复合材料层板的总层数减去计算获得的需要剥除的层数小于或等于3,则将计算获得的需要剥除的层数作为实际进行剥除的层数;
[0048]
若复合材料层板的总层数减去计算获得的需要剥除的层数大于3,则将计算获得的需要剥除的层数额外增加1~5层作为实际进行剥除的层数,其中,实际对复合材料层板进行剥除后剩余的层数大于或等于3。
[0049]
根据本发明的一些实施例,步骤s3包括:根据损伤深度判断需要剥除的最里层2的剥除圆的直径:
[0050]
若损伤深度小于复合材料层板的厚度,则将需要剥除的层数的最里层的剥除圆直径设置为预设阈值;
[0051]
若损伤深度等于复合材料层板的厚度,则将复合材料层板底层损伤区域的最小外接圆作为需要剥除的最里层2的剥除圆。
[0052]
根据本发明的一些实施例,步骤s4包括:根据预设斜挖角、复合材料层板的单层厚度和需要剥除的最里层2的剥除圆的直径计算获得复合材料层板每一层的剥除圆的直径。
[0053]
图2示意性示出了本公开实施例的用于复合材料层板挖补修复的损伤层激光剥除方法剥除后的结构示意图。
[0054]
根据本发明的一些实施例,如图2所示,中间空白区域为每一层的剥除圆区域,多层剥除圆形成一台阶状,相邻台阶边缘的垂直连线与复合材料层板的夹角为预设斜挖角θ,最里层剥除的剥除圆2位于损伤区域下方,在损伤区域最下方与最里层剥除的剥除圆2之间为额外剥除的一层。
[0055]
根据本发明的一些实施例,第i层激光剥除圆的直径计算公式包括:
[0056][0057]
其中,di表示第i层激光剥除圆的直径,θ表示预设斜挖角,ds表示需要剥除的最里层的剥除圆的直径。
[0058]
根据本发明的一些实施例,步骤s5包括:根据中心位置1和复合材料层板每一层的剥除圆的直径,从复合材料层板的表层到里层逐层使用激光对复合材料层板的损伤区域进行扫描剥除。
[0059]
根据本发明的一些实施例,激光的波长范围为355nm-1080nm或1.6μm。
[0060]
根据本发明的一些实施例,激光的波长根据激光器的不同而不同,例如,固体激光器,在钇铝石榴石(yag)晶体中掺入三价钕离子的激光器可发射波长为1050纳米的近红外
激光;光纤激光器,掺镱的高功率光纤激光器,一般选择915纳米或975纳米的半导体激光器;氦氖激光器,激光波长是632.8nm。
[0061]
根据本发明的一些实施例,激光的平均功率为5w~1000w。
[0062]
根据本发明的一些实施例,激光的平均功率为500w.
[0063]
根据本发明的一些实施例,根据复合材料层板的材质选择合适的激光波长以及功率。
[0064]
根据本发明的一些实施例,激光的重复频率为5khz~500khz。
[0065]
根据本发明的一些实施例,激光的重复频率为200khz。
[0066]
根据本发明的一些实施例,激光的脉冲宽度为4ns~200ns。
[0067]
根据本发明的一些实施例,激光的脉冲宽度为100ns。
[0068]
根据本发明的一些实施例,激光的扫描速度为50mm/s~2000mm/s。
[0069]
根据本发明的一些实施例,激光的扫描速度为500mm/s。
[0070]
根据本发明的一些实施例,激光的扫描速度与每一层激光扫描的次数相关,结合激光的波长、功率以及复合材料层板的材质选择合适的激光扫描速度。
[0071]
根据本发明的一些实施例,激光光斑直径为10μm~80μm。
[0072]
根据本发明的一些实施例,激光光斑直径为40μm。
[0073]
根据本发明的一些实施例,激光扫描间距为10μm~200μm。
[0074]
根据本发明的一些实施例,激光扫描间距为100μm。
[0075]
根据本发明的一些实施例,激光的扫描轨迹为“弓”字形或“之”字形。
[0076]
根据本发明的一些实施例,根据中心位置1和复合材料层板每一层剥除圆的直径,从表层到里层逐层使用激光对复合材料层板的损伤区域进行扫描剥除包括:使用激光扫描剥除一层后,还包括对烧蚀残留物质进行清除,以防止烧蚀残留物质对下一层的剥除造成影响。
[0077]
根据本发明的一些实施例,可选的,激光扫描剥除一层后,采用软毛刷对表面烧蚀残留物质进行清除,清除干净后,再开始下一层的激光扫描剥除。
[0078]
根据本发明的一些实施例,对复合材料层板进行探测还包括:通过超声显微镜对复合材料层板进行扫描成像,获得复合材料层板每一层的纤维丝方向,从复合材料层板的表层到里层使用激光对复合材料层板的损伤区域进行一次或多次扫描剥除。
[0079]
其中,若只进行一次扫描剥除,则激光的扫描方向垂直于当前剥除层纤维丝的方向。
[0080]
若进行多次扫描剥除,则第一次扫描剥除时激光的扫描方向垂直于当前剥除层纤维丝的方向,且后续每一次激光的扫描方向均与上一次激光的扫描方向呈90
°
夹角。
[0081]
根据本发明的一些实施例,从表层到里层使用激光逐层进行扫描剥除时,对扫描剥除区域采用惰性气体进行保护,以防止复合材料在空气中受热燃烧。
[0082]
根据本发明的一些实施例,可选的,惰性气体包括氩气或氮气。
[0083]
根据本发明的一些实施例,惰性气体的流量控制在3-15l/min。
[0084]
根据本发明的一些实施例,惰性气体采用从剥除作业区域的侧面吹入。
[0085]
根据本发明的一些实施例,从表层到里层使用激光逐层进行扫描剥除后还包括:采用高重频低功率激光完成整个剥除区域的扫描,以清理残留在剥除台阶表面上的杂质。
[0086]
据本发明的一些实施例,高重频低功率激光的频率为200khz~500khz,高重频低功率激光的功率为5w~15w。
[0087]
据本发明的一些实施例,高重频低功率激光的频率为300khz。
[0088]
据本发明的一些实施例,高重频低功率激光的功率为10w。
[0089]
根据本发明的一些实施例,需要剥除的最里层2的剥除圆的直径为预设阈值中,其中,预设阈值为10mm~15mm。
[0090]
根据本发明的一些实施例,预设阈值为10mm。
[0091]
根据本发明的一些实施例,预设斜挖角的范围为2
°
~6
°
。
[0092]
根据本发明的一些实施例,根据经验,常用的预设斜挖角为4
°
。
[0093]
根据本发明的一些实施例,预设斜挖角的角度越大,剥除圆的直径越大,修补后的结构强度越高,同时,需要剥除的时间以及修补的时间也会越长,成本上升,在实际作业中,需要综合考虑受损区域的实际情况,如位置,对周围零部件的影响、可作业空间的大小、实现的要求、成本的控制等多方面综合考虑。
[0094]
根据本发明的一些实施例,从表层到里层使用激光逐层进行扫描剥除包括:在扫描剥除过程中,对扫描区域进行监测,若监测区域纤维丝的方向全部为下一层纤维丝方向后,则判定该层复合材料层板已经剥除完成,进行下一层复合材料层板的剥除或结束该步骤进入下一道工序。
[0095]
根据本发明的一些实施例,在激光扫描剥除的过程中,采用ccd(电荷耦合器件)相机对扫描区域进行监测,通过监测剥除区域纤维丝的方向来判断该层的剥除作业是否完成。
[0096]
根据本发明的一些实施例,复合材料层板包括以下之一:碳纤维复合材料层板、玻璃纤维复合材料层板、含有涂层的碳纤维复合材料层板或含有涂层的玻璃纤维复合材料层板。
[0097]
下面结合具体实施例对本发明进行进一步介绍,应当理解的是,这些实施例仅为便于本领域技术人员更好的理解本发明的技术方案,而不是对本发明保护范围的限定。
[0098]
根据本发明的一些实施例,以碳纤维复合材料ccf300/qy8911为例,复合材料层板厚度为3mm,共计24层,每层的厚度0.125mm。
[0099]
通过超声显微镜对受损区域进行探测,获得损伤区域中心位置,以及损伤深度为0.8mm。
[0100]
根据计算得到s=6.4向上取整为7,考虑到距离复合材料层板的底层的距离尚远,根据经验额外剥除3层,也即得到最终的需要剥除的层数为10层。
[0101]
根据经验,选择预设斜挖角θ为4
°
。
[0102]
根据经验,复合材料层板的需要剥除的最里层的剥除圆的直径d
10
为10mm。
[0103]
根据斜挖角θ、复合材料层板的单层厚度h0、最里层的剥除圆的直径d
10
,计算第1~9层激光剥除圆的直径di,具体结果如表1所示:
[0104]
表1
[0105][0106][0107]
通过超声显微镜对复合材料层板进行扫描,获得每一层纤维丝的方向,设置激光器的扫描方向。
[0108]
设置激光参数:所述激光的激光波长可选为1064nm;激光平均功率:30w;重复频率:50khz;脉冲宽度:100ns;扫描速度:100mm/s;激光光斑直径:30μm;激光扫描间距:0.04mm;扫描轨迹:“弓”字形。
[0109]
以复合材料层板的损伤点为中心,激光扫描以di为直径的圆形区域,完成第i层复合材料层板剥除,激光扫描分1-3次,如果是1次,扫描方向垂直于纤维丝方向,如果是多次,第1次激光扫描方向垂直于纤维丝方向,激光每扫描一次方向变换90
°
[0110]
在激光扫描剥除过程中,采用侧吹保护气体对激光作用其余进行防氧化保护,气体为氩气,气体的流量10l/min。
[0111]
当视觉观察或通过同步检测ccd观测到扫描区域全部显示为下层方向纤维丝,即认为本层激光剥除结束。
[0112]
其中,激光扫描当前层结束后,用软毛刷对表面烧蚀残留物质进行清除,清除干净后,方可开始下一层的激光扫描剥除。
[0113]
采用高重频低功率激光完成整个剥除区域的扫描,以清理残留在剥除台阶表面上的杂质,激光重频选择范围:500khz,功率范围:5w。
[0114]
下面结合另一具体实施例对本发明进行进一步介绍,应当理解的是,这些实施例仅为便于本领域技术人员更好的理解本发明的技术方案,而不是对本发明保护范围的限定。
[0115]
根据本发明的一些实施例,以碳纤维复合材料zt7h/qy9611为例,复合材料层板的厚度为2mm,总共16层,每层的厚度0.125mm。
[0116]
通过超声显微镜对受损区域进行探测,获得损伤区域中心位置,以及损伤深度为2mm,受损区域为一贯穿孔,经测量计算获得复合材料层板底层受损区域的最小外接圆的直径为38.6mm。
[0117]
将复合材料层板底层(16层)受损区域的最小外接圆作为需要剥除的最里层的剥除圆,直径为38.6mm。
[0118]
根据经验,因为受损区域为贯穿孔,受损较为严重,根据经验选择预设斜挖角θ为2
°
。
[0119]
根据斜挖角θ、复合材料层板的单层厚度h0、最里层的剥除圆的直径d
16
,计算第1~5层激光剥除圆的直径di,具体结果如表2所示:
[0120]
表2
[0121]
层数剥除圆直径(mm)第1层146.0第2层138.9第3层131.7第4层124.5第5层117.4第6层110.2第7层103.1第8层95.9第9层88.7第10层81.6第11层74.4第12层67.3第13层60.1第14层53.0第15层45.8第16层38.6
[0122]
通过超声显微镜对复合材料层板进行扫描,获得每一层纤维丝的方向,设置激光器的扫描方向。
[0123]
设置激光参数:所述激光的激光波长可选为1064nm;激光平均功率:30w;重复频率:100khz;脉冲宽度:100ns;扫描速度:100mm/s;激光光斑直径:30μm;激光扫描间距:0.04mm;扫描轨迹:“弓”字形。
[0124]
以复合材料层板的损伤点为中心,激光扫描以di为直径的圆形区域,完成第i层复合材料层板剥除,激光扫描分1-3次,如果是1次,扫描方向垂直于纤维丝方向,如果是多次,第1次激光扫描方向垂直于纤维丝方向,激光每扫描一次方向变换90
°
[0125]
在激光扫描剥除过程中,采用侧吹保护气体对激光作用其余进行防氧化保护,气体为氩气,气体的流量10l/min。
[0126]
当视觉观察或通过同步检测ccd观测到扫描区域全部显示为下层方向纤维丝,即认为本层激光剥除结束。
[0127]
其中,激光扫描当前层结束后,用软毛刷对表面烧蚀残留物质进行清除,清除干净后,方可开始下一层的激光扫描剥除。
[0128]
采用高重频低功率激光完成整个剥除区域的扫描,以清理残留在剥除台阶表面上
的杂质,激光重频选择范围:500khz,功率范围:5w。
[0129]
通过上述技术方案,本发明通过采用通过计算获得复合材料层板受损区域,需要剥除部分准确的数据,采用激光扫描精准的一层层的进行剥除,可以精确控制逐层剥除的区域尺寸,挖补后形成台阶型面,有利于增大挖补修复的粘接表面积,同时激光剥除后的复合材料层板表面洁净,有助于提高与补片的胶接强度。
[0130]
激光逐层精密剥除,能够有效控制去除深度,对于浅表性损伤只需精密剥除表层数层材料,尽可能的保留下侧未损伤母体,极大地保留了受损复合材料层板的剩余强度。
[0131]
此外,可实现挖补剥除的自动化作业,有利于保证挖补修复质量的可控性与效率。
[0132]
至此,已经结合附图对本公开实施例进行了详细描述。需要说明的是,在附图或说明书正文中,未绘示或描述的实现方式,均为所属技术领域中普通技术人员所知的形式,并未进行详细说明。此外,上述对各零部件的定义并不仅限于实施例中提到的各种具体结构、形状或方式,本领域普通技术人员可对其进行简单地更改或替换。
[0133]
还需要说明的是,在本公开的具体实施例中,除非有所知名为相反之意,本说明书及所附权利要求中的数值参数是近似值,能够根据通过本公开的内容所得的所需特性改变。具体而言,所有使用于说明书及权利要求中表示组成的尺寸、范围条件等等的数字,应理解为在所有情况中是受到“约”的用语所修饰。一般情况下,其表达的含义是指包含由特定数量在一些实施例中
±
10%的变化、在一些实施例中
±
5%的变化、在一些实施例中
±
1%的变化、在一些实施例中
±
0.5%的变化。
[0134]
本领域技术人员可以理解,本发明的各个实施例和/或权利要求中记载的特征可以进行多种组合或/或结合,即使这样的组合或结合没有明确记载于本发明中。特别地,在不脱离本发明精神和教导的情况下,本发明的各个实施例和/或权利要求中记载的特征可以进行多种组合和/或结合。所有这些组合和/或结合均落入本发明的范围。
[0135]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
