1.本发明涉及油缸缸筒修复技术领域,特别是涉及一种可进出循环的缩缸装置及油缸缸筒修复工艺。
背景技术:
2.随着综采在煤炭行业的普及,综采油缸的维修、保养量十分庞大。在油缸维修、保养的过程中,油缸内部拉伤、锈蚀、磨损超差、涨缸等现象十分普遍。油缸的传统维修方法主要有四种,第一种是进行新加工,具体方案是下料-调制-镗缸,这种方法对加工精度要求极高。第二种是内孔融覆,具体方法是内孔融覆-镗缸,这种方法加工工艺较复杂,需要购买新设备,成本较高,维修周期较长,延误工期。第三种采用熔覆技术和内覆不锈钢套技术等。此法工艺复杂,成本相对较高,且存在使用性能不稳定现象;第四种是扩大缸径,改用异形密封。该方法给生产企业的配件准备、维修的及时性、安全性均造成了不便,因此该方法不被煤矿企业所接受。
3.为良好地对油缸缸筒进行修复,申请号为“201410128674.x”,名称为“矿用油缸缩径再造成形新技术”的发明专利提出了一种新的修复方案,其主要是依据“金属热胀冷缩效应”,用中频感应加热装置对油缸内壁进行快速加热、外部缸体喷水急速冷却,使得缸筒金相发生改变,实现缩缸,使得缸筒内壁表面形貌发生明显变化,磨损状态得到显著改善,并且更加耐磨;申请号为“201710658611.9”,名称为“一种修复油缸缸筒的装置及工艺”的发明专利公开了一种能够对油缸内部进行加热,并且对油缸外部进行冷却的缩缸装置,但是,根据其公开的装置,本领域技术人员并不能得知其中频加热器的位置及具体的加热、冷却过程,所以其结构并不清楚。
4.因此,研发一种适用于油缸缩径处理的缩径装置,对于油缸缸筒的修复,减少企业对于缸筒修复的经济投入具有重要意义。
技术实现要素:
5.本发明的目的是提供一种可进出循环的缩缸装置及油缸缸筒修复工艺,以解决上述现有技术存在的问题,使缩缸装置的结构更加简单,适用性更强且更加节能。
6.为实现上述目的,本发明提供了如下方案:本发明提供一种可进出循环的缩缸装置,包括用于固定缸筒一端并带动缸筒绕轴线转动的装卡部及能够沿缸筒轴向往复运动的移动部,所述移动部上固定有能够伸入缸筒内部的加热端及位于缸筒外部的冷却端,在缸筒的径向方向上,所述加热端与所述冷却端的位置正对,所述移动部往复运动时,所述加热端沿缸筒轴向对缸筒内壁进行循环加热,所述冷却端对缸筒外壁进行循环制冷。
7.优选的,所述移动部包括能够沿缸筒轴向往复运动的移动本体及设置在移动本体上的第一固定杆及第二固定杆,所述加热端包括固定在所述第一固定杆端部的感应加热线圈,所述冷却端包括固定在所述第二固定杆端部的、用于向缸筒外壁喷冷却水的喷水管。
8.优选的,所述喷水管为弧形形状,所述弧形形状与缸筒径向截面共面;所述弧形形
状的内弧面上开设有若干喷水孔。
9.优选的,所述喷水管位于所述缸筒顶部,所述感应加热线圈位于所述缸筒内部上方。
10.优选的,所述移动本体上设置有与所述喷水管连通的冷水供水部,还设置有与所述感应加热线圈连通的供电部。
11.优选的,所述移动本体底部设置有若干行走轮,所述行走轮与设置在所述移动本体上的行走电机传动连接。
12.本发明还公开一种油缸缸筒修复工艺,包括以下步骤:
13.1)将缸筒固定在装卡部上,并带动缸筒转动;
14.2)开启移动本体上的冷水供水部及供电部,并通过行走电机的带动使得感应加热线圈及喷水管在缸筒内外往复运动;
15.3)在进行步骤2)时,用内径量表时刻监测缸筒内径尺寸,直至达到缩缸尺寸要求;
16.4)将缩缸后的缸筒转移至珩磨机上,利用珩磨头对缸筒内部进行珩磨。
17.优选的,包括以下步骤:步骤1)中,所述装卡部的旋转速度为6r/min~9r/min。
18.优选的,包括以下步骤:步骤2)中,移动本体的平移速度为10mm/s~20mm/s。
19.优选的,包括以下步骤:步骤3)中,缩缸尺寸为1mm~3mm。
20.本发明相对于现有技术取得了以下技术效果:
21.1、本发明中加热端是在移动的过程中对缸筒内部进行由内到外,再由外到内循环加热,体积较小,从而可以适用于不同长度的缸筒,适应性更强,避免大尺寸加热元件在加热小尺寸缸筒时的热量浪费;
22.2、发明中加热端与冷却端在缸筒径向方向上正对,能够对热量集中缸筒位置外壁进行迅速冷却,避免其温度过高产生外部变形,从而能够保证缩缸效果;再者,本发明中缩缸装置结构简单,便于实现,能够降低缩缸装置的制造成本。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
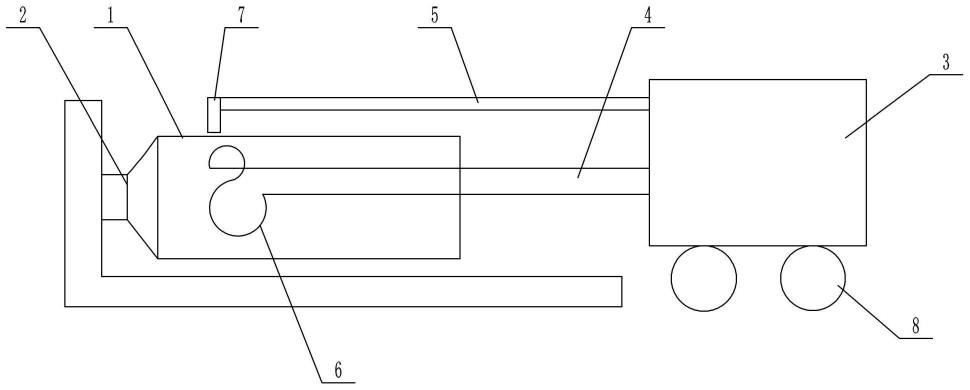
24.图1为本发明中缩缸装置的结构示意图;
25.其中,1、缸筒;2、装卡部;3、移动本体;4、第一固定杆;5、第二固定杆;6、感应加热线圈;7、喷水管;8、行走轮。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本发明的目的是提供一种可进出循环的缩缸装置及油缸缸筒修复工艺,以解决上
述现有技术存在的问题,使缩缸装置的结构更加简单,适用性更强且更加节能。
28.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
29.实施例1:
30.如图1所示,本实施例提供一种可进出循环的缩缸装置,包括用于固定缸筒1一端并带动缸筒1绕轴线转动的装卡部2及能够沿缸筒1轴向往复运动的移动部,移动部上固定有能够伸入缸筒1内部的加热端及位于缸筒1外部的冷却端,在缸筒1的径向方向上,加热端与冷却端的位置正对,移动部往复运动时,加热端沿缸筒1轴向对缸筒1内壁进行循环加热,冷却端对缸筒1外壁进行循环制冷。
31.使用时,先将缸筒1固定在装卡部2上,并利用装卡部2带动缸筒1缓慢转动,装卡部2可以是通过旋转轴带动的卡盘,然后移动部沿缸筒1轴向进行往复移动,同时带动加热端在缸筒1内部进行移动,使得缸筒1内部温度逐渐升高,而冷却端在缸筒1外部进行移动,使得缸筒1外壁始终处于低温状态,往复运动多次后,缸筒1在内热外冷的热处理作用下内径缩小,实现缩缸的目的,从而可以明显改变缸筒1内壁表面质量。
32.缩缸的原理如下,油缸常规材料为27simn,原出厂采用调质热处理,由于矿用油缸主要是修复缸筒1内壁、外径一般不需加工,所以,利用“金属热胀冷缩效应”,通过“内加热、外冷却”方式使缸内壁表面金属发生相变可以达到缩小缸径目的。“内加热”是用加热端对油缸内壁进行快速加热,使其表面温度在极短的瞬间加热到相变温度以上;“外冷却”是在加热的同时,用冷却端对缸体外表面进行冷却,使缸体表面急速降温,从而减慢缸体内热量向外传导速度,避免缸体外部变形;“缩径”是指金属相变后所产生的热处理结果。缩缸时,缸壁材料内部结晶组织发生相变,由于金属组织的相变是由比容小的组织向比容大的马氏体组织转变,胀大的体积部分受缸壁空间的约束,向外侧膨胀受限只能向内收缩,使缸壁内径减小(亦称缩径)。经过相变缩径以后的缸壁,其内部原有划伤、锈蚀、磨损超差、涨缸等现象均控制在合理的尺寸内,缸体本身原有的热处理性能指标亦无大的变化。缸壁后续修整加工只需在常规平面加工设备,如珩磨机上便可完成。在进行缩缸时,调整相关加热频率、移动速度、冷却方式等参数,便可得到缸壁缩径1mm-3mm的结果,足以满足各种规格矿用油缸修复再造成形的需要。实践证明,对于目前使用的矿用支架液压缸最大缩径量(直径方向上)可达约3mm。
33.由于本实施例中加热端是在移动的过程中对缸筒1内部进行由内到外,再由外到内循环加热,体积较小,从而可以适用于不同长度的缸筒1,适应性更强,避免大尺寸加热元件在加热小尺寸缸筒1时的热量浪费;并且本实施例中加热端与冷却端在缸筒1径向方向上正对,能够对热量集中缸筒1位置外壁进行迅速冷却,避免其温度过高产生外部变形,从而能够保证缩缸效果;再者,本实施例中缩缸装置结构简单,便于实现,能够降低缩缸装置的制造成本。
34.进一步的,本实施例中移动部包括能够沿缸筒1轴向往复运动的移动本体3及设置在移动本体3上的第一固定杆4及第二固定杆5,优选,第一固定杆4与第二固定杆5平行设置,第一固定杆4端部的感应加热线圈6,作为加热端,第二固定杆5端部设置有能够向缸筒1外壁喷冷却水的喷水管7,作为冷却端,其中第二固定杆5可以作为输水管。
35.进一步的,本实施例中喷水管7为弧形形状,弧形形状与缸筒1径向截面共面,弧形
形状的内弧面上开设有若干喷水孔,弧形形状对应的圆心角不小于90
°
,保证对缸筒1外壁的冷却效果。
36.为了提高冷却效果,本实施例中喷水管7位于缸筒1顶部,使得喷出的冷却水能够随缸筒1外壁流落,提高冷却水的利用率,而本实施例之所以采用弧形的喷水管7而不采用环形的喷水管7,是因为环形的喷水管7中底部位置喷水效果较差,对冷却水的利用效率较低,并且将感应加热线圈6设置在缸筒1内部上方目的是让感应加热线圈6靠近缸筒1顶部内壁,提高缸筒1内壁的温度提升速度,另一方面,也是为了配合顶部的喷水管7,避免其位于缸筒1内部的中部导致底部较其他位置升温较快,导致缩缸效果差的情况出现。
37.进一步的,本实施例中移动本体3上设置有与喷水管7连通的冷水供水部,还设置有与感应加热线圈6连通的供电部。
38.进一步的,本实施例中移动本体3底部设置有若干行走轮8,行走轮8与设置在移动本体3上的行走电机传动连接,通过行走电机驱动行走轮8转动,进而驱动行走部往复移动。
39.实施例2:
40.本实施例还公开一种油缸缸筒修复工艺,包括以下步骤:
41.1)将缸筒1固定在装卡部2上,并带动缸筒1转动;
42.2)开启移动本体3上的冷水供水部及供电部,并通过行走电机的带动使得感应加热线圈6及喷水管7在缸筒1内外往复运动;
43.3)在进行步骤2)时,用内径量表时刻监测缸筒1内径尺寸,直至达到缩缸尺寸要求;
44.4)将缩缸后的缸筒1转移至珩磨机上,利用珩磨头对缸筒1内部进行珩磨。
45.其中,步骤1)中,装卡部2的旋转速度为6r/min~9r/min;步骤2)中,移动本体3的平移速度为10mm/s~20mm/s;步骤3)中,缩缸尺寸为1mm~3mm。具体的旋转速度和移动本体3的平移速度,本领域技术人员可以根据缸筒1尺寸,感应加热线圈6的功率进行合理选择。
46.具体方案:原尺寸直径380mm,长度1480mm的缸筒1,通过装夹装置夹装后通过车床以7r/min旋转,感应加热线圈6采用功率30w、电压520v、电流120a进行加热,由移动本体3以15mm/s的速度进行移动,循环两次后外缸筒1直径缩小至379mm,比标准缸筒1小1mm,经过珩磨后缸筒1内壁面的效果明显改善。
47.根据实际需求而进行的适应性改变均在本发明的保护范围内。
48.需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。