1.本发明涉及自动化生产应用领域,尤其涉及一种气液分离装置。
背景技术:
2.液体在储存、运输、装卸过程中会存在气液共存的两相流体。在一些生产工艺对液体中气泡大小及含量有较高要求,含有较大气泡的液体进入生产工艺会极大地影响产品质量及成品率,通常需要对包含大量气泡的液体进行气液分离。传统的气液分离方式包括旋转离心方式、碰撞方式等,通过离心力或撞击等方式进行气液分离本身效果较差,分离后的液体中仍会含有粒径较大的气泡。而另一种低速分离方法通过降低气体流速来增加分离效果,则需要增加设备体积。
3.因此,如何兼顾分离效果以及设备体积进行气液分离是亟需解决的问题。
技术实现要素:
4.鉴于上述现有技术的不足,本技术的目的在于提供一种气液分离装置,旨在解决现有气液分离装置分离效果差的问题。
5.本技术提供一种气液分离装置,至少包括:气液分离组件,包括液体入口、液体出口和气液分离组件本体;
6.第一过滤单元,设置于所述液体入口与所述气液分离组件本体之间;
7.第二过滤单元,设置于所述液体出口和所述气液分离组件本体之间;以及,
8.集气腔,设置于所述气液分离组件的侧方并与所述气液分离组件本体连通。
9.可选地,所述气液分离组件本体包括多个导液管;
10.所述导液管内壁为微孔丝网结构,所述导液管一端对接所述第一过滤单元,另一端对接所述第二过滤单元。
11.可选地,所述装置还包括导气组件,所述导气组件与所述集气腔连通。
12.可选地,所述导气组件包括导气通道和抽气单元,所述导气通道一端连通所述集气腔,另一端连通所述抽气单元。
13.可选地,所述导气组件还包括暂存罐,所述暂存罐包括气体入口、气体出口和排液口;
14.所述气体入口与所述导气通道连通,所述气体出口与所述抽气单元连通,所述暂存罐中沉积的液体通过所述排液口排出。
15.可选地,所述装置还包括:
16.液位侦测单元,设置于所述暂存罐内;
17.所述暂存罐还包括第一开关阀和第二开关阀,所述第一开关阀设置于所述气体出口与所述抽气单元之间,所述第二开关阀设置于所述排液口处。
18.可选地,所述装置还包括控制端;
19.所述液位侦测单元的输出端与所述控制端的输入端连接,所述控制端的输出端分
别与所述第一开关阀、所述第二开关阀和所述抽气单元电性连接。
20.可选地,所述气液分离组件本体外表面设置有漏液侦测单元。
21.可选地,所述气液分离组件本体包括多个间隔设置的导液管。
22.可选地,所述第一过滤单元和所述第二过滤单元分别设置有排气口,且所述排气口与所述集气腔对接。
23.上述气液分离装置,通过气液分离组件与第一过滤单元和第二过滤单元合并,液体流经三个气液分离部件,进行多级气液分离,可有效提高气液分离效果。
附图说明
24.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
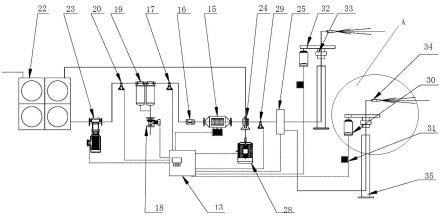
25.图1为本技术在一实施例中气液分离装置的结构示意图。
26.附图标记说明:
27.01-气液分离组件;02-集气腔;03-液体入口;04-液体出口;05-第一过滤单元;06-第二过滤单元;07-导气通道;08-抽气单元;09-暂存罐;10-液位侦测单元;11-第一开关阀;12-第二开关阀;13-漏液侦测单元。
具体实施方式
28.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施方式。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本技术的公开内容理解的更加透彻全面。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。
30.在本技术的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.请参阅图1,本技术提供一种气液分离装置,包括:气液分离组件01第一过滤单元05、第二过滤单元06和集气腔02。气液分离组件01包括气液分离组件本体、液体入口和液体出口。第一过滤单元设置于液体入口与气液分离组件本体之间;第二过滤单元设置于液体出口和气液分离组件本体之间;集气腔设置于气液分离组件的侧方并与气液分离组件本体连通。气液分离组件01中分离出的气体可直接溢散到集气腔02中,通过集气腔02暂存分离的气体。在液体入口03处设置有第一过滤单元05,液体通过液体入口03流入第一过滤单元05进行大气泡预过滤,经过预过滤后进入气液分离组件本体。在液体出口04处设置有第二
过滤单元06,液体经过气液分离组件本体后再流入第二过滤单元06进行再过滤,进一步滤除液体中微小气泡。经过第二过滤单元06后将液体由液体出口04排出。
32.请参阅图1,在本技术一实施例中,第一过滤单元05和第二过滤单元06可采用常规的过滤器。第一过滤单元05和第二过滤单元06可分别通过各自的排气口向装置外排气,或者,对应的排气口可与集气腔02对接,将过滤的气泡排入集气腔02中,经由集气腔02将气体排出。
33.请参阅图1,在本技术一实施例中,集气腔02可与气液分离组件01设置于同一腔体内,示例性地,气液分离组件01设置于腔体底部,腔体剩余空间作为集气腔02。具体气液分离组件01与集气腔02的在腔体中的相对位置分布可根据实际应用需求进行设置,这里不作限制。
34.请参阅图1,在本技术一实施例中,气液分离组件01可由多个导液管组成,每个导液管的内壁为微孔丝网结构,该微孔丝网结构在液体流过时只允许气体从导液管侧壁排出,液体无法通过只能沿导液管导流方向流动。各导液管的一端对接第一过滤单元05,另一端对接第二过滤单元06。经过第一过滤单元05过滤的液体流经导液管进入第二过滤单元06进行再次过滤后排出。各导液管相互间隔设置,具体间隔距离可根据实际应用需求进行调整,这里不作限制。
35.在本技术一实施例中,气液分离组件本体可采用层叠结构,该层叠结构中每一层包括多个导液管,层与层之间留有间隔空间,排出的气体可通过间隔空间进入集气腔02中,具体间隔空间大小可根据实际应用需求进行设置,这里不做限制。在另一实施例中,气液分离组件本体中的导液管也可为不规则的排布,只要保障导液管之间相互间隔留有排气的空隙即可,具体排布方式可根据实际应用场景进行设置,这里不作限制。
36.在本技术一实施例中,导液管可采用毛细管,通过毛细管将流过的液体中气泡排出到集气腔02中。
37.请参阅图1,在本技术一实施例中,为了检测气液分离组件01是否存在漏液情况,可在气液分离组件本体外表面对应位置设置漏液侦测单元13。漏液侦测单元13可包括湿度传感器等。漏液侦测单元13可设置于导液管与第一过滤单元05的连接处或者导液管与第二过滤单元06的连接处,具体设置位置可根据实际应用需求进行调整,这里不作限制。漏液侦测单元13可与一警示单元连接,当检测到存在漏液时,漏液侦测单元13输出一个电信号控制警示单元输出报警信息。示例性地,警示单元可包括蜂鸣器、声光报警器等。
38.请参阅图1,在本技术一实施例中,集气腔02上设置有导气组件,通过导气组件将集气腔02中的气体排出。导气组件可包括导气通道07和抽气单元08,导气通道07一端与集气腔02连通,另一端与抽气单元08连通。通过抽气单元08将集气腔02中的气体沿导气通道07抽出。示例性地,抽气单元08可采用真空发声器、抽气泵等。在进行气液分离的同时可控制抽气单元08工作,同步排出集气腔02中暂存的气体。
39.请参阅图1,在本技术一实施例中,在导气通道07与抽气单元08之间可设置一暂存罐09。暂存罐09设置有气体入口、气体出口和排液口,气体入口对接导气通道07,气体出口对接抽气单元08。集气腔02中的气体首先经过导气通道07进入暂存罐09,再由暂存罐09流向抽气单元08将气体排出。抽气单元08在工作过程中,可能会将部分汽化的液体从集气腔02中抽出,为了避免液体被抽气单元08直接抽离,可通过暂存罐09对导气通道07中的汽化
液进行沉积暂存。液体沉积在暂存罐09中,可通过暂存罐09的排液口进行液体回收。
40.请参阅图1,在本技术一实施例中,导气通道07可以采用导气管。可在集气腔02上设置多个导气管接口,各导气管接口连接导气管后汇流到主导气管,主导气管连通暂存罐09和抽气单元08。具体导气管接口的位置可根据实际应用需求进行设置,这里不作限制。
41.请参阅图1,在本技术一实施例中,可在暂存罐09内设置一液位侦测单元10,液位侦测单元10可采用液位传感器等常规侦测器件。当暂存罐09中液位到达液位侦测单元10对应位置时,液位侦测单元10可输出一个反馈信号,告知相应的操作人员或系统需要进行排液。进一步地,可在暂存罐09的气体出口与抽气单元08之间设置第一开关阀11,可手动控制第一开关阀11的开启或关闭,也可通过远程终端自动控制第一开关阀11的开关状态。可在暂存罐09的排液口处设置第二开关阀12,可手动控制第二开关阀12的开启或关闭,也可通过远程终端自动控制第二开关阀12的开关状态。在进行气液分离时,可先打开第一开关阀11,关闭第二开关阀12,启动抽气单元08进行抽气。当检测到暂存罐09中液位达到设定位置时,根据液位侦测单元10的反馈信号,关闭第一开关阀11,打开第二开关阀12,将暂存罐09中的液体由排液口排出。
42.请参阅图1,在本技术一实施例中,可设置一控制端,液位侦测单元10的输出端与控制端连接,控制端的输出端分别连接第一开关阀11和第二开关阀12。当暂存罐09中液位达到设定位置时,液位侦测单元10可将液位侦测结果反馈给控制端。控制端接收到液位侦测单元10反馈信号后,分别输出控制信号至第一开关阀11和第二开关阀12,控制第一开关阀11和第二开关阀12的开闭状态。进一步地,抽气单元08也可与控制端连接,由控制端控制抽气单元08的工作状态。示例性地,开始执行气液分离后,控制端可输出控制信号控制第一开关阀11打开、第二开关阀12关闭并启动抽气单元08;控制端接收到液位侦测单元10反馈信号后,控制第一开关阀11关闭、第二开关阀12打开并关闭抽气单元08。控制端可包括单片机、可编程逻辑门阵列、cpu等。通过控制端实现自动化的抽气和排液控制。
43.请参阅图1,在本技术一实施例中,漏液侦测单元13也可与控制端连接,当侦测到气液分离组件01存在漏液情况时,由控制端发送警示信号至警示单元进行漏液警示,提醒相关人员进行漏液检修。控制端也可通过显示终端显示漏液警示信息。
44.综上所述,本技术提出气液分离装置,通过气液分离组件前后合并第一过滤单元和第二过滤单元,不仅可减小自身体积,还可有效的过滤液体中的气泡,且在液体流动时经过大量的毛细管,结合抽真空进行气体抽离,进一步保证气液分离的效率;通过控制端基于侦测信号进行自动化抽气和排液控制,提高装置的自动化水平;结合漏液侦测进行安全预警,可有效保障装置的安全运行。
45.应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。