1.本实用新型属于铣床定位工装技术领域,具体涉及一种铣床铣削哑铃型拉力样专用定位工装。
背景技术:
2.现如今铝材正式进入批量生产阶段之前都需要进行各方面的测试,这其中也包括对样品进行力学性能的测试,样品通常在铣床的操作台上铣削且操作台带有t型槽口,但是在操作台上铣削哑铃型拉力样的过程中,如何实现对于样品的稳固固定是需要解决的一个问题。
3.针对上述问题,需要一种特定的定位工装来进行辅助,保证样品在铣削的过程中不会偏移从而保证样品精度,保证拉力样的结构进而不影响测试数据,同时也避免材料的浪费。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足而提供一种保证样品精度以及保证测试数据准确性的铣床铣削哑铃型拉力样专用定位工装。
5.本实用新型的技术方案如下:
6.一种铣床铣削哑铃型拉力样专用定位工装,包括板件、夹板、哑铃型块、t型螺栓、定位件以及螺帽,所述板件设置在铣床的操作台的上侧面,所述t型螺栓可拆卸的设置在操作台的t型槽内,所述t型螺栓螺纹段朝上设置,且穿过所述板件,所述夹板位于所述板件的上侧面,所述夹板套接在所述t型螺栓上,所述哑铃型块位于所述夹板的上侧面,所述哑铃型块套接在所述t型螺栓上,所述螺帽通过螺纹连接在所述t型螺栓上,以对板件、夹板、哑铃块进行固定。
7.进一步,所述t型螺栓的头部能够卡接在操作台(1)的t型槽内,所述板件和夹板均开设贯穿上下端面且和操作台的任一t型槽相对应的4个孔。
8.进一步,所述板件和夹板上开设的孔一一对应。
9.进一步,所述t型螺栓的头部为矩形柱结构且与t型槽相配。
10.进一步,所述定位件设置在哑铃型块与螺帽之间,且所述定位件整体结构为中间具有上下贯穿圆孔的阶梯圆台。
11.进一步,所述哑铃型块上侧面两端开设与所述板件的中间的两个孔相对应的沉头孔,且所述定位件和沉头孔的沉头处相配合。
12.进一步,所述t型螺栓有4个,且为两个长的、两个短的,两个长的t型螺栓由下至上依次穿过板件、夹板、哑铃型块以及定位件,两个短的t型螺栓由下至上依次穿过板件以及夹板。
13.与现有技术相比,本实用新型的有益效果是:
14.1、本实用新型中操作台以及与操作台的t型槽相配合的t型螺栓的使用,能够保证
定位工装的整体位置被准确固定,从而保证样品精度;
15.2、本实用新型中哑铃型块以及夹板的使用,对样品的夹持起到了有力的辅助,同时哑铃型块也作为模具,便于对样品进行铣削;
16.3、本实用新型中定位件配合哑铃型块的使用使得哑铃型块的位置被固定的相当牢固,保证了样品精度;
17.总之,本实用新型具有保证样品精度、便于对哑铃型拉力样进行铣削的优点。
附图说明
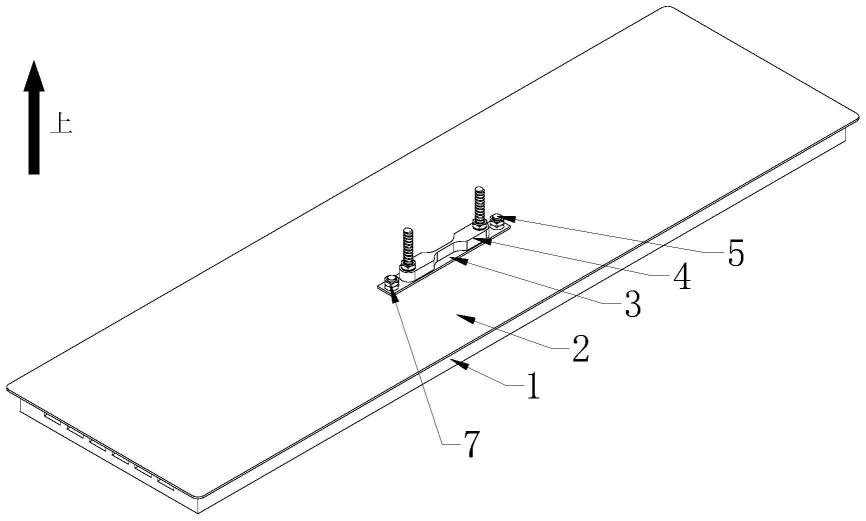
18.图1为本实用新型立体示意图。
19.图2为本实用新型立体结构的局部结构示意图。
20.图3为本实用新型立体结构的局部示意图。
21.图4为本实用新型板件的结构示意图。
22.图5为本实用新型夹板的结构示意图。
23.图6为本实用新型哑铃型块的结构示意图。
24.图7为本实用新型t型螺栓的结构示意图。
25.图8为本实用新型定位件的结构示意图。
26.图中,1、操作台,2、板件,3、夹板,4、哑铃型块,5、t型螺栓,6、定位件,7、螺帽。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.如图1、图2、图8所示,一种铣床铣削哑铃型拉力样专用定位工装,包括板件2、夹板3、哑铃型块4、t型螺栓5、定位件6以及螺帽7,所述板件2设置在铣床的操作台1的上侧面,所述t型螺栓5可拆卸的设置在操作台1的t型槽内,所述t型螺栓5螺纹段朝上设置,且穿过所述板件2,所述夹板3位于所述板件2的上侧面,所述夹板3套接在所述t型螺栓5上,所述哑铃型块4位于所述夹板3的上侧面,所述哑铃型块4套接在所述t型螺栓5上,所述螺帽7通过螺纹连接在所述t型螺栓5上,以对板件2、夹板3、哑铃块4进行固定。
29.本实施例中,板件2的设置便于对铣削下来的碎屑进行清理,不至于落入操作台1的槽内,影响t型螺栓的移动以及定位精度。
30.如图1、图2、图3、图4、图5所示,所述t型螺栓5的头部能够卡接在操作台1的t型槽内,所述板件2和夹板3均开设贯穿上下端面且和操作台1的任一t型槽相对应的4个孔;所述板件2和夹板3上开设的孔一一对应;所述t型螺栓5的头部为矩形柱结构且与t型槽相配合,保证了t型螺栓5头部被限制转动,转动螺帽的时候更加便捷。
31.如图1、图3、图4、图5、图6、图7、图8所示,所述定位件6设置在哑铃型块4与螺帽7之间,且所述定位件6整体结构为中间具有上下贯穿圆孔的阶梯圆台;所述哑铃型块4上侧面两端开设与所述板件2的中间的两个孔相对应的沉头孔,且所述定位件6和沉头孔的沉头处相配合;所述t型螺栓5有4个,且为两个长的、两个短的,两个长的t型螺栓5由下至上依次穿
过板件2、夹板3、哑铃型块4以及定位件6,两个短的t型螺栓5由下至上依次穿过板件2以及夹板3。
32.本实施例中,板件2中间的两个孔的孔距和哑铃型块4的孔距一致,且该孔距大于样品的长度,两个短的t型螺栓5伸出操作台1的螺杆部从板件2、夹板3外侧两个孔伸出,且由下至上依次穿设板件2和夹板3,此时螺帽7旋在两个短的t型螺栓5上将板件2和夹板3夹紧,定位工装的下侧夹持部分固定完毕;两个长的所述t型螺栓5螺杆部由下向上依次穿设板件2、夹板3内侧两个孔以及哑铃型块4两端的沉头孔,哑铃型块4的沉头孔的沉头一端朝上,定位件6套接在t型螺栓5的螺杆上且定位件6的阶梯圆台结构中最大的圆的大小与哑铃型块4的沉头孔的沉头处相配合,此时螺帽7旋在两个长的t型螺栓5上,板件2、夹板3、哑铃型块4以及定位件6被夹在中间,在定位件6的辅助下将哑铃型块4定位准确,样品夹在夹板3和哑铃型块4之间,样品随着两个长的t型螺栓5上的螺帽7的旋转被不断夹紧,接下来就可以进行铣削工作了,这样铣出来的样品精度更高,而且哑铃型块4分散了来自螺帽7的压力,样品结构不会被破坏。
33.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:包括板件、夹板、哑铃型块、t型螺栓、定位件以及螺帽,所述板件设置在铣床的操作台的上侧面,所述t型螺栓可拆卸的设置在操作台的t型槽内,所述t型螺栓螺纹段朝上设置,且穿过所述板件,所述夹板位于所述板件的上侧面,所述夹板套接在所述t型螺栓上,所述哑铃型块位于所述夹板的上侧面,所述哑铃型块套接在所述t型螺栓上,所述螺帽通过螺纹连接在所述t型螺栓上,以对板件、夹板、哑铃块进行固定。2.根据权利要求1所述的一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:所述t型螺栓的头部能够卡接在操作台的t型槽内,所述板件和夹板均开设贯穿上下端面且和操作台的任一t型槽相对应的4个孔。3.根据权利要求2所述的一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:所述板件和夹板上开设的孔一一对应。4.根据权利要求2所述的一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:所述t型螺栓的头部为矩形柱结构且与t型槽相配合。5.根据权利要求1所述的一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:所述定位件设置在哑铃型块与螺帽之间,且所述定位件整体结构为中间具有上下贯穿圆孔的阶梯圆台。6.根据权利要求5所述的一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:所述哑铃型块上侧面两端开设与所述板件的中间的两个孔相对应的沉头孔,且所述定位件和沉头孔的沉头处相配合。7.根据权利要求1所述的一种铣床铣削哑铃型拉力样专用定位工装,其特征在于:所述t型螺栓有4个,且为两个长的、两个短的,两个长的t型螺栓由下至上依次穿过板件、夹板、哑铃型块以及定位件,两个短的t型螺栓由下至上依次穿过板件以及夹板。
技术总结
本实用新型涉及了一种铣床铣削哑铃型拉力样专用定位工装,包括板件、夹板、哑铃型块、T型螺栓、定位件以及螺帽,所述板件设置在铣床的操作台的上侧面,所述T型螺栓可拆卸的设置在操作台的T型槽内,所述T型螺栓螺纹段朝上设置,且穿过所述板件,所述夹板位于所述板件的上侧面,所述夹板套接在所述T型螺栓上,所述哑铃型块位于所述夹板的上侧面,所述哑铃型块套接在所述T型螺栓上,所述螺帽通过螺纹连接在所述T型螺栓上,以对板件、夹板、哑铃块进行固定;本实用新型能够保证样品精度、便于对样品进行铣削成哑铃型拉力样。进行铣削成哑铃型拉力样。进行铣削成哑铃型拉力样。
技术研发人员:宋喜波 柴明科 李克振 荆冰冰
受保护的技术使用者:河南明晟新材料科技有限公司
技术研发日:2022.04.26
技术公布日:2022/8/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。