1.本发明涉及变速器外壳加工技术领域,尤其涉及一种汽车变速器外壳加工用端面打磨装置及其打磨方法。
背景技术:
2.变速器壳体用于安装变速器传动机构及其附件的壳体结构,变速箱的主要作用是改变汽车行驶速度的大小和汽车驱动轮上扭矩的大小,是汽车行驶中非常重要的部件,其材质一般是由铸铝件和铸铁件组合而成的,由于需要与汽车其他配件相互配合,需要有较强的光滑度,确保能够快速磨合,针对浇铸而成的铸件后需要进行一系列的加工处理,先对毛坯件进行冒口毛刺切割,而后对其进行毛刺打磨,去除轮廓、边角多余的毛刺。
3.目前,现有的变速器外壳打磨装置对变速器外壳进行处理时,往往是分为打磨和抛光两个步骤,进而就导致了对变速器外壳的处理效率降低,难以实现高效率的生产,而且由于变速器外壳形状不规则,因此导致在打磨过程中稳定效果较为一般,而且利用传统的外部夹持方式还很容易造成变速器外壳的损坏。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种汽车变速器外壳加工用端面打磨装置及其打磨方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种汽车变速器外壳加工用端面打磨装置,包括:
7.底座,所述底座上表面中部开设有收集槽,所述底座上表面中部固定连接有安装座,所述底座上表面左侧固定连接有伸缩气缸,所述伸缩气缸输出端固定连接有连接板,所述连接板远离伸缩气缸的一侧底部安装有打磨组件,所述打磨组件用于对变速器外壳端面进行抛光处理;
8.补液组件,所述补液组件安装在连接板侧壁,补液组件用于对打磨组件内部及时补充抛光液;
9.固定组件,所述固定组件安装在底座与安装座内部,固定组件用于对变速器外壳进行夹持固定。
10.优选地,所述打磨组件包括转动轴,所述转动轴与连接板底部转动连接,所述转动轴底部固定连接有刷盘,所述刷盘底部固定连接有毛刷,所述连接板上表面中部固定连接有驱动电机,所述驱动电机输出轴端固定连接有第一转轮,所述转动轴侧壁固定连接有第二转轮,且所述第二转轮与第一转轮之间通过皮带传动连接。
11.优选地,所述刷盘内部滑动连接有挤压板,所述挤压板底部与刷盘之间固定连接有第一弹簧,所述挤压板顶部固定连接有挤压杆,且挤压杆与刷盘侧壁滑动连接,所述连接板底部固定连接有触发杆。
12.优选地,所述挤压杆与触发杆可进行抵触滑动,且挤压杆与触发杆接触端均采用
弧形圆角处理,所述刷盘底部两侧均开设有喷刷孔,所述喷刷孔与刷盘内腔相连通,且所述喷刷孔内部设置有单向阀。
13.优选地,所述转动轴底部贯穿至刷盘内腔,且转动轴内部开设有补液孔,所述补液组件包括补液箱,所述补液箱与补液孔内腔相连通,且所述补液孔内部设置有单向阀。
14.优选地,所述喷刷孔内部的单向阀与补液孔内的单向阀开合方向相反,所述第一弹簧环形分布在刷盘内腔,且所述补液孔输出端位于挤压板下方。
15.优选地,所述底座内腔开设有定位槽,所述固定组件包括松压板,所述松压板与定位槽内壁滑动连接,所述松压板与定位槽底部之间固定连接有第二弹簧,所述松压板顶部固定连接有松压杆,且所述松压杆贯穿底座上表面。
16.优选地,所述安装座四周均开设有紧固槽,所述紧固槽内壁滑动连接有紧固杆,且紧固杆外端部为柔性橡胶材料制成,所述紧固杆与紧固槽侧壁之间固定连接有第三弹簧,所述安装座内腔开设有联动槽,所述联动槽与紧固槽相连通,且所述联动槽内滑动连接有活塞板,所述活塞板底部与松压板顶部固定连接。
17.优选地,所述收集槽底部环形开设有收集孔,所述底座底部开设有出渣口,且所述收集孔与出渣口相连通,所述定位槽侧壁开设有清理口,且所述清理口端部螺纹连接有密封塞。
18.一种汽车变速器外壳加工用端面打磨方法,包括以下步骤:
19.s1、将变速器外壳进行固定:首先按压松压杆,使得松压板下压,以此使得活塞板同步向下移动,进而在联动槽与紧固槽内产生吸附力,使得紧固杆向内收缩,此时将变速器外壳套接在安装座上,随即松开松压板,在第二弹簧的回弹作用下,活塞板复位,并利用第三弹簧的设置,使得紧固杆快速伸出,以此完成对变速器外壳的固定;
20.s2、对变速器外壳端面进行打磨:首先利用伸缩气缸将毛刷调整至合适的高度,随即通过驱动电机转动,并利用第二转轮与第一转轮之间的传动效果,使得转动轴与刷盘同步进行转动,进而使得毛刷对变速器外壳端面进行打磨;
21.s3、在变速器外壳端面涂刷抛光液:在刷盘转动的过程中,挤压杆将会与触发杆之间发生接触,利用刷盘转动产生的挤压力,使得挤压板下移,以此将刷盘内部存储的抛光液从喷刷孔内挤出,以此完成对变速器外壳打磨面的抛光处理;
22.s4、对刷盘内的抛光液进行补充:随着刷盘的转动,当挤压杆与触发杆解除挤压时,利用第一弹簧的回弹效果,将会在刷盘内产生吸附力,进而使得补液孔内部单向阀打开,以此将补液箱内的抛光液补充至刷盘内,从而确保抛光工作的持续进行,并确保抛光工序的质量。
23.相比现有技术,本发明的有益效果为:
24.1、本发明在刷盘转动打磨的过程中,挤压杆将会与触发杆之间发生接触,使得挤压板下移,并对刷盘内部存储的抛光液进行挤压,以此顺利将刷盘内部存储的抛光液从喷刷孔内挤出,并伴随着毛刷的转动,进而将抛光液均匀的涂抹在变速器外壳端面,进而提高了该装置的工作效率,并且伴随着刷盘的转动,还会对刷盘内部的抛光液进行晃动,进而使得能够充分的进行混合,有效避免分层离析的情况,进而提高了该装置的抛光效果,从而确保了该装置的打磨质量。
25.2、本发明从安装座四周同时对变速器外壳的内壁进行抵触,以此完成对变速器外
壳的固定,以此提高打磨过程中的稳定性,并且利用内部向外鼓胀的方式,能够有效避免传统从外部夹持对变速器外壳造成的损坏;而且由于紧固杆外端部为柔性橡胶材料制成,且第二弹簧与第三弹簧均存在一定的回弹范围,因此能够对不同规格与形状的变速器外壳进行固定,进而提高了该装置的适用范围。
附图说明
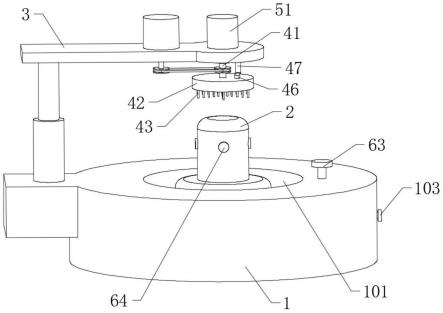
26.图1为本发明提出的一种汽车变速器外壳加工用端面打磨装置的主视整体结构示意图;
27.图2为本发明提出的一种汽车变速器外壳加工用端面打磨装置的局部放大结构示意图;
28.图3为本发明提出的一种汽车变速器外壳加工用端面打磨装置的俯视整体结构示意图;
29.图4为本发明提出的一种汽车变速器外壳加工用端面打磨装置的侧视局部剖结构示意图;
30.图5为本发明提出的一种汽车变速器外壳加工用端面打磨装置的图4中a区域放大结构示意图;
31.图6为本发明提出的一种汽车变速器外壳加工用端面打磨装置的刷盘内部结构示意图;
32.图7为本发明提出的一种汽车变速器外壳加工用端面打磨装置的补液箱内部结构示意图;
33.图8为本发明提出的一种汽车变速器外壳加工用端面打磨装置的刷盘内部放大结构示意图。
34.图中:1、底座;101、收集槽;102、出渣口;103、密封塞;2、安装座;3、连接板;4、打磨组件;41、转动轴;42、刷盘;43、毛刷;44、挤压板;45、第一弹簧;46、挤压杆;47、触发杆;48、喷刷孔;5、补液组件;51、补液箱;52、补液孔;6、固定组件;61、松压板;62、第二弹簧;63、松压杆;64、紧固杆;65、第三弹簧;66、活塞板。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
36.参照图1、图3,一种汽车变速器外壳加工用端面打磨装置,包括:
37.底座1,底座1上表面中部开设有收集槽101,底座1上表面中部固定连接有安装座2,底座1上表面左侧固定连接有伸缩气缸,伸缩气缸输出端固定连接有连接板3,连接板3远离伸缩气缸的一侧底部安装有打磨组件4,打磨组件4用于对变速器外壳端面进行抛光处理;
38.补液组件5,补液组件5安装在连接板3侧壁,补液组件5用于对打磨组件4内部及时补充抛光液;
39.固定组件6,固定组件6安装在底座1与安装座2内部,固定组件6用于对变速器外壳进行夹持固定。
40.参照图1、图2,其中,打磨组件4包括转动轴41,转动轴41与连接板3底部转动连接,转动轴41底部固定连接有刷盘42,刷盘42底部固定连接有毛刷43,连接板3上表面中部固定连接有驱动电机,驱动电机输出轴端固定连接有第一转轮,转动轴41侧壁固定连接有第二转轮,且第二转轮与第一转轮之间通过皮带传动连接;
41.参照图6、图7、图8,其中,刷盘42内部滑动连接有挤压板44,挤压板44底部与刷盘42之间固定连接有第一弹簧45,挤压板44顶部固定连接有挤压杆46,且挤压杆46与刷盘42侧壁滑动连接,连接板3底部固定连接有触发杆47;
42.参照图2、图8,其中,挤压杆46与触发杆47可进行抵触滑动,且挤压杆46与触发杆47接触端均采用弧形圆角处理,刷盘42底部两侧均开设有喷刷孔48,喷刷孔48与刷盘42内腔相连通,且喷刷孔48内部设置有单向阀;
43.通过上述结构的设置,驱动电机转动并利用第二转轮与第一转轮之间的传动效果,使得转动轴41与刷盘42同步进行转动,进而使得毛刷43对变速器外壳端面进行打磨,并且在刷盘42转动的过程中,挤压杆46将会与触发杆47之间发生接触,利用刷盘42转动产生的挤压力,使得挤压板44下移,并对刷盘42内部存储的抛光液进行挤压,在此挤压效果下喷刷孔48内的单向阀将会被打开,以此顺利将刷盘42内部存储的抛光液从喷刷孔48内挤出,并伴随着毛刷43的转动,进而将抛光液均匀的涂抹在变速器外壳端面,以此在完成对变速器外壳打磨的过程中,还能够实现对其打磨面的抛光处理,进而提高了对变速器外壳打磨的处理效果,确保了该装置的打磨质量。
44.参照图6、图7、图8,其中,转动轴41底部贯穿至刷盘42内腔,且转动轴41内部开设有补液孔52,补液组件5包括补液箱51,补液箱51与补液孔52内腔相连通,且补液孔52内部设置有单向阀;
45.参照图6、图7、图8,其中,喷刷孔48内部的单向阀与补液孔52内的单向阀开合方向相反,第一弹簧45环形分布在刷盘42内腔,且补液孔52输出端位于挤压板44下方;
46.通过上述结构的设置,随着刷盘42的转动,当挤压杆46与触发杆47解除挤压时,利用第一弹簧45的回弹效果,将会在刷盘42内产生吸附力,进而使得补液孔52内部单向阀打开,以此将补液箱51内的抛光液补充至刷盘42内,从而确保抛光工作的持续进行,并确保抛光工序的质量,并且由于补液孔52输出端位于挤压板44下方,因此能够始终确保抛光液顺利进入,以此提高了该装置的实用性;并且伴随着刷盘42的转动,还会对刷盘42内部的抛光液进行晃动,进而使得能够充分的进行混合,有效避免分层离析的情况,进而提高了该装置的抛光效果。
47.参照图4、图5,其中,底座1内腔开设有定位槽,固定组件6包括松压板61,松压板61与定位槽内壁滑动连接,松压板61与定位槽底部之间固定连接有第二弹簧62,松压板61顶部固定连接有松压杆63,且松压杆63贯穿底座1上表面;
48.参照图4、图5,其中,安装座2四周均开设有紧固槽,紧固槽内壁滑动连接有紧固杆64,且紧固杆64外端部为柔性橡胶材料制成,紧固杆64与紧固槽侧壁之间固定连接有第三弹簧65,安装座2内腔开设有联动槽,联动槽与紧固槽相连通,且联动槽内滑动连接有活塞板66,活塞板66底部与松压板61顶部固定连接。
49.通过上述结构的设置,按压松压杆63,使得松压板61下压,以此使得活塞板66同步向下移动,进而在联动槽与紧固槽内产生吸附力,使得紧固杆64向内收缩,此时将变速器外
壳套接在安装座2上,随即松开松压板61,在第二弹簧62的回弹作用下,活塞板66复位,进而使得联动槽与紧固槽内的气压复原,并利用第三弹簧65的设置,能够使得紧固杆64快速伸出,从而提高了紧固杆64的固定效率,如此能够从安装座2四周同时对变速器外壳的内壁进行抵触,以此完成对变速器外壳的固定,以此提高打磨过程中的稳定性,并且利用内部向外鼓胀的方式,能够有效避免传统从外部夹持对变速器外壳造成的损坏;而且由于紧固杆64外端部为柔性橡胶材料制成,且第二弹簧62与第三弹簧65均存在一定的回弹范围,因此能够对不同规格与形状的变速器外壳进行固定,进而提高了该装置的适用范围。
50.参照图4,其中,收集槽101底部环形开设有收集孔,底座1底部开设有出渣口102,且收集孔与出渣口102相连通,定位槽侧壁开设有清理口,且清理口端部螺纹连接有密封塞103;
51.通过上述结构的设置,在刷盘42带动毛刷43转动的过程中,将会在变速器外壳上方产生一个向下的吹动力,此时将会把变速器外壳打磨时产生的颗粒物杂质吹落至收集槽101内,最终顺着收集孔排出至出渣口102内,并且毛刷43转动产生的吹动力还能够对变速器外壳打磨面进行降温,进而降低高温摩擦对变速器外壳造成的损失,以此提高了该装置的打磨效果。
52.参照图1-8,一种汽车变速器外壳加工用端面打磨方法,包括以下步骤:
53.s1、将变速器外壳进行固定:首先按压松压杆63,使得松压板61下压,以此使得活塞板66同步向下移动,进而在联动槽与紧固槽内产生吸附力,使得紧固杆64向内收缩,此时将变速器外壳套接在安装座2上,随即松开松压板61,在第二弹簧62的回弹作用下,活塞板66复位,进而使得联动槽与紧固槽内的气压复原,并利用第三弹簧65的设置,能够使得紧固杆64快速伸出,从而提高了紧固杆64的固定效率,以此完成对变速器外壳的固定;
54.s2、对变速器外壳端面进行打磨:首先利用伸缩气缸将毛刷43调整至合适的高度,随即通过驱动电机转动,并利用第二转轮与第一转轮之间的传动效果,使得转动轴41与刷盘42同步进行转动,进而使得毛刷43对变速器外壳端面进行打磨,并且在刷盘42带动毛刷43转动的过程中,将会在变速器外壳上方产生一个向下的吹动力,此时将会把变速器外壳打磨时产生的颗粒物杂质吹落至收集槽101内,最终顺着收集孔排出至出渣口102内,并且毛刷43转动产生的吹动力还能够对变速器外壳打磨面进行降温,进而降低高温摩擦对变速器外壳造成的损失,以此提高了该装置的打磨效果;
55.s3、在变速器外壳端面涂刷抛光液:刷盘42转动的过程中,挤压杆46将会与触发杆47之间发生接触,利用刷盘42转动产生的挤压力,使得挤压板44下移,并对刷盘42内部存储的抛光液进行挤压,在此挤压效果下喷刷孔48内的单向阀将会被打开,以此顺利将刷盘42内部存储的抛光液从喷刷孔48内挤出,并伴随着毛刷43的转动,进而将抛光液均匀的涂抹在变速器外壳端面,以此在完成对变速器外壳打磨的过程中,还能够实现对其打磨面的抛光处理,确保了该装置的打磨质量,而且伴随着刷盘42的转动,还会对刷盘42内部的抛光液进行晃动,进而使得能够充分的进行混合,有效避免分层离析的情况,进而提高了该装置的抛光效果;
56.s4、对刷盘42内的抛光液进行补充:随着刷盘42的转动,当挤压杆46与触发杆47解除挤压时,利用第一弹簧45的回弹效果,将会在刷盘42内产生吸附力,进而使得补液孔52内部单向阀打开,以此将补液箱51内的抛光液补充至刷盘42内,从而确保抛光工作的持续进
行,并确保抛光工序的质量,并且由于补液孔52输出端位于挤压板44下方,因此能够始终确保抛光液顺利进入,以此提高了该装置的实用性。
57.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。