1.本发明涉及绑扎杆技术领域,尤其涉及一种船用集装箱绑扎杆的加工方法。
背景技术:
2.绑扎杆在作为船用集装箱的绑扎件使用时,需要具有较高的防腐蚀性,但现有技术中的绑带杆只是单纯的使用钢材使用轧钢工艺制作而成,制作成的绑扎杆效果单一,防腐蚀性能不高,因此,本发明提出一种船用集装箱绑扎杆的加工方法,用于解决上述问题。
技术实现要素:
3.基于背景技术存在绑带杆只是单纯的使用钢材使用轧钢工艺制作而成,制作成的绑扎杆效果单一,防腐蚀性能不高的技术问题,本发明提出了一种船用集装箱绑扎杆的加工方法。
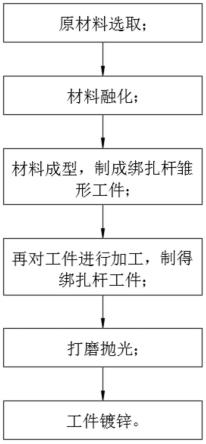
4.本发明提出的一种船用集装箱绑扎杆的加工方法,包括以下步骤:
5.s1:原材料选取;
6.s2:材料融化;
7.s3:材料成型,制成绑扎杆雏形工件;
8.s4:再对工件进行加工,制得绑扎杆工件;
9.s5:打磨抛光;
10.s6:工件镀锌。
11.优选地,所述s1步骤中:原材料为316不锈钢。
12.进一步的,316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置。
13.优选地,所述s2步骤中:将原材料加入到电弧炉中,将电弧炉升温至1500℃-2500℃,对原材料进行融化,将融化后的不锈钢溶液分成三份比例为5:1:1。
14.进一步的,将不锈钢溶液分成三份是为了后续制作一个中间件和两个两端件。
15.优选地,所述s3步骤中:将其中比例为5的不锈钢溶液倒入到模具成型,需要制成厚度为3-5厘米的中空矩形框架,细节形状可自定义,制得中间件,再将其余两份比例为1的不休钢溶液倒入到模具中成型,需要制成一端为挂钩一端为螺纹杆状,制得两端件。
16.进一步的,将中间件支撑中空矩形框架结构是为了两个两端件可插入到中间件内,使得两端件可在中间件内移动,来拉紧两个两端件上勾住的绳索或者钢索。
17.优选地,所述s4步骤中:再将中间件的左侧和右侧开设螺纹孔,螺纹孔要与两端件进行适配,使得两端件与中间件螺纹连接,两个两端件相互靠近的一端延伸至中间件的内侧,制得绑扎杆。
18.进一步的,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件可带动两个两端件相互远
离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧。
19.优选地,所述s5步骤中:选取45-60μm的砂轮对中间件和两端件进行打磨,将中间件和两端件表面的氧化物打磨掉即可。
20.进一步的,打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度。
21.优选地,所述s5步骤中:最后使用羊毛轮对中间件和两端件的表面打磨出镜面效果。
22.进一步的,抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
23.优选地,所述s6步骤中:电镀锌的电流密度为190-220a/dm2,电压7-12v,电镀液的温度为35-52℃,其镀锌后的镀层厚度为0.08-0.12mm。
24.进一步的,镀锌可阻挡腐蚀性物质:镀锌金属上的锌涂层阻止腐蚀性物质到达较弱的底层基材金属,这可以延长基材的使用寿命,尤其是在要求苛刻的应用中。
25.本发明的有益效果:
26.1、316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置;
27.2、通过在中间件的左侧和右侧开设两个螺纹孔,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件可带动两个两端件相互远离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧。
28.本发明通过采用特殊的不锈钢作为原材料,并在对不休钢的表面进行处理,再在表面镀上一层锌,在美观性和防腐蚀性上具有较大的提升,建议大力推广。
附图说明
29.图1为本发明提出的工作流程图;
30.图2为本发明提出的主视示意图。
具体实施方式
31.下面结合具体实施例对本发明作进一步解说。
32.参照图1-2,实施例一
33.本实施例中提出了一种船用集装箱绑扎杆的加工方法,包括以下步骤:
34.s1:原材料选取,所述s1步骤中:原材料为316不锈钢,316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置;
35.s2:材料融化,所述s2步骤中:将原材料加入到电弧炉中,将电弧炉升温至1500℃℃,对原材料进行融化,将融化后的不锈钢溶液分成三份比例为5:1:1,将不锈钢溶液分成
三份是为了后续制作一个中间件和两个两端件;
36.s3:材料成型,制成绑扎杆雏形工件,所述s3步骤中:将其中比例为5的不锈钢溶液倒入到模具成型,需要制成厚度为3厘米的中空矩形框架,细节形状可自定义,制得中间件,再将其余两份比例为1的不休钢溶液倒入到模具中成型,需要制成一端为挂钩一端为螺纹杆状,制得两端件,将中间件支撑中空矩形框架结构是为了两个两端件可插入到中间件内,使得两端件可在中间件内移动,来拉紧两个两端件上勾住的绳索或者钢索;
37.s4:再对工件进行加工,制得绑扎杆工件,所述s4步骤中:再将中间件的左侧和右侧开设螺纹孔,螺纹孔要与两端件进行适配,使得两端件与中间件螺纹连接,两个两端件相互靠近的一端延伸至中间件的内侧,制得绑扎杆,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件可带动两个两端件相互远离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧;
38.s5:打磨抛光,所述s5步骤中:选取45μm的砂轮对中间件和两端件进行打磨,将中间件和两端件表面的氧化物打磨掉即可,打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度,所述s5步骤中:最后使用羊毛轮对中间件和两端件的表面打磨出镜面效果,抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工;
39.s6:工件镀锌,所述s6步骤中:电镀锌的电流密度为190a/dm2,电压7v,电镀液的温度为35℃,其镀锌后的镀层厚度为0.08mm,镀锌可阻挡腐蚀性物质:镀锌金属上的锌涂层阻止腐蚀性物质到达较弱的底层基材金属,这可以延长基材的使用寿命,尤其是在要求苛刻的应用中。
40.参照图1-2,实施例二
41.本实施例中提出了一种船用集装箱绑扎杆的加工方法,包括以下步骤:
42.s1:原材料选取,所述s1步骤中:原材料为316不锈钢,316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置;
43.s2:材料融化,所述s2步骤中:将原材料加入到电弧炉中,将电弧炉升温至1500℃,对原材料进行融化,将融化后的不锈钢溶液分成三份比例为5:1:1,将不锈钢溶液分成三份是为了后续制作一个中间件和两个两端件;
44.s3:材料成型,制成绑扎杆雏形工件,所述s3步骤中:将其中比例为5的不锈钢溶液倒入到模具成型,需要制成厚度为3厘米的中空矩形框架,细节形状可自定义,制得中间件,再将其余两份比例为1的不休钢溶液倒入到模具中成型,需要制成一端为挂钩一端为螺纹杆状,制得两端件,将中间件支撑中空矩形框架结构是为了两个两端件可插入到中间件内,使得两端件可在中间件内移动,来拉紧两个两端件上勾住的绳索或者钢索;
45.s4:再对工件进行加工,制得绑扎杆工件,所述s4步骤中:再将中间件的左侧和右侧开设螺纹孔,螺纹孔要与两端件进行适配,使得两端件与中间件螺纹连接,两个两端件相互靠近的一端延伸至中间件的内侧,制得绑扎杆,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件
可带动两个两端件相互远离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧;
46.s5:打磨抛光,所述s5步骤中:选取45μm的砂轮对中间件和两端件进行打磨,将中间件和两端件表面的氧化物打磨掉即可,打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度,所述s5步骤中:最后使用羊毛轮对中间件和两端件的表面打磨出镜面效果,抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工;
47.s6:工件镀锌,所述s6步骤中:电镀锌的电流密度为190a/dm2,电压7v,电镀液的温度为35℃,其镀锌后的镀层厚度为0.08mm,镀锌可阻挡腐蚀性物质:镀锌金属上的锌涂层阻止腐蚀性物质到达较弱的底层基材金属,这可以延长基材的使用寿命,尤其是在要求苛刻的应用中。
48.参照图1-2,实施例三
49.本实施例中提出了一种船用集装箱绑扎杆的加工方法,包括以下步骤:
50.s1:原材料选取,所述s1步骤中:原材料为316不锈钢,316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置;
51.s2:材料融化,所述s2步骤中:将原材料加入到电弧炉中,将电弧炉升温至1800℃,对原材料进行融化,将融化后的不锈钢溶液分成三份比例为5:1:1,将不锈钢溶液分成三份是为了后续制作一个中间件和两个两端件;
52.s3:材料成型,制成绑扎杆雏形工件,所述s3步骤中:将其中比例为5的不锈钢溶液倒入到模具成型,需要制成厚度为4厘米的中空矩形框架,细节形状可自定义,制得中间件,再将其余两份比例为1的不休钢溶液倒入到模具中成型,需要制成一端为挂钩一端为螺纹杆状,制得两端件,将中间件支撑中空矩形框架结构是为了两个两端件可插入到中间件内,使得两端件可在中间件内移动,来拉紧两个两端件上勾住的绳索或者钢索;
53.s4:再对工件进行加工,制得绑扎杆工件,所述s4步骤中:再将中间件的左侧和右侧开设螺纹孔,螺纹孔要与两端件进行适配,使得两端件与中间件螺纹连接,两个两端件相互靠近的一端延伸至中间件的内侧,制得绑扎杆,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件可带动两个两端件相互远离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧;
54.s5:打磨抛光,所述s5步骤中:选取50μm的砂轮对中间件和两端件进行打磨,将中间件和两端件表面的氧化物打磨掉即可,打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度,所述s5步骤中:最后使用羊毛轮对中间件和两端件的表面打磨出镜面效果,抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工;
55.s6:工件镀锌,所述s6步骤中:电镀锌的电流密度为200a/dm2,电压9v,电镀液的温度为40℃,其镀锌后的镀层厚度为0.09mm,镀锌可阻挡腐蚀性物质:镀锌金属上的锌涂层阻
止腐蚀性物质到达较弱的底层基材金属,这可以延长基材的使用寿命,尤其是在要求苛刻的应用中。
56.参照图1-2,实施例四
57.本实施例中提出了一种船用集装箱绑扎杆的加工方法,包括以下步骤:
58.s1:原材料选取,所述s1步骤中:原材料为316不锈钢,316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置;
59.s2:材料融化,所述s2步骤中:将原材料加入到电弧炉中,将电弧炉升温至2000℃,对原材料进行融化,将融化后的不锈钢溶液分成三份比例为5:1:1,将不锈钢溶液分成三份是为了后续制作一个中间件和两个两端件;
60.s3:材料成型,制成绑扎杆雏形工件,所述s3步骤中:将其中比例为5的不锈钢溶液倒入到模具成型,需要制成厚度为5厘米的中空矩形框架,细节形状可自定义,制得中间件,再将其余两份比例为1的不休钢溶液倒入到模具中成型,需要制成一端为挂钩一端为螺纹杆状,制得两端件,将中间件支撑中空矩形框架结构是为了两个两端件可插入到中间件内,使得两端件可在中间件内移动,来拉紧两个两端件上勾住的绳索或者钢索;
61.s4:再对工件进行加工,制得绑扎杆工件,所述s4步骤中:再将中间件的左侧和右侧开设螺纹孔,螺纹孔要与两端件进行适配,使得两端件与中间件螺纹连接,两个两端件相互靠近的一端延伸至中间件的内侧,制得绑扎杆,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件可带动两个两端件相互远离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧;
62.s5:打磨抛光,所述s5步骤中:选取55μm的砂轮对中间件和两端件进行打磨,将中间件和两端件表面的氧化物打磨掉即可,打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度,所述s5步骤中:最后使用羊毛轮对中间件和两端件的表面打磨出镜面效果,抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工;
63.s6:工件镀锌,所述s6步骤中:电镀锌的电流密度为210a/dm2,电压11v,电镀液的温度为45℃,其镀锌后的镀层厚度为0.11mm,镀锌可阻挡腐蚀性物质:镀锌金属上的锌涂层阻止腐蚀性物质到达较弱的底层基材金属,这可以延长基材的使用寿命,尤其是在要求苛刻的应用中。
64.参照图1-2,实施例五
65.本实施例中提出了一种船用集装箱绑扎杆的加工方法,包括以下步骤:
66.s1:原材料选取,所述s1步骤中:原材料为316不锈钢,316是属于不锈、耐热、耐蚀钢,是奥氏体不锈钢,在海水和其他各种介质中,耐腐蚀性比较好,主要是耐点蚀材,而集装箱大部分又是用作海运方便,难免会沾染海水,来进行针对设置;
67.s2:材料融化,所述s2步骤中:将原材料加入到电弧炉中,将电弧炉升温至500℃,对原材料进行融化,将融化后的不锈钢溶液分成三份比例为5:1:1,将不锈钢溶液分成三份是为了后续制作一个中间件和两个两端件;
68.s3:材料成型,制成绑扎杆雏形工件,所述s3步骤中:将其中比例为5的不锈钢溶液倒入到模具成型,需要制成厚度为5厘米的中空矩形框架,细节形状可自定义,制得中间件,再将其余两份比例为1的不休钢溶液倒入到模具中成型,需要制成一端为挂钩一端为螺纹杆状,制得两端件,将中间件支撑中空矩形框架结构是为了两个两端件可插入到中间件内,使得两端件可在中间件内移动,来拉紧两个两端件上勾住的绳索或者钢索;
69.s4:再对工件进行加工,制得绑扎杆工件,所述s4步骤中:再将中间件的左侧和右侧开设螺纹孔,螺纹孔要与两端件进行适配,使得两端件与中间件螺纹连接,两个两端件相互靠近的一端延伸至中间件的内侧,制得绑扎杆,螺纹孔用于连接两端件和中间件,中间件左侧和右侧的两个螺纹的螺旋方向为相反设置,使得在两个两端件无法移动后转动中间件可带动两个两端件相互远离,来实现对饶设在集装箱上的钢索或者伸缩进行拉紧;
70.s5:打磨抛光,所述s5步骤中:选取60μm的砂轮对中间件和两端件进行打磨,将中间件和两端件表面的氧化物打磨掉即可,打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度,所述s5步骤中:最后使用羊毛轮对中间件和两端件的表面打磨出镜面效果,抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工;
71.s6:工件镀锌,所述s6步骤中:电镀锌的电流密度为220a/dm2,电压12v,电镀液的温度为52℃,其镀锌后的镀层厚度为0.12mm,镀锌可阻挡腐蚀性物质:镀锌金属上的锌涂层阻止腐蚀性物质到达较弱的底层基材金属,这可以延长基材的使用寿命,尤其是在要求苛刻的应用中。
72.对比常规的绑扎杆与实施例一至五制得的绑扎杆,实施例一至五制得的如下表:
[0073][0074]
由上述表格可知,本发明提出的一种船用集装箱绑扎杆的加工方法具有明显提高,且实施二为最佳实施例。
[0075]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。