1.本发明涉及铝合金细丝制造技术领域,具体涉及一种铝合金细丝的制造方法。
背景技术:
2.随着科技发展的不断进步,风能、太阳能等新能源应用、新能源电动汽车、机车车辆、轨道交通以及国防装备对特种电线电缆的技术水平提出了更多的新要求,在保证电缆的电气性能的同时,要求电缆具有良好柔软性、安装方便,更重要的是为了满足装备整体减重的需求,对电缆的重量提出了更多的限制要求,以铜导体为主的电缆产品受铜导体的密度影响,难以满足装备对电缆重量的要求,而铝合金细丝自身的材料特性则能适配方方面面的使用需求,但铝合金细丝在制造时损耗较大,且成品的延伸率及强度难以适用于更加精细的领域。
技术实现要素:
3.本发明提供一种铝合金细丝的制造方法,以解决上述背景技术中提出的问题。
4.为解决上述技术问题,本发明所采用的技术方案是:
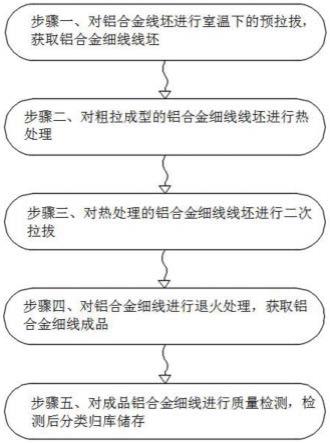
5.一种铝合金细丝的制造方法,由以下步骤组成:
6.步骤一、对铝合金线坯进行室温下的预拉拔,获取铝合金细丝线坯;
7.步骤二、对粗拉成型的铝合金细丝线坯进行热处理;
8.步骤三、对热处理的铝合金细丝线坯进行二次拉拔;
9.步骤四、对铝合金细丝进行退火处理,获取铝合金细丝成品;
10.步骤五、对成品铝合金细丝进行质量检测,检测后分类归库储存。
11.本发明技术方案的进一步改进在于:所述步骤一还包括有,利用拉坯模具对铝合金线坯进行粗拉,预拉拔的速度控制在40-60m/min,拉拔时采用润滑液进行润滑,所述铝合金细丝线坯的粗拉直径控制为成品细线的两倍。
12.本发明技术方案的进一步改进在于:所述拉坯模具选用人造钻石模或者天然钻石模中的任意一种,所述拉拔润滑液选用油性润滑液。
13.本发明技术方案的进一步改进在于:所述步骤二还包括有,进行铝合金细丝线坯的热处理时,首先改变温度,以20℃/min的速度将温度先升高到300℃,再以50℃/min的速度将温度升至550-600℃,维持热处理时间60-70min,再将温度以25℃/min的速度降至200℃,等待铝合金细丝线坯自行冷却至100-150℃,调整铝合金细丝在制造过程中的应力,提升铝合金细丝强度与组织性能。
14.本发明技术方案的进一步改进在于:所述步骤三还包括有,复刻步骤一的拉拔工序,以拉拔模具对铝合金细丝线坯进行拉拔,拉拔速度控制在20-40m/min,并且选用油性润滑液进行润滑,减小物料拉拔时的摩擦力,进而减少物料与模具的损耗,为整体的加工状态提供有利条件。
15.本发明技术方案的进一步改进在于:所述步骤四还包括有,退火处理时,将温度平
稳升高至500-550℃,保温30-40min后,再以30-35℃/min的速度冷却至室温,获取铝合金细丝成品,减少铝合金细丝的内应力,降低其脆性,确保成品铝合金细丝的延展率和抗拉屈服强度符合需求。
16.本发明技术方案的进一步改进在于:所述步骤五还包括有,获取成品铝合金细丝后,需检测铝合金细丝的抗拉强度、拉伸屈服强度以及延伸率。
17.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
18.1、本发明提供一种铝合金细丝的制造方法,采用室温拉拔处理、热处理以及退火处理的配合,调整铝合金细丝在制造过程中的应力,在提升铝合金细丝强度与组织性能的同时,保证铝合金细丝自身的韧性特性被充分激发利用。
19.2、本发明提供一种铝合金细丝的制造方法,应用模具与油性润滑液,使铝合金细线在制造过程中,减小物料拉拔时的摩擦力,进而减少物料与模具的损耗,为整体的加工状态提供有利条件。
20.3、本发明提供一种铝合金细丝的制造方法,通过对铝合金细丝的退火处理,减少铝合金细丝的内应力,降低其脆性,确保成品铝合金细丝的延展率和抗拉屈服强度符合需求,进而提升铝合金细丝的整体性和可靠性。
附图说明
21.图1为本发明的工艺流程图。
具体实施方式
22.下面结合实施例对本发明做进一步详细说明:
23.实施例1
24.如图1所示,本发明提供了一种铝合金细丝的制造方法,由以下步骤组成:
25.步骤一、对铝合金线坯进行室温下的预拉拔,利用拉坯模具对铝合金线坯进行粗拉,预拉拔的速度控制在40-60m/min,拉拔时采用润滑液进行润滑,所述铝合金细丝线坯的粗拉直径控制为成品细线的两倍,所述拉坯模具选用人造钻石模或者天然钻石模中的任意一种,所述拉拔润滑液选用油性润滑液,然后获取铝合金细丝线坯;
26.步骤二、对粗拉成型的铝合金细丝线坯进行热处理,进行铝合金细丝线坯的热处理时,首先改变温度,以20℃/min的速度将温度先升高到300℃,再以50℃/min的速度将温度升至550-600℃,维持热处理时间60-70min,再将温度以25℃/min的速度降至200℃,等待铝合金细丝线坯自行冷却至100-150℃;
27.步骤三、对热处理的铝合金细丝线坯进行二次拉拔,复刻步骤一的拉拔工序,以拉拔模具对铝合金细丝线坯进行拉拔,拉拔速度控制在20-40m/min,并且选用油性润滑液进行润滑;
28.步骤四、对铝合金细丝进行退火处理,退火处理时,将温度平稳升高至500-550℃,保温30-40min后,再以30-35℃/min的速度冷却至室温,获取铝合金细丝成品;
29.步骤五、对成品铝合金细丝进行质量检测,需检测铝合金细丝的抗拉强度、拉伸屈服强度以及延伸率,检测后分类归库储存。
30.实施例2
31.如图1所示,在实施例1的基础上,本发明提供一种技术方案:优选的,选取3组拉拔模具进行铝合金细丝的制造,以50m/min的预拉拔速度进行粗拉,获取粗拉铝合金细丝线坯,粗拉铝合金细丝线坯的直径为1.5mm,以20℃/min的速度将温度先升高到300℃,再以50℃/min的速度将温度升至550-600℃,维持热处理时间60-70min,再将温度以25℃/min的速度降至200℃,等待铝合金细丝线坯自行冷却至100-150℃,以拉拔模具对铝合金细丝线坯进行拉拔,拉拔速度控制在30m/min,并且选用油性润滑液进行润滑,退火处理时,将温度平稳升高至500-550℃,保温35min后,再以30-35℃/min的速度冷却至室温,获取铝合金细丝成品,成品铝合金细丝的直径为0.7-0.8mm之间,相关检测获取成品铝合金细丝的抗拉强度为190-230mpa,拉伸屈服强度为180-200mpa,延伸率为14-18%。
32.实施例3
33.如图1所示,在实施例1-2的基础上,本发明提供一种技术方案:优选的,选取3组拉拔模具进行0.6mm的铝合金细丝的制造,以50m/min的预拉拔速度进行粗拉,获取粗拉铝合金细丝线坯,粗拉铝合金细丝线坯的直径为1.2mm,以20℃/min的速度将温度先升高到300℃,再以50℃/min的速度将温度升至550-600℃,维持热处理时间60-70min,再将温度以25℃/min的速度降至200℃,等待铝合金细丝线坯自行冷却至100-150℃,以拉拔模具对铝合金细丝线坯进行拉拔,拉拔速度控制在30m/min,并且选用油性润滑液进行润滑,退火处理时,将温度平稳升高至500-550℃,保温35min后,再以30-35℃/min的速度冷却至室温,获取铝合金细丝成品,成品铝合金细丝的直径为0.55-0.65mm之间,相关检测获取成品铝合金细丝的抗拉强度为170-190mpa,拉伸屈服强度为155-170mpa,延伸率为14-16%。
34.实施例4
35.如图1所示,在实施例1-3的基础上,本发明提供一种技术方案:优选的,选取3组拉拔模具进行铝合金细丝的制造,以50m/min的预拉拔速度进行粗拉,获取粗拉铝合金细丝线坯,粗拉铝合金细丝线坯的直径为2mm,以20℃/min的速度将温度先升高到300℃,再以50℃/min的速度将温度升至550-600℃,维持热处理时间60-70min,再将温度以25℃/min的速度降至200℃,等待铝合金细丝线坯自行冷却至100-150℃,以拉拔模具对铝合金细丝线坯进行拉拔,拉拔速度控制在30m/min,并且选用油性润滑液进行润滑,退火处理时,将温度平稳升高至500-550℃,保温35min后,再以30-35℃/min的速度冷却至室温,获取铝合金细丝成品,成品铝合金细丝的直径为0.95-1.05mm之间,相关检测获取成品铝合金细丝的抗拉强度为210-245mpa,拉伸屈服强度为195-210mpa,延伸率为14-20%。
36.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。