电气设备及其制造方法
相关申请的援引
1.本技术以2019年12月23日提交申请的日本专利申请第2019-231850号为基础,将其记载内容援引于此。
技术领域
2.本公开涉及一种电气设备及其制造方法。
背景技术:
3.在电气设备中,有时为了将配线构件等金属部彼此接合而形成焊接部。在进行焊接部的焊接时,焊渣(日文:溶接
スパッタ
)会飞散。如果飞散的焊渣附着于电气设备的其他部位,则有可能会成为各种不良情况的原因。在专利文献1中,提出了用于防止污垢(即,焊渣)飞散的焊接部的形状。现有技术文献专利文献
4.专利文献1:日本专利特开2002-103056号公报
技术实现要素:
5.将专利文献1所记载的焊接方法中的焊接部的形状应用于电气设备内的端子部在现实中是困难的。因此,期望容易抑制制造电气设备时的焊渣对产品影响的技术。
6.本公开提供了一种容易抑制焊渣影响的电气设备及其制造方法。
7.本公开的一个方式是一种电气设备,上述电气设备具有第一被焊接体和第二被焊接体,上述第一被焊接体具有第一金属部和将该第一金属部的一部分覆盖的第一树脂部,上述第二被焊接体具有第二金属部和将该第二金属部的一部分覆盖的第二树脂部,上述第一金属部具有从上述第一树脂部露出且立设的第一立设端子部,上述第二金属部具有从上述第二树脂部露出且沿与上述第一立设端子部相同的立设方向立设的第二立设端子部,电气设备形成有上述第一立设端子部和上述第二立设端子部彼此焊接而成的焊接部,上述第一树脂部和上述第二树脂部配置成从上述立设方向观察时使彼此一部分重叠,并且上述焊接部容纳在上述立设方向上的上述第一树脂部和上述第二树脂部的投影区域内。
8.本公开的另一方式是一种电气设备的制造方法,上述电气设备具有第一被焊接体
和第二被焊接体,上述第一被焊接体具有第一金属部和将该第一金属部的一部分覆盖的第一树脂部,上述第二被焊接体具有第二金属部和将该第二金属部的一部分覆盖的第二树脂部,上述第一金属部具有从上述第一树脂部露出且立设的第一立设端子部,上述第二金属部具有从上述第二树脂部露出且沿与上述第一立设端子部相同的立设方向立设的第二立设端子部,将上述第一树脂部和上述第二树脂部配置成从上述立设方向观察时使彼此一部分重叠,配置成上述第一立设端子部和上述第二立设端子部中的焊接部位容纳在上述立设方向上的上述第一树脂部和上述第二树脂部的投影区域内,在上述第一立设端子部和上述第二立设端子部的周围配置有沿与上述立设方向正交的方向将至少上述焊接部位包围的包围夹具的状态下,对上述焊接部位进行焊接而形成焊接部。
9.在上述电气设备中,第一树脂部和第二树脂部配置成从立设方向观察时使彼此一部分重叠。此外,焊接部容纳在立设方向上的第一树脂部和第二树脂部的投影区域内。由此,能够抑制在对第一立设端子部和第二立设端子部进行焊接时产生的焊渣朝向第一树脂部和第二树脂部的相反侧。由此,能够限制电气设备内的焊渣的飞散范围。其结果是,能够提供一种容易抑制焊渣影响的电气设备。
10.在上述电气设备的制造方法中,在上述第一立设端子部和上述第二立设端子部的周围配置有上述包围夹具的状态下,对焊接部位进行焊接。由此,能够通过第一树脂部、第二树脂部和包围夹具来遮挡焊渣的飞散。其结果是,能够提供一种容易抑制焊渣影响的电气设备的制造方法。
11.如上所述,根据上述方式,能够提供一种容易抑制焊渣影响的电气设备及其制造方法。
附图说明
12.参照附图并结合以下详细的记述,使得本公开的上述目的及其他目的、特征和优点变得更加明确。附图如下所述。图1是实施方式1中的电气设备的一部分的截面说明图,是相当于图2的i-i线向视截面的图。图2是实施方式1中的焊接部附近的俯视说明图,是相当于图1的i i向视的图。图3是实施方式1中的第二被焊接体的正面说明图,是相当于图1的i i i向视的图。图4是实施方式1中的电气设备的俯视说明图。图5是实施方式1中的电气设备的制造方法的说明图,是表示将包围夹具配置于焊接部位周围之前的状态的剖视说明图。图6是表示实施方式1中的焊接时的状态的剖视说明图。图7是图6的v i i-v i i线向视剖视图。图8是实施方式1中的包围夹具的俯视图。
图9是实施方式1中的、将包围夹具配置于电气设备后的状态的整体俯视图。图10是图6的x-x线向视剖视图。图11是实施方式2中的电气设备的一部分的截面说明图。图12是实施方式3中的电气设备的一部分的截面说明图。图13是实施方式4中的电气设备的一部分的剖视说明图。
具体实施方式
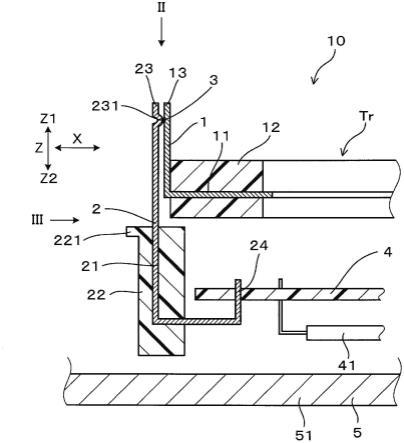
13.(实施方式1)参照图1~图10,对电气设备及其制造方法的实施方式进行说明。如图1、图2所示,本实施方式的电气设备10具有第一被焊接体1和第二被焊接体2。第一被焊接体1具有第一金属部11和第一树脂部12。第一树脂部12将第一金属部11的一部分覆盖。第二被焊接体2具有第二金属部21和第二树脂部22。第二树脂部22将第二金属部21的一部分覆盖。
14.第一金属部11具有第一立设端子部13。第一立设端子部13是从第一树脂部12露出且立设的部位。第二金属部21具有第二立设端部23。第二立设端子部23是从第二树脂部22露出且沿与第一立设端子部13相同的立设方向z1立设的部位。
15.在电气设备10中,形成有第一立设端子部13和第二立设端子部23彼此焊接而成的焊接部3。如图2所示,第一树脂部12和第二树脂部22配置成从立设方向z1观察时使彼此一部分重叠。此外,焊接部3容纳在立设方向z1上的第一树脂部12和第二树脂部22的投影区域内。在本实施方式中,焊接部3容纳在立设方向z1上的第二树脂部22的投影区域内。
16.此外,以下,也将第一立设端子部13和第二立设端子部23的立设方向z1仅称为z1方向。另外,特别地,在不需要特定其朝向的情况下,也将与z1方向平行的方向仅称为z方向。
17.如图1~图3所示,第一树脂部12和第二树脂部22中的至少一方具有沿与z方向正交的方向伸出的檐部221。在本实施方式中,第二树脂部22具有檐部221。檐部221形成于第二树脂部22中的z1方向的端部。也就是说,檐部221的朝向z1方向的端面与第二树脂部22的朝向z1方向的端面共面。
18.从立设方向z1观察时,檐部221至少向第一树脂部12与第二树脂部22的相邻侧和相反侧以及与相邻方向x正交的方向的两侧这三个方向上伸出。相邻方向x也仅称为x方向。另外,适当地将与x方向和z方向这两者正交的方向称为y方向。
19.在本实施方式中,檐部221也向第一树脂部12和第二树脂部22的相邻侧突出。也就是说,第二树脂部22的檐部221向x方向的两侧和y方向的两侧均突出。
20.在本实施方式中,电气设备10是dc-dc转换器。如图4所示,dc-dc转换器具有变压器tr。另外,dc-dc转换器具有开关电路部、整流电路部、滤波电路部等电子电路部。作为电子电路部的一部分,电气设备10具有电子电路基板4。另外,如图1所示,在电子电路基板4上装设有半导体模块41等电子部件。该电子部件也构成电子电路部的一部分。此外,电气设备10具有对变压器tr、电子电路基板4和各种电子部件等构成部件进行收容的壳体5。壳体5例
如能够设为铝合金等金属制的壳体。
21.在本实施方式中,第一被焊接体1是变压器tr的一部分。具体而言,第一被焊接体1的第一金属部11构成变压器tr的初级线圈及其端子。此外,第一树脂部12是对变压器tr的初级线圈的一部分进行覆盖的绕线管的至少一部分。第一金属部11将沿x方向延伸的部位的一部分配置在第一树脂部12内。此外,第一金属部11在从第一树脂部12向x方向的一方露出的部位处向z1方向弯曲并形成第一立设端子部13。
22.第二被焊接体2将变压器tr的初级线圈的端子(即,第一立设端子部13)与电子电路基板4电连接。第二被焊接体2的第二金属部21的一端成为第二立设端子部23,另一端成为与电子电路基板4连接的基板连接部24。另外,第二金属部21中的第二立设端部23与基板连接部24之间的一部分被嵌入第二树脂部22。第二金属部21从第二树脂部22沿z1方向突出并形成第二立设端子部23。另外,第二金属部21具有从第二树脂部22向x方向的一方突出的部位以及进一步从该部位的突出端沿z1方向立设的部位。沿该z1方向立设的部位与电子电路基板4连接并成为基板连接部24。该基板连接部24被插通到形成于电子电路基板4的通孔中,并且通过焊锡等连接。
23.第二立设端子部23具有以向x方向上的第一立设端子部13一侧突出的方式弯曲的弯曲凸部231。上述弯曲凸部231与第一立设端子部13抵接并被焊接。
24.半导体模块41内置有i gbt(绝缘栅双极晶体管的缩略)、mosfet(mos型电场效应晶体管的缩略)等半导体元件。另外,尽管省略图示,但是作为电子部件,存在电容器、扼流线圈、二极管等。这些电子部件与电子电路基板4连接。
25.在夹着第一树脂部12和第二树脂部22中的至少一方位于与焊接部3相反一侧的位置配置有电子电路部。在本实施方式中,在夹着第一树脂部12和第二树脂部22中的至少一方位于与焊接部3相反一侧的位置配设有电子电路基板4。
26.壳体5在z1方向上包括开口部,该开口部被省略图示的罩封闭。另外,壳体5在z方向上的、与z1方向相反一侧的z2方向上具有底壁部51。此外,在比第一树脂部12更靠近底壁部51的一侧配置有电子电路基板4。电子电路基板4的主面朝向z方向。
27.如图4所示,变压器tr包括两个初级线圈,两个端子各自构成第一被焊接体1。此外,第二被焊接体2分别与各第一被焊接体1连接,从而构成焊接部3。即,在本实施方式中,电气设备10包括至少两个焊接部3。另外,也可以构成为两个第一被焊接体1共有一个第一树脂部12。另外,还可以构成为两个第二被焊接体2共有一个第二树脂部22。
28.接着,对本实施方式的电气设备10的制造方法进行说明。如图5所示,将第一树脂部12和第二树脂部22配置成从z方向观察时使彼此一部分重叠。配置成第一立设端子部13和第二立设端子部23中的焊接部位30容纳在z方向上的第一树脂部12和第二树脂部22的投影区域内。
29.接着,如图6、图7所示,将包围夹具61配置在第一立设端子部13和第二立设端子部23周围。包围夹具61从与立设方向z1正交的方向将至少焊接部位30包围。在这种状态下,对焊接部位30进行焊接,以形成焊接部3。在本实施方式中,包围夹具61将第一立设端子部13和第二立设端子部23的z2侧的至少一部分包围。
30.另外,如图5所示,在进行第一被焊接体1与第二被焊接体2的焊接时,在将各部件组装到壳体5内后,将壳体5的开口部朝向铅锤方向的下侧。即,将第一立设端子部13和第二
立设端子部23的立设方向z1朝向铅锤方向的下方。在此状态下,如图6所示,从下方将包围夹具61配置于焊接部位30周围的规定部位处。
31.如图5~图8所示,包围夹具61具有第一包围部611和第二包围部612,上述第一包围部611将焊接部位30包围,上述第二包围部612将第一立设端子部13和第二立设端子部23的、比焊接部位30更靠z2一侧的部位包围。在本实施方式中,如图8所示,包围夹具61具有一个第一包围部611和两个第二包围部612。如图5~图8所示,第一包围部611具有周壁部611a和中间壁部611b,上述周壁部611a从与z方向正交的方向周状地包围焊接部位30,上述中间壁部611b与周壁部611a的z2侧的端部连接。此外,以从设置于中间壁部611b的两个部位的开口部分别向z2一侧突出的方式,形成大致筒状的第二包围部612。
32.如图9所示,两个第二包围部612配置成分别将电气设备10中的两处焊接部位30包围。即,两个第二包围部612与两组第一立设端部13和第二立设端部23对应地设置。
33.如图5、图6所示,包围夹具61具有从立设方向z1与第一树脂部12相对的第一相对部621和从立设方向z1与第二树脂部22相对的第二相对部622。第一相对部621和第二相对部622的立设方向z1的位置彼此不同。
34.即,第二相对部622形成在比第一相对部621更靠z2一侧的位置。这对应于分别相对的第一树脂部12和第二树脂部22的位置关系。由此,能够使包围夹具61的第一相对部621以靠近的方式与第一树脂部12相对配置,并且能够使包围夹具61的第二相对部622以靠近的方式与第二树脂部22相对配置。另外,还可以使第一相对部621和第一树脂部12彼此抵接。另外,还可以使第二相对部622和第二树脂部22彼此抵接。
35.如图6所示,以包围夹具61的开口端缘的至少一部分从立设方向z1与檐部221相对的方式配置包围夹具61。在本实施方式中,如图10所示,包围夹具61的第二相对部622与檐部221相对配置。第二相对部622与沿三个方向伸出的檐部221相对。
36.接着,如上所述,在配置了包围夹具61的状态下,对焊接部位30进行电阻焊。在进行电阻焊时,利用一对电极构件63对焊接部位30进行夹持。即,如图6所示,在焊接部位30中,通过一对电极构件63从x方向的两侧对第一立设端子部13和第二立设端子部23进行夹持。此时,一对电极构件63配置于包围夹具61的第一包围部611的内侧。
37.接着,通过在一对电极构件63之间流过电流,使电流流过焊接部位30。利用由此产生的焦耳热,将焊接部位30熔融并接合。通过第一树脂部12和第二树脂部22,抑制了此时产生的焊渣侵入到比他们更靠z2一侧的位置。另外,通过包围夹具61,能够防止焊渣向周围飞散。
38.另外,电极构件63和包围夹具61也可以构成为彼此一体地形成的焊接设备。即,也可以设为在包括电极构件63的焊接设备上安装有包围夹具61的状态。另外,电极构件63和包围夹具61也可以彼此分体。即,也可以在将与焊接设备独立的包围夹具61配置于焊接部位30周围之后,将焊接设备的一对电极构件63配置于焊接部位30。另外,在本实施方式中,示出了包围夹具61包括第一包围部611和多个第二包围部612的方式,但是不限于此,包围夹具61也可以各包括一个第一包围部611和第二包围部612。另外,也可以构成为包围夹具61整体上形成为大致筒状,并且第一包围部611与第二包围部612之间没有特别的边界。
39.接着,对本实施方式的作用效果进行说明。在上述电气设备10中,第一树脂部12和第二树脂部22配置成从z方向观察时使彼
此一部分重叠。此外,焊接部3容纳在z方向上的第一树脂部12和第二树脂部22的投影区域内。由此,能够抑制焊渣朝向第一树脂部12和第二树脂部22的相反侧。由此,能够限制电气设备10内的焊渣的飞散范围。其结果是,能够提供一种容易抑制焊渣影响的电气设备10。
40.另外,在上述制造方法中,在第一立设端子部13和第二立设端子部23的周围配置有包围夹具61的状态下,对焊接部位30进行焊接。由此,能够通过第一树脂部12、第二树脂部22和包围夹具61来遮挡焊渣的飞散。其结果是,能够提供一种容易抑制焊渣影响的电气设备的制造方法。
41.第一树脂部12和第二树脂部22中的至少一方具有檐部221。由此,更容易抑制朝向第一树脂部12和第二树脂部22的相反侧。另外,在焊接时,以包围夹具61的开口端缘的至少一部分从立设方向z1与檐部221相对的方式配置包围夹具61。由此,能够更有效地防止设备内的焊渣的飞散。
42.檐部221至少向第一树脂部12与第二树脂部22的相邻侧和相反侧以及y方向的两侧这三个方向上伸出。由此,容易在更大的范围内抑制焊渣的侵入。另外,通过使包围夹具61与上述檐部221相对配置,能够更有效地防止焊渣的飞散。
43.在夹着第一树脂部12和第二树脂部22中的至少一方位于与焊接部3相反一侧的位置配置有电子电路部(即,电子电路基板4、半导体模块41等)。由此,能够抑制焊渣飞到电子电路部。其结果是,能够抑制焊渣对电子电路部影响。
44.包围夹具6具有第一相对部621和第二相对部622。此外,第一相对部621和第二相对部622的z方向的位置彼此不同。由此,能够使包围夹具61以靠近的方式与z方向的位置不同的第一树脂部12和第二树脂部22这两者相对配置。其结果是,能够更有效地防止焊渣的飞散。
45.如上所述,根据本实施方式,能够提供一种容易抑制焊渣影响的电气设备及其制造方法。
46.(实施方式2)如图11所示,本实施方式是第一被焊接体1的第一树脂部12和第二被焊接体2的第二树脂部22这两者包括檐部121、221的方式。另外,第一金属部11从第一树脂部12沿z1方向突出。此外,第一金属部11在从第一树脂部12突出的突出方向上立设并形成第一立设端部13。另外,第一金属部11在第一树脂部12的内部弯曲。
47.其他结构与实施方式1相同。此外,除非特别指出,否则实施方式2以后的实施方式所使用的符号中、与之前实施方式使用的符号相同的符号表示与之前实施方式相同的构成要素等。
48.在本实施方式中,也能够提供一种容易抑制焊渣影响的电气设备及其制造方法。除此以外,具有与实施方式1相同的作用效果。
49.(实施方式3)如图12所示,本实施方式是在第二树脂部22的z1方向的端部设置切口层差部222的方式。第一树脂部12以与切口层差部222的朝向z1一侧的面相对的方式配置。其他结构与实施方式1相同。
50.在本实施方式中,也能够提供一种容易抑制焊渣影响的电气设备及其制造方法。除此以外,具有与实施方式1相同的作用效果。
51.(实施方式4)如图13所示,本实施方式是第一金属部11在第一树脂部12内弯曲,第二金属部21也在第二树脂部22内弯曲的方式。此外,第一树脂部12和第二树脂部22形成为使与z方向正交的方向的尺寸比较大的方式。另外,在本实施方式中,第一树脂部12和第二树脂部22均没有特别地设置檐部。其他结构与实施方式1相同。
52.在本实施方式中,也能够提供一种容易抑制焊渣影响的电气设备及其制造方法。除此以外,具有与实施方式1相同的作用效果。
53.本公开并不限定于上述各实施方式,能在不脱离本发明主旨的范围中应用于各种实施方式。
54.虽然根据实施方式对本公开进行了记述,但是应当理解为本公开并不限定于该实施方式、结构。本公开也包含各种各样的变形例、等同范围内的变形。除此之外,各种各样的组合、方式、进一步包含有仅一个要素、一个以上或一个以下的其他组合、方式也属于本公开的范畴、思想范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
