1.本发明属于多轴设备加工矢量孔方法的技术领域,尤其涉及一种加工空间矢量孔的方法。
背景技术:
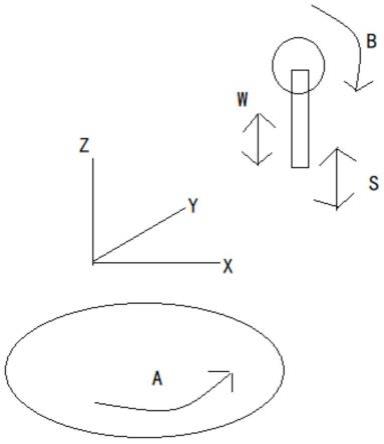
2.目前市面上的ab轴电火花小孔机运动轴较多,例如,七轴数控电火花穿孔机,包含xyzwabs七个轴。电极前段到b轴回转中心有δx、δz两个方向的距离,在电极轴(主轴方向)受导向器精度影响及w轴和导向器长度影响,换用导向器或移动w、s轴时δx、δz会发生变化,如图1所示,造成b轴旋转中心无法固定。受机床结构的影响,该类机床加工空间矢量孔时,无法编制程序,造成这一类多轴设备只能应用于单矢量孔的加工。
3.有鉴于此,特提出本发明。
技术实现要素:
4.本发明的目的在于提供一种加工空间矢量孔的方法,至少解决现有技术中的加工方法效率较低的技术问题。本案的技术方案有诸多技术有益效果,见下文介绍:
5.提供一种加工空间矢量孔的方法,适用于七轴数控电火花穿孔机的穿孔,所述七轴数控电火花穿孔机包含xyzwabs七个轴,b轴作为电极旋转轴,所述方法包括:
6.计算出七轴数控电火花穿孔机上电极前段到b轴回转中心lx和lz两个方向的距离;
7.构建lx、lz、θ、δx和δz的变换关系,且满足:
8.δx=(lz*sinθ lx*cosθ)-lx;
9.δz=(lz*cosθ-lx*sinθ)-lz;
10.根据几何原理进行求解,可得:
11.lx=((cosθ-1)*δx-δz*sinθ)/((cosθ-1)^2 (sinθ)^2)
12.lz=(δx*sinθ δz*(cosθ-1))/((cosθ-1)^2 (sinθ)^2);
13.其中,δx表示b轴旋转θ角度后x方向的电极前端点差值,δz表示b轴旋转θ角度后z方向的电极前端点差值;θ表示b轴旋转的角度;lx表示在θ=0时,电极前端点到b轴旋转中心的x方向距离;lz表示在θ=0时,电极前端点到b轴旋转中心的z方向距离;
14.确定七轴数控电火花穿孔机获取lz和lx;
15.通过ug后处理出lz和lx为零时的穿孔点位程序
16.将所述δx、δz、θ、穿孔点位程序导入vba工具程序中,识别每个点位的b角,得出当前机床电极刀尖的值对应的程序,导入七轴数控电火花穿孔机的加工程序中进行穿孔。
17.与现有技术相比,本发明提供的技术方案包括以下有益效果:
18.本案所提供的方法,通过开发ug后处理,对编制好的空间矢量孔程序进行后处理出特定格式的程序,并基于vba程序开发工具软件,该程序主要能计算出旋转中心相对于刀尖点的坐标,根据几何原理,生成当前旋转中心下的机床程序,以适用于多矢量孔的加工。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1现有技术中机床主轴图示意图;
21.图2机床七轴结构图;
22.图3机床主轴模型图;
23.图4基于vba开发的工具软件导入数据的截图。
具体实施方式
24.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.本案所述的加工空间矢量孔的方法,适用于七轴数控电火花穿孔机的穿孔,如图2所示,七轴数控电火花穿孔机包含xyzwabs七个轴,如图3所示,b轴作为电极旋转轴,所述方法包括:
26.s101:计算出七轴数控电火花穿孔机上电极前段到b轴回转中心lx和lz两个方向的距离,其中:lx表示在θ=0时,电极前端点到b轴旋转中心的x方向距离;lz表示在θ=0时,电极前端点到b轴旋转中心的z方向距离;
27.s102:构建lx、lz、θ、δx和δz的变换关系,且满足:
28.δx=(lz*sinθ lx*cosθ)-lx;
29.δz=(lz*cosθ-lx*sinθ)-lz;
30.s103:根据几何原理进行求解,可得:
31.lx=((cosθ-1)*δx-δz*sinθ)/((cosθ-1)^2 (sinθ)^2)
32.lz=(δx*sinθ δz*(cosθ-1))/((cosθ-1)^2 (sinθ)^2);
33.其中,δx表示b轴旋转θ角度后x方向的电极前端点差值,δz表示b轴旋转θ角度后z方向的电极前端点差值;θ表示b轴旋转的角度;
34.s104:根据所使用的七轴数控电火花穿孔机的型号获取中上述所述的lz和lx;
35.s105:通过ug后处理出lz和lx为零时的穿孔点位程序,运行ug即可。
36.s106:将所述δx、δz、θ、穿孔点位程序导入vba工具程序中,识别每个点位的b角,得出当前机床电极刀尖的值对应的程序,导入七轴数控电火花穿孔机的加工程序中进行穿孔。
37.本发明主要通过ug后处理,对编制好的空间矢量孔程序进行后处理出特定格式的程序基于vba程序开发工具软件,该程序主要能计算出旋转中心相对于刀尖点的坐标,通过
工具软件,生成当前旋转中心下的机床程序,具体的:
38.七轴数控电火花穿孔机上放着有对刀块,基于vba工具程序,如图4所示,在b轴角度为0时且主轴朝下的状态时,分别确定电极x轴及z轴碰数x1和z1,并导入vba工具程序中;
39.b轴角度和/或主轴倾斜任意角度后,再次分别确定电极x轴和z轴碰数x2、z2和,并将倾斜任意角度的数值和所述x2、z2导入vba工具程序中;
40.确定x轴和z轴在碰数时电极的直径,并导入vba工具程序中;
41.根据几何原理计算b轴的旋转中心位置,利用vba工具程序输出此状态下的穿孔程序,启动七轴数控电火花穿孔机进行穿孔。
42.上述方案中,七轴数控电火花穿孔机的型号为zgdc907,七轴数控电火花穿孔机中使用碰触短路的方式获取θ、δx和δz。
43.其次提供一种七轴数控电火花穿孔机,包括vba程序开发工具软件,vba程序运行如权利上述部分或全部所述的方法,避免现有技术中在电极轴(主轴方向)受导向器精度影响及w轴和导向器长度影响,换用导向器或移动w、s轴时δx、δz会发生变化,造成b轴旋转中心无法固定,只能应用于单矢量孔加工的情况出现,提高加工效率。
44.以上对本发明所提供的产品进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离发明创造原理的前提下,还可以对发明进行若干改进和修饰,这些改进和修饰也落入发明权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
