1.本发明涉及用于形成细长纤维丝束,将细长纤维丝束输送到表面上并且形成包括一根或多根纤维丝束的纤维增强塑料复合物体的系统和方法。
背景技术:
2.纤维增强塑料(frp),也称为纤维增强聚合物,例如碳纤维增强塑料(cfrp),是轻量级结构的广泛使用材料,其范围从运动装备到汽车部件,再到飞机结构。用于制造frp的方法包括将纤维丝束(例如预浸渍丝束,例如带)沉积到基底上。沉积例如由机器人(例如包括用于增材制造的带分配末端执行器的机械手)完成。沉积带对以下一项或多项施加约束:带沉积的速度、沉积末端执行器所描述的轨迹、轨迹的曲率半径、所用粘合剂聚合物的量、frp中截留的空气量、frp内部的纤维体积分数、沉积工艺温度、聚合物的粘度、沉积层的几何形状(例如由沉积层的尺寸限定(例如由沉积层的长度、宽度和高度中的一个或多个限定))以及带(例如带层)的交错、并置和叠加图案。因此,需要使得能够以比使用常规铺带技术可达到的速度和均匀性更高的速度和更高的均匀性进行其沉积的纤维丝束(例如预浸渍丝束)。需要制造纤维丝束的系统和方法。还需要将纤维丝束输送和施加到表面上以形成物体的系统和方法。还需要将纤维丝束铺设在包括具有小曲率半径并且具有改进的和多样化的纤维布局图案化能力的曲线的轨迹上方。
技术实现要素:
3.纤维增强塑料领域中的一个问题涉及可沉积一根或多根纤维粗纺线以形成布局的速度。另一个问题与布局的精度有关。另一问题涉及给定体积内的纤维密度,可实现这种纤维密度以向所得复合材料赋予强度。因此,本公开的目的是提供制造纤维丝束的系统和方法的实施方案。本公开的目的也是提供将纤维丝束输送和施加到表面上以形成物体的系统和方法。本公开的目的还是提供将纤维丝束铺设在包括具有小曲率半径的曲线的轨迹上方的方法。
4.本公开的一个实施方案包括用于将细长纤维丝束施加到物体表面上的压脚装置,该装置包括:脚表面,该脚表面用于将纤维丝束压到物体表面上,脚表面包括用于将纤维丝束压到物体表面上的直脚段,该直脚段包括后端和前端,该后端和前端限定了从后端到前端的正面方向fx;以及凹槽,该凹槽包括左唇缘和右唇缘,以用于将丝束引导到脚表面,该凹槽将凹槽中平面限定为沿着凹槽的中线的平面部分并且延伸直到凹槽的左唇缘与右唇缘之间,凹槽接合到直脚段的前端上并且相对于直脚段以仰角定向,其中凹槽包括与脚表面接合的扩口端。
5.例如,凹槽的一部分的仰角为90
°
。例如,凹槽包括位于凹槽入口处的扩口入口,该凹槽入口位于与扩口端的端相对的端。例如,脚表面包括:第一趾表面,该第一趾表面位于凹槽的中平面的第一侧处并且以偏离正面方向fx的第一仰角和第一方位角定向;和第二趾表面,该第二趾表面位于凹槽的中平面的第二侧处并且以偏离正面方向fx的第二仰角和第
二方位角定向,其中第一方位角和第二方位角相对于正面方向fx被包括在30
°
到90
°
的范围内。例如,第一方位角和第二方位角相对于正面方向fx成约90
°
。
6.例如,第一趾表面和第二趾表面共面。例如,扩口端包括倒角,该倒角相对于正面方向fx具有在30
°
到70
°
的范围内的仰角。例如,扩口端包括将凹槽接合到直脚段的倒圆角。例如,脚表面是平面的。例如,从正交于直脚段的y-z平面的横截面看,脚表面包括面向物体表面的一个或多个升高轮廓部分,该升高轮廓部分相对于直脚段在z方向上远离物体表面升高。例如,一个或多个升高轮廓部分中的一个或多个形成升高曲线。例如,一个或多个升高轮廓部分中的一个或多个形成升高直线。例如,脚表面包括截头中空回转体的方位区段,截头中空回转体的轴线被包括在凹槽的中平面中,其中方位区段被包括在180
°
到320
°
的范围内。例如,装置包括中空脚轴,该中空脚轴的轴线被包括在凹槽的中平面上。例如,该装置包括脚小齿轮,该脚小齿轮的轴线被包括在凹槽的中平面上。例如,该装置包括脚滑轮,该脚滑轮的轴线被包括在凹槽的中平面上。
7.例如,脚表面相对于前端包括靠近前端的第一区段内的第一材料和远离前端的第二区段内的第二材料,其中第二材料的热导率至多为第一材料的热导率的一半。例如,脚表面包括散热器。例如,脚表面包括散热器,该散热器在靠近凹槽的第一区段周围形成环绕的第二区段。例如,扩口端包括第一扩口端部分,该第一扩口端部分靠近凹槽,从脚表面升高一定距离并且通过第二区段与脚表面中所包括的散热器部分分开,并且其中第二区段在第一扩口端部分与脚表面之间形成热绝缘部分。
8.例如,凹槽的横截面包括相对于中平面的一对或多对对称相对的圆形轮廓区段,该对称相对的圆形轮廓区段被包括在大于或等于最大圆形轮廓区段的半径的凹槽深度的凹槽深度处。例如,凹槽的横截面包括按比例缩小到凹槽中的一个或多个u形凹槽横截面。例如,凹槽包括横截面,该横截面包括由倒圆角接合的2个或更多个直边。例如,凹槽的第一唇缘与凹槽的第二唇缘之间的距离被包括在0.2mm到2mm的范围内,例如被包括在0.2mm到1mm的范围内。
9.本公开的一个实施方案包括一种用于将细长纤维丝束施加到物体表面上的系统,该系统包括压脚装置。例如,压脚装置包括:脚表面,该脚表面用于将纤维丝束压到物体表面上,脚表面包括用于将纤维丝束压到物体表面上的直脚段,该直脚段包括后端和前端,该后端和前端限定了从后端到前端的正面方向fx;和凹槽,该凹槽包括左唇缘和右唇缘,以用于将丝束引导到脚表面,该凹槽将凹槽中平面限定为沿着凹槽的左唇缘与右唇缘之间的凹槽的中线的平面部分,凹槽接合到直脚段的前端上并且相对于直脚段以仰角定向,其中凹槽包括与脚表面接合的扩口端;以及脚轴壳体,其特征在于脚轴的限定z轴的旋转轴线z,其中脚轴的旋转轴线z正交于直脚段并且被包括在凹槽中平面中。
10.例如,压脚装置包括中空脚轴,该中空脚轴的轴线与脚轴的旋转轴线z共线,并且其中轴的一部分在脚轴壳体内形成滑动配合。例如,脚轴壳体包括一个或多个热源。例如,该系统包括辐射源,该辐射源包括指向凹槽的红外辐射。例如,脚轴壳体包括一个或多个感应加热线圈。例如,感应加热线圈中的一个或多个的轴线平行于脚轴的旋转轴线z的轴线。例如,该系统包括温度传感器,该温度传感器被包括在以下一者或多者中:脚轴壳体;和压脚装置。
11.例如,脚轴壳体包括与脚轴的旋转轴线z同轴的圆筒形套筒。例如,该系统包括一
个或多个压轮组件。例如,压轮组件中的一个或多个包括第一滚轮和第二滚轮,其中为第一滚轮和第二滚轮的公共切线与脚轴的旋转轴线z共线。例如,压轮组件中的一个或多个包括第一滚轮和第二滚轮,其中滚轮中的一个或多个包括位于滚轮的周边中的矩形凹槽。例如,压轮组件中的一个或多个包括第一滚轮和第二滚轮,其中滚轮中的一个或多个包括位于滚轮的周边中的矩形凹槽,并且其中凹槽的横截面与脚轴的旋转轴线z相交。
12.例如,该系统包括丝束切割器组件,该丝束切割器组件包括孔口和叶片,该孔口与脚轴的旋转轴线z相交。例如,该系统包括丝束切割器组件,该丝束切割器组件包括由轨道引导的叶片,该叶片机械地联接到可旋转的环,该可旋转的环的旋转轴线与脚轴的旋转轴线z共线。
13.例如,该系统包括设置在脚轴壳体与一个或多个压轮组件中的一个或多个之间的热交换器壳体,该热交换器壳体包括第一通孔,该第一通孔的轴线与脚轴的旋转轴线z共线。例如,热交换器壳体设置在丝束切割器组件与脚轴壳体之间。例如,热交换器壳体包括一个或多个导管。例如,热交换器壳体包括导管,该导管围绕脚轴的旋转轴线z形成至少180
°
的转向路径。例如,热交换器壳体包括第二通孔,该第二通孔的轴线平行于脚轴的旋转轴线z。例如,热交换器壳体包括驱动轴,该驱动轴与压脚装置形成联接。例如,热交换器壳体与驱动轴形成导热接触,该驱动轴与压脚装置形成联接,其中接触的界面电导大于500w/m2/k。例如,热交换器壳体包括丝束导管,其中丝束导管包括入口部分和出口部分,并且其中出口部分的对称轴线被包括在凹槽中平面中。
14.例如,丝束导管的一部分包括收敛丝束导管喷嘴,该收敛丝束导管喷嘴的排出口朝向凹槽定向,并且其中排出口的对称轴线被包括在凹槽中平面中。
15.例如,该系统包括一个或多个测距检测器组件,该测距检测器组件分别包括测距仪,该测距仪的测量轴线zr中的一个或多个沿着与脚轴的旋转轴线z的方向平行的方向定向,其中从测距检测器的测量轴线zr到脚轴的旋转轴线z的距离大于从脚轴的旋转轴线z到直脚段的后端的距离并且小于20cm。例如,一个或多个测距检测器组件中的一个或多个包括平移台。
16.例如,该系统包括丝束成型组件,该丝束成型组件包括一个或多个槽轮,其中凹槽的横截面的至少一部分是矩形的。例如,一个或多个槽轮的凹槽的横截面包括v形凹槽入口和矩形凹槽深度。
17.例如,该系统包括指向丝束的一个或多个红外辐射源。例如,该系统包括丝束纵向张力检测器。
18.例如,该系统包括滑动头,该滑动头包括一个或多个轴线。例如,一个或多个轴线中的一个或多个与在z方向上延伸凹槽中平面的z方向延伸凹槽中平面相交。例如,一个或多个轴线中的一个或多个包括两个正交轴线,该正交轴线的交点大致位于在z方向上延伸凹槽中平面的z方向延伸凹槽中平面上。
19.例如,该系统包括支撑底盘,该支撑底盘包括管状夹具,该管状夹具的轴线平行于脚轴的旋转轴线z。
20.例如,该系统包括联接到一个或多个压轮组件的压轮马达、联接到丝束切割器组件的丝束切割器马达和联接到压脚装置的脚旋转马达中的一个或多个。
21.例如,该系统包括用于将热塑性材料分配到物体表面上的分配器喷嘴排出口。例
如,该系统包括分配器喷嘴延伸致动器以调整分配器喷嘴的排出口的z轴位置。例如,分配器喷嘴的排出口的z轴位置与直脚段的z轴位置偏离了被包括在从-4mm到 4mm的范围内的偏移量。
22.例如,该系统包括机器人支撑件以在一个或多个空间位置(xf、yf、zf)处和一个或多个空间取向上配置压脚装置的位置和速度中的一个或多个。
23.例如,该系统包括计算机系统。例如,计算机系统包括数字处理器、计算机可读非易失性存储装置、用户界面装置、连接到系统中所包括的一个或多个传感器和致动器的数据总线和用于在数字处理器、计算机可读非易失性存储装置、数据总线、用户界面装置和位于系统外部的一个或多个外部系统中的一个或多个之间传送数据的通信接口装置中的一个或多个,该一个或多个外部系统包括处理器、存储装置、用户界面、致动器和传感器中的一个或多个。
24.本公开的另一实施方案包括一种用于将细长纤维丝束施加到物体表面上的方法,该方法包括:将进入压脚装置的凹槽中的细长纤维丝束平移到压脚装置的脚表面,凹槽包括左唇缘、右唇缘,并且限定沿着凹槽的中线的凹槽中平面并且延伸直到凹槽的左唇缘与右唇缘之间;将凹槽内的纤维丝束引导到凹槽的扩口端;将围绕凹槽的扩口端的纤维丝束弯曲至压脚装置的脚表面中所包括的直脚段,其中直脚段包括后端和前端,该后端和前端限定了从后端到前端的正面方向fx,并且凹槽接合到直脚段的前端上并且相对于直脚段以仰角定向;以及在直脚段与物体表面之间压制纤维丝束。
25.例如,平移、引导、弯曲和压制中的一个或多个包括加热纤维丝束。例如,压制包括冷却纤维丝束。例如,压制包括第一步骤和第二步骤,该第一步骤包括加热纤维丝束,该第二步骤包括冷却纤维丝束。例如,该方法包括调整递送到一个或多个热源的电功率以用于加热纤维丝束。例如,该方法包括围绕旋转轴线z旋转压脚装置,该旋转轴线z正交于直脚段并且被包括在凹槽中平面内。例如,该方法包括平移压脚装置。例如,该方法包括沿着从路径起点到路径终点的路径对压脚装置进行平移和旋转中的一个或多个,其中直脚段与压脚装置的路径的切线共线,并且与路径的切点被包括在凹槽中平面内。例如,纤维丝束以等于与路径的切点沿着路径平移的速度的速度在凹槽内平移。例如,该方法包括在路径的曲率半径为小于2mm、小于3mm和小于5mm中的一个或多个的位置处在纤维丝束中形成切口。
26.例如,该方法包括在沿着路径的位置处致动丝束切割器组件,该位置以一定路径长度位于路径终点之前,该路径长度等于从丝束切割器组件的叶片到直角段的前端的纤维丝束的长度。例如,该方法包括退绕丝束,其中退绕包括旋转压脚装置。例如,该方法包括形成直脚段与物体表面之间的距离的测量值。例如,该方法包括调整直脚段与物体表面之间的距离。例如,该方法包括调整分配器喷嘴与物体表面之间的距离。例如,该方法包括根据直脚段与物体表面之间的距离来调整分配器喷嘴相对于物体表面的距离偏移量。
27.例如,该方法包括:将凹槽内的纤维丝束平移被包括在2mm到30mm的范围内的长度;以及将压脚装置沿着着陆轨迹引导到物体表面上。
28.例如,该方法包括通过使纤维带在包括矩形横截面的一个或多个凹槽内穿过,沿着纤维丝束的长度形成一个或多个折叠。例如,形成一个或多个折叠包括使纤维带在被包括在一个或多个槽轮上的一个或多个凹槽内穿过。例如,该方法包括从丝束纵向张力检测器获取纤维丝束的纵向张力的测量值。例如,该方法包括根据来自丝束纵向张力检测器的
纤维丝束的纵向张力的测量值来调整丝束的平移的速度。
29.本公开的又一实施方案包括一种包括可执行指令的计算机可读非易失性存储装置,该可执行指令在被用于将细长纤维丝束施加到物体表面上的系统的一个或多个处理器执行时使系统至少进行以下操作:a)命令第一马达的位置和速度中的一个或多个,使得细长纤维丝束沿着压脚装置的凹槽平移;和b)命令联接到压脚装置并且使压脚装置旋转的第二马达的位置和速度中的一个或多个,其中压脚装置包括用于将纤维丝束压到物体表面上的脚表面,该脚表面包括用于将纤维丝束压到物体表面上的直脚段,其中直脚段包括后端和前端,该后端和前端限定了从后端到前端的正面方向fx,并且其中压脚装置围绕旋转轴线z旋转,该旋转轴线z正交于直脚段并且被包括在沿着凹槽的中线的凹槽中平面内,该中线被包括在凹槽的左唇缘与右唇缘之间。
30.例如,指令包括其中第一马达被命令的速度是第二马达被命令的速度的函数的指令。例如,指令包括命令联接到丝束切割器组件并且使丝束切割器组件将叶片从第一位置位移到第二位置的第三马达的指令。
31.例如,指令包括根据发送到第三马达的命令来调整第一马达的速度的指令。例如,指令包括从一个或多个测距检测器组件获取测距仪测量数据的指令。例如,指令包括根据从一个或多个测距检测器组件获取的测量值来调整第一马达的速度的指令。例如,指令包括从一个或多个丝束纵向张力检测器获取测量数据的指令。
32.例如,指令包括根据从一个或多个丝束纵向张力检测器中的一个或多个获取的测量值来调整第一马达的速度的指令。例如,指令包括根据从一个或多个丝束纵向张力检测器中的一个或多个获取的测量值来调整一个或多个第一马达的相对速度的指令。例如,指令包括存储一个或多个数字工具路径指令的指令,该数字工具路径指令包括压脚装置的位置和取向中的一个或多个。
33.例如,指令包括根据路径长度和一个或多个路径曲率中的一个或多个将用于联接到丝束切割器组件的第三马达的一个或多个命令插入到数字工具路径指令中的指令。例如,指令包括插入一个或多个指令以命令丝束的退绕的指令,该指令包括致动第二马达的命令。例如,指令包括命令一个或多个马达在一个或多个空间位置坐标xf、yf、zf和一个或多个空间取向坐标处配置压脚装置的位置和速度中的一个或多个的指令。
34.例如,指令包括通过命令一个或多个马达根据从一个或多个测距检测器组件获取的测量值来配置压脚装置的位置和速度中的一个或多个而调整直角段与物体表面之间的距离的指令。例如,指令包括将沿着旋转轴线z的直脚段与物体表面之间的距离调整到被包括在0.05mm到1.0mm的范围内的值的指令。
35.例如,指令包括用于沿着从路径起点到路径终点的路径平移和旋转压脚装置的指令,其中第二马达被命令成使得直脚段保持与压脚装置的路径的局部切线共线,并且切点保持被包括在从直脚段的前端延伸到凹槽的中线的长度的段内。
36.例如,指令包括命令一个或多个马达在一个或多个空间位置坐标(xf、yf、zf)和一个或多个空间取向坐标处配置分配器喷嘴的位置和速度中的一个或多个的指令。例如,指令包括命令分配器喷嘴延伸致动器根据压脚装置的位置和速度中的一个或多个来调整分配器喷嘴的延伸位置和速度中的一个或多个的指令。
附图说明
37.图1a是包括具有扩口端的凹槽的压脚装置的透视图。
38.图1b是具有丝束和温度传感器的压脚装置的透视图。
39.图1c是包括扩口入口和扩口端的压脚装置的横截面侧视图。
40.图1d是压脚装置的仰视图,该压脚装置包括:i)第一趾表面和第二趾表面,该第一趾表面和第二趾表面相对于压脚装置的正面方向以90
°
方位偏移设置,和ii)凹槽,该凹槽包括圆角矩形横截面。
41.图1e是包括扩口端的压脚装置的横截面侧视图,该扩口端包括倒角。
42.图1f是包括第一趾表面和第二趾表面的压脚装置的仰视图,该第一趾表面和第二趾表面相对于压脚装置的正面方向以包括在30
°
到90
°
的范围内的方位偏移设置。
43.图1g是包括第三部分的压脚装置的透视图,该第三部分通过第二部分与靠近凹槽的第一部分热绝缘。
44.图1h是压脚装置的横截面侧视图,其中扩口端包括第三部分,该第三部分通过第二部分与靠近凹槽的第一部分热绝缘。
45.图1i是包括中空脚轴的压脚装置的透视图。
46.图1j是包括凹槽的压脚装置的仰视图,该凹槽的横截面包括一对或多对对称相对的圆形轮廓区段。
47.图1k是包括凹槽的压脚装置的仰视图,该凹槽的横截面包括按比例缩小到凹槽中的一个或多个u形凹槽横截面。
48.图1l是包括凹槽的压脚装置的仰视图,该凹槽的横截面包括由倒圆角接合的2个或更多个直边。
49.图1m是包括散热器的压脚装置的透视图。
50.图1n是包括散热器的压脚装置的横截面侧视图。
51.图1o是包括一个或多个弯曲升高轮廓部分的压脚装置的透视图。
52.图1p是包括一个或多个直的升高轮廓部分的压脚装置的透视图。
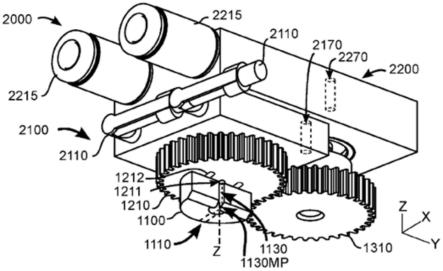
53.图2a是用于施加细长纤维丝束的系统的透视图,该系统包括小齿轮驱动的压脚装置;脚轴壳体,该脚轴壳体包括热源;和热交换器壳体。
54.图2b是用于施加细长纤维丝束的系统的透视图,该系统包括滑轮驱动的压脚装置。
55.图3a和图3b是脚轴壳体的俯视图,该脚轴壳体包括一个或多个感应线圈作为下面的压脚装置的热源。
56.图4a是用于施加细长纤维丝束的系统的正面横截面。
57.图4b是用于施加细长纤维丝束的系统中所包括的压轮组件的俯视图。
58.图4c是包括一个或多个导管的热交换器的俯视横截面。
59.图5是用于施加细长纤维丝束的系统的透视图。
60.图6a是丝束成型组件的侧视图。
61.图6b、图6c、图6d是丝束成型组件的槽轮的横截面。
62.图6e是用于加热形成在丝束成型组件中的丝束的红外辐射源的横截面。
63.图7是用于施加细长纤维丝束的系统的侧视图,该系统还包括滑动头、丝束成型组
件和丝束缓冲器。
64.图8是用于施加细长纤维丝束的系统的正面横截面,该系统还包括用于分配热塑性材料的分配器喷嘴排出口。
65.图9是安装在机械臂上的用于施加细长纤维丝束的系统的透视图。
66.图10是包括在x-y台架中的用于施加细长纤维丝束的系统的俯视图,该x-y台架还包括z方向致动的物体支撑件。
67.图11是用于控制用于施加细长纤维丝束的系统的计算机系统的框图。
68.图12是用于将细长纤维丝束施加到物体表面上的方法的框图。
69.图13是用于控制用于施加细长纤维丝束的系统的计算机可读指令的框图。
70.图14是包括多个纤维丝束段的物体的俯视图。
71.图15a、图15b、图15c是用于施加细长纤维丝束的系统的侧视图,这些图分别示出了着陆轨迹。
具体实施方式
72.图1a到图1p呈现了用于施加细长纤维丝束100的压脚装置1100的示例性实施方案1001、1001s、1002b、1003s、1004b、1005、1006s、1006、1007g、1008g、1009g、1010、1011s、1012、1013。例如,用于将细长纤维丝束100施加到物体表面200上的压脚装置1100,该装置包括:脚表面1150,该脚表面1150用于将纤维丝束100压到物体表面200上,脚表面1150包括用于将纤维丝束100压到物体表面200上的直脚段1110,该直脚段1110包括后端1112和前端1111,该后端1112和前端1111限定了从后端到前端的正面方向fx;和凹槽1130,该凹槽1130包括左唇缘1141和右唇缘1142,以用于将丝束引导到脚表面1150,凹槽1130将凹槽中平面1130mp限定为沿着凹槽的中线1130ml的平面部分并且延伸直到凹槽1130的左唇缘1141与右唇缘1142之间,凹槽1130接合到直脚段1110的前端1111上并且相对于直脚段1110以仰角1130a定向,其中凹槽1130包括与脚表面1150接合的扩口端1120。例如,凹槽1130的一部分的仰角1130a为90
°
。例如,凹槽1130包括位于凹槽入口1130e处的扩口入口1133,该凹槽入口1130e位于与扩口端1120的端相对的端。在一些实施方案中,凹槽1130包括形成例如通道的一个或多个封闭部分。
73.例如,脚表面1150包括:第一趾表面1161,该第一趾表面1161位于凹槽的中平面1130mp的第一侧处并且以偏离正面方向fx的第一仰角1161a1和第一方位角1161a2定向;和第二趾表面1162,该第二趾表面1162位于凹槽的中平面1130mp的第二侧处并且以偏离正面方向fx的第二仰角1162a1和第二方位角1162a2定向,其中第一方位角1161a2和第二方位角1162a2相对于正面方向fx被包括在30
°
到90
°
的范围内。例如,第一方位角1161a2和第二方位角1162a2相对于正面方向fx成大约90
°
。例如,第一趾表面1161和第二趾表面1162共面。例如,扩口端1120包括倒角1125,该倒角1125相对于正面方向fx具有在30
°
到70
°
的范围内的仰角1125a。例如,扩口端1120包括将凹槽1130接合到直脚段1110的倒圆角1120f。例如,脚表面1150是平面的。例如,从正交于直脚段1110的y-z平面的横截面看,脚表面1150包括面向物体表面200的一个或多个升高轮廓部分1171、1172,该升高轮廓部分1171、1172相对于直脚段1110在z方向上远离物体表面200升高。
74.图1o是包括一个或多个弯曲升高轮廓部分1171、1172的压脚装置1100的透视图。
例如,一个或多个升高轮廓部分1171、1172中的一个或多个形成升高曲线1171c、1172c。图1p是包括一个或多个直的升高轮廓部分1171、1172的压脚装置1100的透视图。例如,一个或多个升高轮廓部分1171、1172中的一个或多个形成升高直线1171l、1172l。
75.例如,脚表面1150包括截头中空回转体的方位区段1150a,该截头中空回转体的轴线被包括在凹槽的中平面1130mp中,其中方位区段1150a被包括在从180
°
到320
°
的范围内。例如,装置1100包括中空脚轴1200,该中空脚轴1200的轴线被包括在凹槽的中平面1330mp上。
76.例如,装置包括脚小齿轮1210,该脚小齿轮1210的轴线被包括在凹槽的中平面1330mp上。例如,脚小齿轮1210包括在其旋转轴线上的孔口1211,例如以供纤维丝束100穿过。例如,脚小齿轮1210包括一个或多个固定点1212(例如轨道)以用于调整压脚装置1100的位置,例如用于调整凹槽1130相对于脚小齿轮的孔口1211的位置。例如,压脚装置1100的另一实施方案是例如由单个铣削或模制部件形成的一体部分,该一体部分包括压脚装置1100和压脚小齿轮1210的特征,例如形成为压脚装置,该压脚装置包括形成小齿轮的多个小齿轮齿,该小齿轮的轴线被包括在凹槽的中平面1130mp中。
77.例如,该装置包括脚滑轮1220,该脚滑轮1220的轴线被包括在凹槽的中平面1330mp上。例如,脚滑轮1220包括在其旋转轴线上的孔口1221,例如以供纤维丝束100穿过。例如,脚滑轮1220包括一个或多个固定点1222(例如轨道)以用于调整压脚装置1100的位置,例如用于调整凹槽1130相对于脚滑轮的孔口1221的位置。例如,压脚装置1100的另一实施方案是例如由单个铣削或模制部件形成的一体部分,该一体部分包括压脚装置1100和压脚滑轮1220的特征,该压脚滑轮的轴线被包括在凹槽的中平面1130mp中。
78.例如,脚表面1150包括相对于前端靠近前端的第一区段1151内的第一材料和远离前端的第二区段1152内的第二材料,其中第二材料的热导率至多为第一材料的热导率的一半。第一材料和第二材料中的一种或多种包括例如:钢合金,例如硬化钢,例如din 1.3505钢,例如din 1.3343钢;合金,例如金属合金,包含以下一者或多者:铜、铝、铁、镍、锡、钛、钨、钒和锌;陶瓷、玻璃和聚合物。在一些实施方案中,脚表面包括涂层,例如包含以下一者或多者的涂层:金属;硬化金属;金属氧化物;陶瓷;聚合物,例如聚四氟乙烯。例如,脚表面具有hrc 55或更高的洛氏硬度。
79.图1m是包括散热器1155的压脚装置1100的透视图,并且图1n是包括散热器1155的压脚装置1100的横截面侧视图。例如,脚表面1150包括散热器1155。例如,散热器包括多个叶片1155b,例如等距叶片。例如,叶片由空气源吹动,该空气源例如包括例如指向多个叶片1155b的一个或多个导管1155d。例如,脚表面1150包括散热器1155,该散热器1155在靠近凹槽1130的第一区段1151周围形成环绕的第二区段。
80.例如,扩口端1120包括第一扩口端部分1120-1,该第一扩口端部分1120-1靠近凹槽1130,从脚表面1150升高一定距离1115z并且通过第二区段1152与脚表面1150中所包括的散热器部分1155分开,并且其中第二区段1152在第一扩口端部分1120-1与脚表面1150之间形成热绝缘部分。例如,第二区段1152的热绝缘部分包括热绝缘材料,例如陶瓷、玻璃、聚合物、聚合物泡沫、弹性体和包括泡沫的夹层中的一者或多者。例如,第二区段1152将从第一扩口端部分1120-1到散热器部分1155的热导率限制为小于500w/m2/k的值。例如,第二区段1152包括一定结构,该结构包括将第一扩口端部分1120-1机械连接到散热器部分1155的
多个肋,例如包括切口。
81.图1j是包括凹槽的压脚装置1100的仰视图,该凹槽的横截面包括一对或多对对称相对的圆形轮廓区段。例如,凹槽的横截面包括相对于中平面1130mp的一对或多对对称相对的圆形轮廓区段1130c11、1130c12、1130c21、1130c22,该一对或多对对称相对的圆形轮廓区段1130c11、1130c12、1130c21、1130c22被包括在大于或等于最大圆形轮廓区段的半径1130mr的凹槽深度的凹槽深度处。例如,凹槽的横截面包括第二对相对的圆形轮廓区段1130c21、1130c22,该第二对相对的圆形轮廓区段1130c21、1130c22位于例如沿着凹槽中平面1130mp的凹槽深度处,该凹槽深度大于第一对相对的圆形轮廓区段1130c11、1130c12的凹槽深度。
82.图1k是包括凹槽的压脚装置1100的仰视图,该凹槽的横截面包括按比例缩小到凹槽中的一个或多个u形凹槽横截面。例如,凹槽的横截面包括一个或多个u形凹槽横截面1130u1、1130u2,这些u形凹槽横截面1130u1、1130u2例如沿着凹槽中平面1130mp按比例缩小到凹槽1130中。例如,u形凹槽1130的实施方案包括接合u的每一侧的半圆形部分。其他实施方案包括例如接合u的每一侧的椭圆形、抛物线形和圆形部分中的一个或多个。
83.图1l是包括凹槽的压脚装置1100的仰视图,该凹槽的横截面包括由倒圆角接合的2个或更多个直边。例如,凹槽1130包括横截面,该横截面包括由倒圆角1130f接合的2个或更多直边1130s1、1130s2。例如,2个或更多个直边1130s1、1130s2相对于凹槽中平面1130mp对称布置。例如,凹槽的横截面的实施方案形成包括圆角的半矩形。
84.例如,凹槽的第一唇缘1141与凹槽的第二唇缘1142之间的距离被包括在0.2mm到2mm的范围内,例如被包括在0.2mm到1mm的范围内。
85.例如,包括例如表示为凹槽的第一唇缘1141与凹槽的第二唇缘1142之间的唇缘到唇缘距离1130w的宽度(其约等于包括矩形横截面的丝束100(图6e)的宽度100w(例如比丝束100的宽度大2%到20%的裕度,例如大5%到15%))的凹槽1130提供了根据凹槽的中平面1130mp的取向以及(通过延伸)直脚段1110的取向来约束和引导丝束100的取向的方法。例如,唇缘到唇缘距离1130w比丝束100的宽度100w大被包括在2%到500%的范围内的裕度,例如2%到300%,例如5%到150%。例如,在凹槽1130中输送具有约0.4mm的宽度100w的丝束100,该凹槽1130具有在0.5mm到2mm的范围内(例如1mm)的唇缘到唇缘距离1130w。例如,丝束100的宽度100w由丝束成型组件3000(图6a)的槽轮3531b(图6d)的凹槽3531bg的宽度3531bw形成和限定。对于另一示例性实施方案,在凹槽1130中输送具有约0.8mm的宽度100w的丝束100,该凹槽1130具有在1mm到2mm的范围内(例如1mm)的唇缘到唇缘距离1130w。
86.例如,围绕z轴旋转压脚装置1100的方法也围绕z轴旋转丝束100。例如,在丝束100相对于物体200平移时旋转丝束100的方法5000、装置或系统2000提供了与未旋转的丝束相比,增加丝束100在物体表面200上的粘附表面并且增加丝束100与物体表面之间的粘附力的方法。例如,用于施加细长纤维丝束的方法5000(图12)包括旋转5310压脚装置1100,例如使得旋转角与压脚装置1100的路径的切线7001pt(图14)匹配。例如,包括在将丝束100施加到物体表面200上的弯曲路径7001-2时旋转丝束100的方法5000降低了丝束将从物体表面200分开并且相对于丝束的期望路径形成捷径的可能性。例如,在与丝束100大致相同宽度的凹槽1300内旋转丝束100的方法5000防止丝束定位精度的损失,例如由丝束的例如在显著大于丝束100的宽度的通道内馈送和平移丝束或细丝的系统中观察到的计划外横向位置
跳跃引起的丝束定位精度的损失。
87.图2a是用于施加细长纤维丝束的系统2000的透视图,该系统2000包括小齿轮驱动的压脚装置1100、脚轴壳体2100(其包括一个或多个热源2110)和热交换器壳体2200。图4a呈现了用于将细长纤维丝束100施加到物体表面200上的系统2000的横截面,该系统包括压脚装置1100。例如,压脚装置1100包括:脚表面1150,该脚表面1150用于将纤维丝束100压到物体表面200上,该脚表面1150包括用于将纤维丝束100压到物体表面200上的直脚段1110,该直脚段1110包括后端1112和前端1111,该后端1112和前端1111限定了从后端到前端的正面方向fx;和凹槽1130,该凹槽1130包括左唇缘1141和右唇缘1142,以用于将丝束引导到脚表面1150,凹槽1130将凹槽中平面1130mp限定为沿着凹槽1130的左唇缘1141与右唇缘1142之间的凹槽的中线1130ml的平面部分,凹槽1130接合到直脚段1110的前端1111上并且相对于直脚段1110以仰角1130a定向,其中凹槽1130包括与脚表面1150接合的扩口端1120;以及脚轴壳体2100,其特征在于脚轴的限定z轴的旋转轴线z,其中脚轴的旋转轴线z正交于直脚段1110并且被包括在凹槽中平面1130mp中。
88.例如,压脚装置1100包括中空脚轴1200,该中空脚轴1200的轴线与脚轴的旋转轴线z共线,并且其中轴的一部分在脚轴壳体2100内形成滑动配合。例如,中空脚轴1200包括与中空脚轴1200的外径同心的通孔。在中空脚轴1200的一些示例中,轴的一部分在脚轴壳体2100内形成转动配合。例如,脚轴壳体2100包括一个或多个热源2110。热源2110包括例如以下一者或多者:一个或多个电阻元件;以及例如形成为一个或多个线圈2120、2121、2122、2123的一个或多个感应元件。
89.例如,系统2000包括辐射源2140,该辐射源2140包括指向凹槽1130的红外辐射。例如,辐射源2140被包括在从脚轴的旋转轴线z到辐射源2140的平面中,该平面与凹槽中平面1130mp共面。例如,辐射源2140包括例如在与脚轴的旋转轴线z共面的方向上定向的一个或多个电阻元件,例如包括一个或多个杆。例如,辐射源包括例如定向成朝向凹槽1130、扩口端1120和物体表面200中的一个或多个反射辐射的辐射反射器。例如,辐射源2140包括一根或多根光纤,例如以将由一个或多个激光器发射的辐射引导向凹槽1130、扩口端1120和物体表面200中的一个或多个。
90.图3a和图3b是脚轴壳体2100的俯视图,该脚轴壳体2100包括一个或多个感应线圈作为下面的压脚装置1100的热源2120、2121、2122、2123。例如,脚轴壳体2100包括一个或多个感应加热线圈2120、2121、2122、2123。例如,感应加热线圈2120、2121、2122、2123中的一个或多个的轴线平行于脚轴的旋转轴线z的轴线。
91.例如,系统包括温度传感器1170、2170、2270,该温度传感器1170、2170、2270被包括在以下一者或多者中:脚轴壳体2100;和压脚装置1100。在系统2000的一些实施方案中,温度传感器2270被包括在热交换器壳体2200中。例如,脚轴壳体2100包括与脚轴的旋转轴线z同轴的圆筒形套筒2130。
92.例如,系统2000包括一个或多个压轮组件2500。
93.图4b是用于施加细长纤维丝束100的系统中所包括的压轮组件2500的滚轮的俯视图。例如,压轮组件2500中的一个或多个包括第一滚轮2510-1和第二滚轮2510-2,其中为第一滚轮和第二滚轮的公共切线与脚轴的旋转轴线z共线。例如,在一些实施方案中,为第一滚轮和第二滚轮的公共切线与脚轴的旋转轴线z相交。
94.例如,压轮组件2500中的一个或多个包括第一滚轮2510-1和第二滚轮2510-2,其中滚轮2510-1、2510-2中的一个或多个包括位于滚轮的周边中的矩形凹槽2510g。例如,凹槽的横截面与脚轴的旋转轴线z相交。例如,第一滚轮2510-1和第二滚轮2510-2中的一个或多个可通过例如由用户作用于滚轮支撑手柄2510h(如图5中所示)上而与另一个滚轮分离或带回到另一个滚轮上。例如,滚轮中的一个或多个的旋转轴由滚轮支撑手柄2510h支撑。
95.例如,系统2000包括:进入口2415,该进入口2415例如包括用于接收管的内部圆筒形几何形状和用于引导细丝(例如粗纺线或丝束)的漏斗中的一个或多个,该细丝例如包括沿着纵向轴线(例如z轴)的一个或多个折叠;和管状管道2417,该管状管道2417例如用于拉直细丝和将细丝从进入口2415引导到凹槽2510g中。
96.例如,系统2000包括丝束切割器组件2300,该丝束切割器组件2300包括孔口2350和叶片2340,孔口2350与脚轴的旋转轴线z相交。例如,丝束切割器组件2300的实施方案包括超声波切割器,例如以一个或多个超声波频率致动的叶片。
97.例如,系统2000包括丝束切割器组件2300,该丝束切割器组件2300包括由轨道2330引导的叶片2340,该叶片2340机械联接到可旋转的环2320,该可旋转的环2320的旋转轴线与脚轴的旋转轴线z共线。例如,可旋转的环联接到驱动组件2310,该驱动组件2310包括例如以下一者或多者:齿轮;滑轮;和马达2355,例如步进马达。
98.例如,系统2000包括设置在脚轴壳体2100与一个或多个压轮组件2500中的一个或多个之间的热交换器壳体2200,该热交换器壳体2200包括第一通孔2250,该第一通孔2250的轴线与脚轴的旋转轴线z共线。在系统2000的一些实施方案中,温度传感器2270被包括在热交换器壳体2200中。例如,热交换器壳体2200设置在丝束切割器组件2300与脚轴壳体2100之间。
99.图4c是包括一个或多个导管2210的热交换器壳体2200的俯视横截面。例如,热交换器壳体2200包括一个或多个导管2210。例如,一个或多个导管2210包括例如用于调整在一个或多个导管2210内部流动的流体的流量的一个或多个导管端口2215,例如包括可控阀或轮叶。例如,热交换器壳体2200包括导管2210,该导管2210围绕脚轴的旋转轴线z形成至少180
°
的转向路径。例如,导管围绕脚轴的旋转轴线z形成一个或多个半圆环路。例如,热交换器壳体2200包括第二通孔2252,该第二通孔2252的轴线平行于脚轴的旋转轴线z。例如,热交换器壳体2200包括与压脚装置1100形成联接的驱动轴1360。例如,驱动轴包括与压脚小齿轮1210联接的小齿轮1310。对于另一示例,如图2b中所示,驱动轴包括与压脚滑轮1220联接的滑轮1320。
100.例如,热交换器壳体2200与驱动轴1360形成导热接触1370,该驱动轴1360与压脚装置1100形成联接,其中接触的界面电导大于500w/m2/k。
101.例如,热交换器壳体2200包括丝束导管2400,其中丝束导管包括入口部分2410和出口部分2420,并且其中出口部分的对称轴线被包括在凹槽中平面1130mp中。
102.例如,丝束导管2400的一部分包括收敛丝束导管喷嘴或漏斗2420,收敛丝束导管喷嘴的排出口2420-o朝向凹槽1130定向,并且其中排出口2420-o的对称轴线被包括在凹槽中平面1130mp中。例如,丝束导管2400包括例如与脚轴的旋转轴线z对准的出口导管2430,该出口导管2430例如具有低于丝束导管2400的包括在滚轮2510-1、2510-2与丝束导管喷嘴或漏斗2420之间的部分的内径的内径。例如,系统2000包括导管延伸部2440,该导管延伸部
2440的轴线与压脚装置的旋转轴线z对准。例如,导管延伸部与丝束导管2400对准。在一些实施方案中,导管延伸部例如穿过以下一者或多者:通孔2250、脚轴壳体2100;和压脚装置1100的一部分,例如压脚装置的穿过脚轴壳体2100的一部分。
103.例如,系统2000包括一个或多个测距检测器组件2600,该测距检测器组件2600分别包括测距仪2650,测距仪的测量轴线zr中的一个或多个沿着与脚轴的旋转轴线z的方向平行的方向定向,其中从测距检测器的测量轴线zr到脚轴的旋转轴线z的距离2630大于从脚轴的旋转轴线z到直脚段的后端1112的距离1115并且小于20cm。
104.例如,一个或多个测距检测器组件2600中的一个或多个包括平移台2610。例如,平移台2610提供了调整一个或多个测距检测器组件2600相对于压脚装置1100的位置的方法。
105.例如,系统2000包括例如由丝束成型组件底盘3100支撑的丝束成型组件3000。例如,丝束成型组件底盘3100包括以下一者或多者:带定向器和张紧器组件3510;带预热组件3520;带加热器3543;丝束成型组件3530;和丝束加热组件3540。例如,丝束成型组件3000包括一个或多个槽轮3522、3531a、3531b,其中凹槽的横截面的至少一部分是矩形的。例如,丝束成型组件3000包括例如配置为例如经由平衡块、弹簧或伺服马达将负载施加到带90上的带定向器和张紧器组件3510,例如包括轮3511,例如包括平底凹槽。例如,丝束成型组件3000包括带预热组件3520。例如,带预热组件3520包括以下一者或多者:第一槽轮3522,该第一槽轮3522包括例如平底凹槽3522g;和轮冷却器3522c。例如,轮冷却器包括以下一者或多者:鼓风机,该鼓风机例如包括空气源和一个或多个孔口,例如位于丝束成型组件的底盘3100中;和冷却浴,该冷却浴例如包括水。
106.例如,丝束成型组件3000包括带后加热组件或第一丝束成型组件3530。例如,一个或多个第二槽轮3531a、3531b的凹槽的横截面包括v形凹槽入口3531e和矩形凹槽深度3531d。例如,带90在第二槽轮3531a处被折叠成丝束100。例如,第一丝束成型组件3530包括轮冷却器3522c。
107.例如,系统2000包括指向丝束100的路径的一个或多个红外辐射源3542、3543。例如,带加热红外辐射源3543被包括在第一槽轮3522与第二槽轮3531a之间。例如,丝束加热组件3540(其例如包括丝束加热红外辐射源3542)包括在第二槽轮3531a、3531b中的一个或多个的丝束的下游,例如在丝束成型组件3000的丝束加热组件3540处。例如,丝束加热红外辐射源3542包括口孔3542a,该口孔3542a用于以下一者或多者:插入丝束;使得能够对丝束进行视觉监测;以及只加热丝束的周边的一部分。
108.例如,系统2000包括丝束牵引机组件3500。例如,丝束牵引机组件位于丝束成型组件的底盘3100的丝束的下游。例如,丝束牵引机组件3500包括一个或多个压轮组件3501、3502、3503,例如3个压轮组件。例如,一个或多个压轮组件3501、3502、3503由丝束牵引机组件马达3550驱动。例如,丝束牵引机组件3500包括以下一者或多者:速度传感器,该速度传感器例如用于测量或估计丝束速度,例如作为安装在压轮和例如监测丝束的光学传感器中的一个或多个上的轮编码器或分解器中的一个或多个;张力传感器,该张力传感器例如安装在压轮中的一个或多个上;和马达功率传感器,该马达功率传感器例如用于估计丝束中的张力。
109.例如,系统2000包括丝束缓冲组件3600。例如,丝束缓冲组件3600包括一个或多个柔性管组件,该柔性管组件包括第一管3610和第二管3620,其中第一管的外径小于第二管
的内径,并且其中第一管滑动插入第二管中。例如,其中第一管的外径小于第二管的内径的缓冲组件3600实现了其中第一管和第二管随着在第一管3610和第二管3620内穿过的丝束100上的张力在丝束100由丝束成型组件3000供应并且被压轮组件2500需要时连续增加和减小而相对于彼此例如伸缩地滑动的方法。例如,第一管3610和第二管3620可伸缩地滑入彼此并且形成环路3655。例如,第一管3610的丝束进口由第一紧固件3610f锚定。例如,第二管3620的丝束出口由第二紧固件3620f锚定。例如,第一管3610和第二管3620中的一个或多个被单向限制器3650约束,以允许管3610、3620在单个方向(例如环路的径向方向)上运动。例如,单向限制器3650包括一个或多个限制器滚轮3651,例如2个限制器滚轮3651。例如,限制器滚轮3651滑动地安装到例如定向在环路的径向方向(例如正交于丝束离开丝束成型组件3000的方向的方向,例如竖直方向)上的轨道3652上。例如,限制器滚轮3651中的一个或多个沿着轨道方向被弹簧加载。在一些实施方案中,单向限制器3650包括传感器(例如位置传感器,例如应变仪)以检测环路的张力和几何形状中的一个或多个。
110.例如,系统2000包括丝束纵向张力检测器2710。例如,张力检测器2710包括例如配置为在第一端与丝束100接触并且在第二端联接到力测量传感器(例如应变仪)的一个或多个轮,例如一个或多个滑块。
111.例如,系统2000包括滑动头2800,该滑动头2800包括一个或多个轴线2810、2820。例如,滑动头2800包括正交于第二轴线2820的第一轴线2810。例如,一个或多个轴线2810、2820中的一个或多个与在z方向上延伸凹槽中平面1130mp的z方向延伸凹槽中平面1130mpz相交。
112.例如,一个或多个轴线2810、2820中的一个或多个包括两个正交轴线2810、2820,该正交轴线2810、2820的交点大致位于在z方向上延伸凹槽中平面1130mp的z方向延伸凹槽中平面1130mpz。例如,交点被包括在z轴的半径内,该半径等于最大直径的轴线的3倍直径。
113.例如,系统2000包括支撑底盘,该支撑底盘包括管状夹具2620,该管状夹具2620的轴线平行于脚轴的旋转轴线z。
114.例如,系统2000包括联接到一个或多个压轮组件2500的压轮马达2550、联接到丝束切割器组件2300的丝束切割器马达2350和联接到压脚装置1100的脚旋转马达1350中的一个或多个。
115.例如,系统2000包括用于将热塑性材料分配到物体表面200上的分配器喷嘴排出口2940。例如,分配器喷嘴排出口适于分配热塑性材料,该热塑性材料包括以下一者或多者:金属,例如金属粉末;短切纤维,例如包括短切碳纤维;硅酸盐,例如沙子;陶瓷;粉末,例如碳黑粉末;硅树脂;泡沫,例如氨基甲酸乙酯、聚氨酯或聚苯乙烯泡沫;和弹性体。
116.例如,系统2000包括分配器喷嘴组件2900。例如,分配器喷嘴组件2900包括:进入口2915,该进入口2915例如包括用于接收管的内部圆筒形几何形状和用于引导细丝(例如热塑性材料细丝)的漏斗中的一个或多个;一个或多个滚轮2910-1、2910-2,该滚轮2910-1、2910-2例如包括位于滚轮的周边中的凹槽2910g并且由压轮马达2950驱动;管状管道2917,该管状管道2917例如用于拉直材料细丝并且将材料细丝从进入口2915引导到凹槽2910g中;和导管2920,该导管2920例如用于将材料细丝引导到喷嘴2940。
117.例如,系统2000包括分配器喷嘴延伸致动器2930以调整分配器喷嘴的排出口2940的z轴位置。
118.例如,分配器喷嘴的排出口2940的z轴位置与直脚段1110的z轴位置偏离了被包括在从-4mm到 4mm的范围内的偏移量2980。
119.图9是安装在机械臂3800上的用于施加细长纤维丝束的系统2000的透视图。例如,系统2000包括机器人支撑件3800以在一个或多个空间位置(xf、yf、zf)处和一个或多个空间取向上配置压脚装置1100的位置和速度中的一个或多个。例如,机器人支撑件包括一个或多个马达3810、3820、3830、3840、3850以致动用于将例如放置在机器人的末端执行器位置处的压脚装置配置到一定空间位置和取向的一个或多个关节。
120.图11呈现了计算机系统4000的框图。例如,系统2000包括计算机系统4000。例如,计算机系统4000包括数字处理器4110、计算机可读非易失性存储装置或介质4120、用户界面装置4130、连接到系统中所包括的一个或多个传感器4170、2650、2710、2170、2270和致动器4180、1350、2550、2120、2121、2122、2123、2300、2110、3000的数据总线4150、存储器4160和用于在数字处理器4110、计算机可读非易失性存储装置4120、数据总线4150、用户界面装置4130以及位于系统外部的一个或多个外部系统4200中的一个或多个之间传送数据的通信接口装置4140中的一个或多个,该一个或多个外部系统4200包括处理器、存储装置、用户界面、致动器和传感器中的一个或多个。
121.图12呈现了用于将细长纤维丝束100施加到物体表面200上的方法5000(例如基于计算机的方法,该基于计算机的方法包括存储在非暂时性存储介质中的计算机可读指令)的框图,该方法包括:将进入压脚装置1100的凹槽1130中的细长纤维丝束100平移5100到压脚装置1100的脚表面1150,该凹槽1130包括左唇缘1141、右唇缘1142,并且限定沿着凹槽的中线1130ml的凹槽中平面1130mp并且延伸直到凹槽1130的左唇缘1141与右唇缘1142之间;将凹槽内的纤维丝束引导5200到凹槽的扩口端1120;将围绕凹槽的扩口端的纤维丝束弯曲5230至压脚装置的脚表面1150中所包括的直脚段1110,其中直脚段1110包括后端1112和前端1111,该后端1112和前端1111限定了从后端到前端的正面方向fx,并且凹槽1130接合到直脚段1110的前端上并且相对于直脚段以仰角1130a定向;以及在直脚段与物体表面200之间压制5240纤维丝束。
122.例如,平移5100、引导5200、弯曲5230和压制5240中的一个或多个包括加热5210纤维丝束100。例如,压制5240包括冷却5250纤维丝束100。例如,冷却纤维丝束100的方法包括接触纤维丝束100,例如用压脚装置1100的远端部分(相对于凹槽1130)或散热器部分1155压制纤维丝束100。例如,压制5250包括第一步骤和第二步骤,该第一步骤包括加热5210纤维丝束100,该第二步骤包括冷却5250纤维丝束100。
123.例如,方法5000包括调整递送到一个或多个热源2110、2120、2121、2122、2123、2140的电功率5220以用于加热纤维丝束100。
124.例如,方法5000包括围绕旋转轴线z旋转5310压脚装置1100,该旋转轴线z正交于直脚段1110并且被包括在凹槽中平面1130mp内。例如,方法5000包括平移5320压脚装置1100。
125.图14是包括丝束层7100的物体7000的俯视图,该丝束层7100包括多根纤维丝束段101、102、103。例如,方法5000包括沿着从路径起点7001-s到路径终点7001-e的路径7001、7002、7003对压脚装置1100进行平移5320和旋转5310中的一个或多个,其中直脚段1110与压脚装置1100的路径的切线7001t共线,并且与路径7001的切点7001pt被包括在凹槽中平
面1130mp内。例如,方法5000包括同时平移和旋转。用于形成螺旋路径7300的方法包括形成一个或多个路径,例如形成螺旋布置的连续布置的路径7001、7002、7003。例如,方法5000包括形成填充例如多个堆叠的行或层7100中的面积或体积的内部区7500(也称为填充物7500),该内部区7500包括在由物体7000的路径7001、7002、7003形成的外部轮廓中的一个或多个内。
126.例如,纤维丝束100以等于与路径7001的切点7001pt沿着路径平移的速度的速度在凹槽1130内平移。
127.例如,方法5000包括在路径的曲率半径为小于2mm、小于3mm;和小于5mm中的一个或多个的位置7001-e处在纤维丝束100中形成切口5330。例如,路径的曲率半径是由一个或多个路径指令规划的路径,例如由基于计算机的路径规划系统生成的路径。例如,路径在路径规划包括低于阈值的曲率半径的位置处被分割,该阈值例如为以下一者或多者的阈值:小于2mm;小于3mm;和小于5mm。
128.例如,方法5000包括在沿着路径7001、7002、7003的位置7001-c、7002-c、7003-c处致动5340丝束切割器组件2300,该位置7001-c、7002-c、7003-c以等于从丝束切割器组件的叶片2340到直脚段1110的前端1111的纤维丝束的长度2341的路径长度2341位于路径终点之前。
129.例如,方法5000包括退绕3545丝束100,其中退绕包括旋转5310压脚装置1100。
130.例如,方法5000包括形成直脚段1110与物体表面200之间的距离205的测量值5350。例如,距离对应于沿着z轴的高度。
131.例如,方法5000包括调整5360直脚段1110与物体表面200之间的距离205。例如,调整距离205是距物体表面200的距离的例如用测距检测器组件2600中的一个或多个获取的一个或多个测量值的函数。例如,方法5000包括调整5370分配器喷嘴2940与物体表面200之间的距离206。例如,调整距离206是距物体表面200的距离的例如用测距检测器组件2600中的一个或多个获取的一个或多个测量值的函数。例如,方法5000包括根据直脚段1110与物体表面200之间的距离205来调整5380分配器喷嘴2940相对于物体表面200的例如沿着z轴的距离偏移量2980。
132.例如,方法5000包括:将凹槽1130内的纤维丝束100平移5100被包括在2mm到30mm的范围内的长度110;以及将压脚装置1100沿着着陆轨迹8010、8020、8030引导到物体表面200上。
133.例如,方法5000包括通过使纤维带90在包括矩形横截面的一个或多个凹槽内穿过,沿着纤维丝束100的长度形成5110一个或多个折叠。例如,穿过包括将纤维带90接合入和接合出一个或多个凹槽,例如静态凹槽,例如一个或多个槽轮的凹槽。例如,穿过导致以下一者或多者:对准带90;压缩带90;以及将带90折叠成例如丝束100。
134.例如,形成5110一个或多个折叠包括使纤维带90在一个或多个凹槽3522g、3531ag、3531bg内穿过,这些凹槽3522g、3531ag、3531bg被包括在一个或多个槽轮3522、3531a、3531b上。
135.例如,方法5000包括从丝束纵向张力检测器2710获取5120纤维丝束100的纵向张力的测量值。
136.例如,方法5000包括根据来自丝束纵向张力检测器2710的纤维丝束100的纵向张
力的测量值来调整5130丝束100的平移5100的速度。
137.图13呈现了用于计算机可读非易失性存储装置4120中所包括的方法的指令6000的框图。例如,指令6000或其部分代表方法,例如计算机实现的方法。例如,计算机可读非易失性存储装置4120包括可执行指令6000,该可执行指令6000在被用于将细长纤维丝束100施加到物体表面200上的系统2000的一个或多个处理器4110执行时使系统2000至少进行以下操作:a)命令6100第一丝束夹带马达2550的位置和速度中的一个或多个,使得细长纤维丝束100沿着压脚装置的凹槽1130平移;和b)命令6310联接到压脚装置1100并且使压脚装置旋转的第二马达1350的位置和速度中的一个或多个,其中压脚装置1100包括用于将纤维丝束100压到物体表面200上的脚表面1150,该脚表面1150包括用于将纤维丝束100压到物体表面200上的直脚段1110,其中直脚段1110包括后端1112和前端1111,该后端1112和前端1111限定了从后端到前端的正面方向fx,并且其中压脚装置1100围绕旋转轴线z旋转,该旋转轴线z正交于直脚段1110并且被包括在沿着凹槽的中线1130ml的凹槽中平面1130mp内,该中线1130ml被包括在凹槽的左唇缘1141与右唇缘1142之间。
138.例如,指令6000包括用于其中第一马达2550被命令6315的速度是第二马达1350被命令6310的速度的函数的方法的指令。
139.例如,指令6000还包括用于命令6315联接到丝束切割器组件2300并且使丝束切割器组件将叶片2340从第一位置位移到第二位置的第三马达2350的方法的指令。例如,指令6000包括根据丝束的路径7001、7002、7003例如在切点7001pt(参见图14)处的曲率来命令丝束的切割的指令6330。例如,在到达切割位置7001-c、7002-c、7003-c后命令切割,以在丝束的整个横截面上形成完整切割。例如,命令切割以在丝束的横截面的一部分上形成局部切割。例如,跨丝束的横截面的切割范围是路径例如在切点7001pt处的曲率半径的函数,例如线性函数。
140.例如,指令6000包括用于根据发送到第三马达2350的命令来调整第一马达2550的速度6345的方法的指令。
141.例如,指令6000包括用于从一个或多个测距检测器组件2600获取6350测距仪测量数据的方法的指令。
142.例如,指令6000包括用于根据从一个或多个测距检测器组件2600获取的测量值来调整6355第一马达2550的速度的方法的指令。
143.例如,指令6000包括用于从一个或多个丝束纵向张力检测器2710获取6120测量数据的方法的指令。
144.例如,指令6000包括用于根据从一个或多个丝束纵向张力检测器2710中的一个或多个获取的测量值来调整6130第一马达2550的速度的方法的指令。
145.例如,指令6000包括用于根据从一个或多个丝束纵向张力检测器2710中的一个或多个获取的测量值来调整6135一个或多个第一马达2550、3550的相对速度的方法的指令。
146.例如,指令6000包括用于调整6220以下一个或多个的红外辐射功率的方法的指令:一个或多个红外辐射源3542、3543、2140;和一个或多个热源2110、2120、2121、2122、2123。例如,调整6220红外辐射功率的指令包括调整电力供应,例如在电压、电流和占空比中的一个或多个中。例如,指令6000包括调整6250丝束冷却的指令。例如,调整6220红外辐射功率的指令和调整6250丝束冷却的指令中的一个或多个包括根据以下一者或多者来进
行调整的指令:丝束张力测量值;低平移速度;一个或多个马达2550、3550、2950的速度;一个或多个轮3522、3531的速度;一个或多个丝束横截面尺寸;一个或多个热塑性材料横截面尺寸;一个或多个滚轮子2510-1、2510-2、2910-1、2910-2的旋转速度;由一个或多个温度传感器1170、2170、2270测量的温度;丝束中,例如丝束横截面中所包括的热塑性材料的相对量;和环境温度测量。例如,调整6250丝束冷却的指令包括例如通过将一个或多个命令发送到例如一个或多个端口2215中所包括的一个或多个流量控制装置(例如阀或轮叶)来调整以下一者或多者的指令:冷却流体的流速,例如在热交换器壳体2200内部流动的冷却流体的流速。
147.例如,指令6000包括存储6400包括压脚装置1100的位置和取向中的一个或多个的一个或多个数字工具路径指令7001-s、7001-1、7001-2、7001-3、7001-e、7002-s、7002-1、7002-2、7002-e、7003-s、7003-1的指令。
148.例如,指令6000包括用于根据路径长度和一个或多个路径曲率中的一个或多个来将联接到丝束切割器组件2300的第三马达2350的一个或多个命令插入6405到数字工具路径指令7001-s、7001-1、7001-2、7001-3、7001-e、7002-s、7002-1、7002-2、7002-e、7003-s、7003-1中的方法的指令。
149.例如,指令6000包括用于插入6405一个或多个指令以命令丝束100退绕6406的方法的指令,这些指令包括致动第二马达1350的命令。
150.图10是包括在x-y台架3900的用于施加细长纤维丝束的系统2000的俯视图,该x-y台架3900还包括z方向致动的物体支撑件3932。例如,台架3900包括用于在x方向上平移压脚装置1100和系统2000中的一个或多个的x马达3910和用于在y方向上平移的y马达3920。例如,台架3900包括用于在z方向上致动物体支撑件3932的z马达3930。例如,指令6000包括用于命令6320一个或多个马达3810、3820、3830、3840、3850、3910、3920、3930以在一个或多个空间位置坐标xf、yf、zf和一个或多个空间取向坐标处配置压脚装置1100的位置和速度中的一个或多个的方法的指令。
151.例如,指令6000包括用于例如通过命令一个或多个马达3820、3830、3840、3850、3930根据从一个或多个测距检测器组件2600获取的测量值来配置压脚装置的位置和速度中的一个或多个而调整6360直角段1110与物体表面200之间的距离205的方法的指令。例如,调整距离205包括指令,其中该距离是距物体表面200的距离的一个或多个测量数据(例如从测距检测器组件2600中的一个或多个获取的数据)的函数。
152.例如,指令6000包括用于将沿着旋转轴线z的直脚段1110与物体表面200之间的距离205调整到被包括在0.05mm到1.0mm的范围内的值的方法的指令6360。例如,该值被包括在0.15mm到0.5mm的范围内,例如0.2mm到0.3mm,例如0.25mm。
153.例如,指令6000包括用于沿着从路径起点7001-s、7002-s到路径终点7001-e、7002-e的路径7001、7002、7003平移和旋转压脚装置1100的方法的指令6360,其中第二马达1350被命令成使得直脚段1110保持与压脚装置1100的路径7001、7002、7003的局部切线7001t共线,并且切点7001pt保持被包括在从直脚段的前端1111延伸到凹槽的中线1130ml的长度的段内。例如,平移和旋转是同时发生的。
154.例如,指令6000包括用于调整喷嘴2940与物体表面200之间的距离206的方法的指
令6370。例如,调整距离206的指令6370是以下一者或多者的函数:喷嘴2940与物体表面200之间的距离206;喷嘴2940相对于压脚装置1100的例如沿着x轴、y轴和z轴中的一个或多个的偏移量,例如z轴通过压脚装置的旋转轴线;物体表面的三维几何特征;压脚装置1100和喷嘴2940中的一个或多个相对于物体表面200的速度;以及路径7001、7002、7003的三维几何特征,其特征在于例如在x、y和z维度中的一个或多个上包括在两个笔直部分之间的路径的弯曲部分例如在弯曲部分的最大曲率处的切点7001pt处的曲率。例如,形成包括包含一个或多个曲线或弯曲部分的部分的路径包括与笔直分中的距离206相比,例如根据例如包括包含速度的线性函数的规则的速度,减小弯曲部分内的喷嘴2940与物体表面200之间的距离206。
155.例如,指令6000包括用于调整压脚装置1100与喷嘴2940之间的例如沿着x轴、y轴和z轴中的一个或多个的距离偏移量的方法的指令6380。例如,调整距离偏移量的指令6380是路径7001、7002、7003的三维几何特征的函数,例如以遵循路径中的高度变化,例如以维持喷嘴2940相对于物体表面200的恒定高度。
156.例如,指令6000包括用于沿着着陆轨迹8010、8020将压脚装置1100引导到物体表面200上的方法的指令6390。着陆轨迹例如在相对于物体表面200的一定距离或高度205(等于压制细丝或折叠丝束的厚度215的距离或高度)处包括例如平行于物体表面200的轨迹部分8030,该距离或高度例如包括在约30μm到约3mm的范围,例如约50μm到约1mm,例如约100μm到约400μm。例如,在脚轴的旋转轴线z被置于物体表面200上之前,着陆轨迹到达相对于物体表面200的一定距离或高度。例如,着陆轨迹包括拉平部8020,以例如将朝向物体表面的下降轨迹8010(例如直线下降轨迹)与平行于物体表面的轨迹部分混合。例如,下降轨迹8010的切线(例如在拉平部8020之前)相对于物体表面200形成被包括在0
°
到90
°
的范围内(例如3
°
到60
°
,例如3
°
到45
°
)的角度。例如,用定位于压脚装置1100之前的测距仪2650命令着陆轨迹。例如,着陆轨迹从相对于物体表面的初始接近高度216开始,该初始接近高度216包括在100mm到30μm的范围内,例如50mm到30μm。例如,沿着着陆轨迹引导压脚装置的指令6390包括展开初始丝束长度110的指令,例如以用于将丝束锚定到超出压脚装置的脚表面1150的表面。例如,初始丝束长度110具有从0.5mm到50mm的范围,例如从1mm到30mm,例如从2mm到25mm,例如从10mm到20mm。
157.例如,指令6000包括命令一个或多个马达3810、3820、3830、3840、3850、3910、3920、3930、2930以在一个或多个空间位置坐标(xf、yf、zf)和一个或多个空间取向坐标处配置分配器喷嘴2940的位置和速度中的一个或多个的指令6420。
158.例如,指令6000包括命令分配器喷嘴延伸致动器2930根据压脚装置1100的位置205和速度中的一个或多个来调整分配器喷嘴的延伸位置2980和速度中的一个或多个的指令6430。例如,指令6000(例如指令6430)包括调整一个或多个夹带马达(例如分配器喷嘴夹带马达2950)的速度例如以夹带热塑性材料的指令。例如,根据以下一者或多者来调整速度:丝束夹带马达的速度;路径的弯曲部分的曲率;以及喷嘴2940与物体表面200之间的距离206。
159.虽然前述内容针对本公开的实施方案,但在不脱离本发明的基本范围的情况下,可设计出本发明的其他和另外的实施方案。因此,本公开的范围由随后的权利要求确定。
160.在描述所公开的实施方案的上下文中(尤其是在以下权利要求的上下文中),术语“一”和“一个”以及“该”和类似的指示物的使用应被解释为涵盖单数和复数,除非在本文中另有说明或与上下文明显矛盾。除非另有说明,否则术语“包括”、“具有”、“涵盖”和“包含”应被解释为开放式术语(即,意味着“包括,但不限于,”)。术语“连接”应被解释为部分或全部包含在内、附接到或接合在一起,即使存在中介事物也是如此。除非本文中另有说明,否则本文中数值范围的叙述仅旨在用作单独提及落入该范围内的每个单独数值的速记方法,并且每个单独数值都被结合到说明书中,如同其在本文中被单独叙述一样。除非本文中另有说明或与上下文明显矛盾,否则本文中所描述的所有方法都可按任何合适的顺序执行。除非另有声明,否则对本文中所提供的任何和所有示例或示例性语言(例如“诸如”)的使用仅旨在更好地说明本发明的实施方案,而非对本发明的范围构成限制。说明书中的任何语言都不应被解释为指示任何未要求保护的要素对于本发明的实践是必不可少的。
161.本文中描述了本公开的优选实施方案,包括发明人已知的用于实施本发明的最佳模式。例如,在阅读前述描述后,这些优选实施方案的变型变得显而易见。发明人期望熟练的技术人员适当地采用这种变型,并且发明人打算以不同于本文中具体描述的方式实践本发明。
162.因此,本发明包括适用法律所允许的所附权利要求中所叙述的主题的所有修改和等同物。此外,除非本文中另有说明或与上下文明显矛盾,否则本发明涵盖所有可能变型中的上述要素的任何组合。
163.本文中所引用的包括出版物、专利申请和专利的所有参考文献均在此以引用方式并入,就如同每个参考文献都被单独和具体地指出以引用方式并入并且在本文中被完整地阐述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。