技术特征:
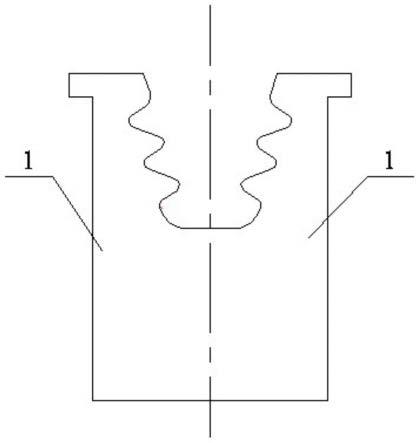
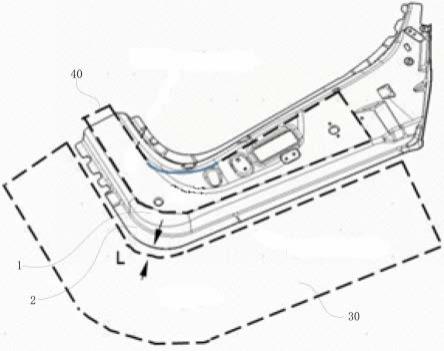
1.一种用于装夹高温合金叶片的齿形定位块,其特征在于:包括两块定位块(1),每块定位块(1)的一侧端面上加工有齿形面(1-1),所述的齿形面(1-1)与叶片(2)上叶根(2-1)部分的齿形面相匹配,每块定位块(1)的另一侧端面上加工有基准块(1-2),所述的基准块(1-2)垂直于所述定位块(1)的另一侧端面;所述的两块定位块(1)具有齿形面(1-1)的一侧相对设置。2.根据权利要求1所述的一种用于装夹高温合金叶片的齿形定位块,其特征在于:所述的齿形面(1-1)处于所述定位块(1)的一侧端面的上端。3.根据权利要求2所述的一种用于装夹高温合金叶片的齿形定位块,其特征在于:所述的基准块(1-2)处于所述定位块(1)的另一侧端面的上端并与所述定位块(1)的上端面平齐。4.利用权利要求3所述的齿形定位块加工高温合金叶片汽道的装夹找正方法,其特征在于:具体加工步骤如下:步骤1,线切割掉叶片(2)的一部分工艺夹柄(2-2),使得工艺夹柄(2-2)的外端面上留有一部分顶针孔(2-2-3);步骤2,在叶片(2)的工艺夹柄(2-2)的外端面上补焊一层铜,并抛平补铜后的工艺夹柄(2-2)的外端面;步骤3,对叶片(2)的工艺夹柄(2-2)的背径向(2-2-1)和工艺夹柄(2-2)的出汽侧(2-2-2)进行磨削,并利用三坐标检测、记录工艺夹柄(2-2)的背径向(2-2-1)距叶片z轴的距离和工艺夹柄(2-2)的出汽侧(2-2-2)距叶片z轴的距离;步骤4,将两块定位块(1)安装在机床的钳口部位;步骤5,将叶片(2)的叶根(2-1)装夹于两块定位块(1)之间;步骤6,利用机床测头分别测量叶片(2)的工艺夹柄(2-2)的背径向(2-2-1)距机床回转中心的距离和出汽侧(2-2-2)距机床回转中心的距离,确定叶片(2)上叶根(2-1)的装夹精度是否在要求的范围之内;步骤7,机床顶针垂直扎入叶片(2)的工艺夹柄(2-2)的外端面,并利用机床的液压装置夹紧叶片(2)的工艺夹柄(2-2);步骤8,对叶片(2)的汽道部位进行加工。5.根据权利要求4所述的一种高温合金叶片汽道加工的装夹找正方法,其特征在于:所述步骤4中,将两块定位块(1)分别置于机床的钳口部位,两块定位块(1)的齿形面(1-1)相对设置,处于上方的定位块(1)上的基准块(1-2)的侧端面(1-3)与机床上钳口的外端面紧贴,处于下方的定位块(1)上的基准块(1-2)的侧端面(1-3)与机床下钳口的外端面紧贴。
技术总结
用于叶片定位的齿形定位块及叶片汽道加工装夹找正方法,涉及汽轮机叶片加工技术领域。本发明是为了解决现有的叶片在汽道加工过程中,装夹固定方式容易导致叶冠顶针孔与机床顶针不同心,叶根的装夹与叶冠的固定使叶片偏移,致使叶片汽道型线和加工位置度超差的问题。本发明所述的一种用于装夹高温合金叶片的齿形定位块,包括两块定位块,每块定位块的一侧端面上加工有齿形面,所述的齿形面与叶片上叶根部分的齿形面相匹配,每块定位块的另一侧端面上加工有基准块,所述的基准块垂直于所述定位块的另一侧端面;所述的两块定位块具有齿形面的一侧相对设置。本发明主要用于叶片汽道部分的加工。部分的加工。部分的加工。
技术研发人员:郭长辉 车德健 齐琳倩 周洁 纪文龙 孙一然 赵宁 苏志海 孙珂
受保护的技术使用者:哈尔滨汽轮机厂有限责任公司
技术研发日:2022.05.31
技术公布日:2022/8/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。