1.本发明属于金刚石刀具生产技术领域,具体涉及一种金刚石刀具生产设备及其使用方法。
背景技术:
2.在超精密加工中,金刚石刀具是影响加工表面质量的重要因素之一。目前常规的金刚石刀具开刃工艺主要有:机械刃磨法、电火花刃磨法和激光烧蚀法等。
3.现有技术中,对原料块进行钻孔、清洗、喷涂涂层、激光切割等等都是在不同产线、不同设备上完成,当完成某一工艺的加工后,需要转运到不同产线进行下一步加工,降低了生产效率。
技术实现要素:
4.针对上述不足,本发明的目的是提供一种金刚石刀具生产设备及其使用方法。
5.本发明提供了如下的技术方案:
6.一种金刚石刀具生产设备,包括安装于机架上、并沿y向运动的传送带;传送带上均布有若干个“u”形料盘;
7.位于传送带一侧的机架上沿y向依次设有钻孔组件、清洗组件、喷涂组件、激光切割组件;
8.机架上相对应于钻孔组件设有传输组件一,传输组件一用于将“u”形料盘内的料块输送给钻孔组件钻孔,并将带孔的料块输送到“u”形料盘;
9.机架上相对应于清洗组件设有传输组件二,传输组件二用于将“u”形料盘带孔的料块输送给清洗组件清洗,并将清洗后带孔的料块输送到“u”形料盘;
10.机架上相对应于喷涂组件设有传输组件三,传输组件三用于将“u”形料盘内带孔的料块输送给喷涂组件喷涂,并将喷涂后的料块输送到“u”形料盘;
11.机架上相对应于激光切割组件设有机械抓手,机械抓手用于将“u”形料盘内带孔的料块输送给激光切割组件切割。
12.所述钻孔组件包括固接于机架上的“u”形座,“u”形座居中设有凹槽;
13.钻孔组件还包括置于“u”形座上方的台板,台板通过支架一与机架连接;
14.台板上安装有驱动机构一,驱动机构一用于驱动钻孔机做竖向直线运动;位于驱动机构一两侧的台板上还安装有电动气缸一,电动气缸一用于驱动压块做竖向直线运动。
15.所述传输组件一包括电动气缸二,电动气缸二安装于“u”形座背离传送带一侧的机架上,电动气缸二用于驱动推板一沿x向做横向直线运动;
16.传输组件一还包括电动气缸三,电动气缸三置于传送带背离“u”形座一侧的机架上,电动气缸三用于驱动推板二沿x向做横向直线运动。
[0017]“u”形座和传送带之间的机架上设有安装槽,安装槽内安装有电动气缸四,电动气缸四连接有挡板,电动气缸四用于驱动挡板做竖向直线运动。
[0018]
所述传输组件二包括通过支架二安装于机架上的三轴联动机构,三轴联动机构上安装有基座;
[0019]
基座上安装有转座一,转座一的转台一上安装有取料机构;转台一的回转轴线垂直于机架上端面。
[0020]
所述传输组件三包括通过支架三安装于机架上的驱动机构二,驱动机构二用于驱动滑块沿x向做横向直线运动;
[0021]
滑块上安装有驱动机构三,驱动机构三用于驱动转座二做竖向直线运动;转座二的转台二上安装有也安装有取料结构;转台二的回转轴线与y向平行。
[0022]
所述取料机构包括设备箱,设备箱下端固接有与设备箱内腔贯通连接的圆筒;设备箱内安装有电动气缸五,电动气缸五连接的推杆伸进圆筒内;
[0023]
圆筒两侧下部相对称地设有滑槽,滑槽内可横向滑动地安装有楔块,两个楔块间连接有弹簧;楔块位于圆筒内一端设有斜面。
[0024]
所述清洗组件包括设于机架上的清洗槽,清洗槽背离传送带一侧设有竖向刷辊、横向刷辊一、横向刷辊二;横向刷辊一和横向刷辊二相间隔安装;
[0025]
清洗槽一端还设有喷头组,喷头组用于喷出清洗剂。
[0026]
所述清洗组件还包括与风机连接的出风口,出风口设于清洗槽靠近传送带一侧。
[0027]
一种金刚石刀具生产设备的使用方法,包括以下步骤:
[0028]
s1、将料块放置在“u”形料盘内,由步进电机驱动的传送带输送料块;
[0029]
s2、当料块与“u”形座对齐时,传送带停止传输;电动气缸二驱动推板一运动到定位位置;电动气缸三驱动推板二将“u”形料盘上的料块推送到“u”形座上,并令料块侧端与推板一紧贴,完成定位;
[0030]
s3、电动气缸一驱动压块向下压住料块;推板一、推板二回位;电动气缸四驱动挡板向上运动;驱动机构一驱动钻孔机向下对料块中部钻孔;
[0031]
s4、钻孔完成后,压块、挡板、钻孔机回位;电动气缸二驱动推板一将钻孔完成的料块推送到与“u”形座对应的“u”形料盘上;步进电机驱动传送带继续传输;
[0032]
s5、当钻孔后的料块运动与清洗槽对齐时,传送带停止传输;三轴联动机构驱动安装于转台一上的圆筒与料块上的孔对齐;然后三轴联动机构驱动圆筒向下运动,令圆筒插进料块的孔内;电动气缸五驱动推杆向下运动,推杆与楔块斜面接触,推杆抵动楔块朝外运动,令楔块抵住料块中部孔的内壁;
[0033]
s6、三轴联动机构驱动圆筒带动料块运动到喷头组一侧,喷头组对料块喷清洗剂;然后三轴联动机构驱动圆筒带动料块朝竖向刷辊、横向刷辊一、横向刷辊二运动;
[0034]
s7、竖向刷辊对料块靠近竖向刷辊一侧的侧面刷洗,横向刷辊一对圆筒和竖向刷辊之间的料块上端面刷洗,横向刷辊二对圆筒和竖向刷辊之间的料块下端面刷洗;
[0035]
s8、三轴联动机构驱动圆筒带动料块运动到清洗槽一侧后,再驱动圆筒带动料块返回到喷头组一侧,转台一驱动设备箱带动圆筒和料块转动90度;喷头组对料块喷清洗剂;然后三轴联动机构驱动圆筒带动料块朝竖向刷辊、横向刷辊一、横向刷辊二运动;
[0036]
s9、竖向刷辊对料块靠近竖向刷辊一侧的侧面刷洗,横向刷辊一对圆筒和竖向刷辊之间的料块上端面刷洗,横向刷辊二对圆筒和竖向刷辊之间的料块下端面刷洗;
[0037]
s10、三轴联动机构驱动圆筒带动料块运动到清洗槽一侧后,再驱动圆筒带动料块
返回到喷头组一侧,并驱动圆筒带动料块返回到“u”形料盘上,经过出风口时料块上的清洗剂被吹干;电动气缸五驱动推杆向上运动,楔块在弹簧作用下缩回圆筒;三轴联动机构驱动圆筒离开料块的孔内;步进电机驱动传送带继续传输;
[0038]
s11、当清洗后的料块运动到与喷涂组件对齐时,传送带停止传输;驱动机构二驱动与转台二连接的圆筒与料块上的孔对齐;驱动机构三驱动圆筒向下运动插进孔内;电动气缸五驱动推杆向下运动,推杆与楔块斜面接触,推杆抵动楔块朝外运动,令楔块抵住料块中部孔的内壁;
[0039]
驱动机构二驱动圆筒连同料块运动到喷涂组件一侧,呈“l”形布置的喷涂组件对料块一个夹角两侧的侧面喷涂涂层;
[0040]
s12、当侧面喷涂完毕,转座二驱动转台二连同料块顺时针旋转90度,驱动机构三调节料块高度,令料块下端面与喷涂组件对齐,喷涂组件对下端面喷涂涂层;
[0041]
s13、当下端面喷涂完毕,转座二驱动转台二连同料块逆时针旋转180度,驱动机构三调节料块高度,令料块上端面与喷涂组件对齐,喷涂组件对上端面喷涂涂层;
[0042]
s14、当上端面喷涂完毕,驱动机构二将料块输送到与喷涂组件对齐的“u”形料盘内,取料机构松开料块,步进电机驱动传送带继续传输;
[0043]
s15、当喷涂后的料块与激光切割组件对齐,传送带停止传输;机械抓手将料块抓取到激光切割组件进行切割。
[0044]
本发明的有益效果是:
[0045]
本技术使用同一条传送带对料块进行输送,通过设置各传输组件,可以配合传送带对传送带上的料块完成取料和卸料的操作,从而对料块进行钻孔、清洗、喷涂、激光切割,从而加工出金刚石刀具,提高了生产的自动化水平。
附图说明
[0046]
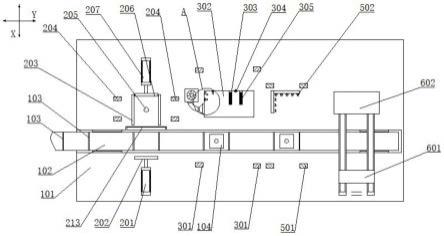
图1是本发明去除传输组件二、三后的俯视图;
[0047]
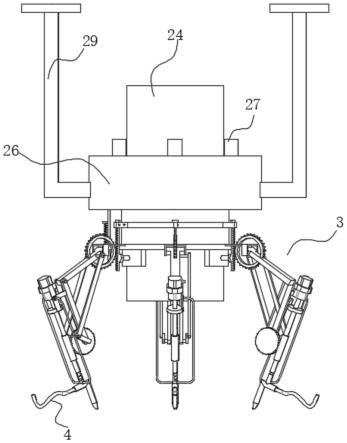
图2是钻孔组件结构示意图;
[0048]
图3是图1中a处放大图;
[0049]
图4是三轴联动机构结构示意图;
[0050]
图5是取料机构结构示意图;
[0051]
图6是传输组件三结构示意图;
[0052]
图7是对下端面喷涂时示意图;
[0053]
图8是对上端面喷涂时示意图。
[0054]
图中标记为:机架101、传送带102、“u”形料盘103、料块104、电动气缸三201、推板二202、“u”形座203、支架一204、凹槽205、推板一206、电动气缸二207、压块208、电动气缸一209、台板210、驱动机构一211、钻孔机212、挡板213、支架二301、清洗槽302、横向刷辊一303、竖向刷辊304、横向刷辊二305、喷头组306、出风口307、三轴联动机构308、转座一309、转台一310、基座311、设备箱401、电动气缸五402、推杆403、圆筒404、楔块405、弹簧406、支架三501、喷涂组件502、驱动机构二503、驱动机构三504、转座二505、转台二506、机械抓手601、激光切割组件602。
具体实施方式
[0055]
实施例一
[0056]
如图所示,一种金刚石刀具生产设备,包括安装于机架101上、并沿y向运动的传送带102,传送带102由步进电机驱动,步进电机与控制器电性连接。在传送带102上均布有若干个“u”形料盘103,呈长方体状的料块104可以放在“u”形料盘103内被传输。
[0057]
在位于传送带102一侧的机架101上沿y向依次设有钻孔组件、清洗组件、喷涂组件502、激光切割组件602,钻孔组件、清洗组件、喷涂组件502、激光切割组件602均与控制器电性连接,由控制器控制钻孔组件、清洗组件、喷涂组件502、激光切割组件602中各电子设备的开启与关闭。
[0058]
在机架101上相对应于钻孔组件设有与控制器电性连接的传输组件一,传输组件一用于将“u”形料盘103内的料块104输送给钻孔组件钻孔,并将带孔的料块104输送到“u”形料盘103。具体地,钻孔组件包括固定连接于机架101上的“u”形座203,“u”形座203居中设有凹槽205。钻孔组件还包括置于“u”形座203上方的台板210,台板210通过支架一204与机架101连接。台板210上安装有与控制器电性连接的驱动机构一211,驱动机构一可以选用直线滑台,驱动机构一211用于驱动钻孔机212做竖向直线运动。位于驱动机构一211两侧的台板210上还安装有与控制器电性连接的电动气缸一209,电动气缸一209用于驱动压块208做竖向直线运动。当料块104放置在“u”形座203上之后,电动气缸一209驱动压块208压住料块104,使得料块104被固定,然后驱动机构一211驱动钻孔机212向下运动,钻头在料块104上钻孔,由于设有凹槽205,因此钻头可以在料块104上钻出通孔。
[0059]
传输组件一包括与控制器电性连接的电动气缸二207,电动气缸二207安装于“u”形座203背离传送带102一侧的机架101上,电动气缸二207用于驱动推板一206沿x向做横向直线运动。传输组件一还包括与控制器电性连接的电动气缸三201,电动气缸三201置于传送带102背离“u”形座203一侧的机架101上,电动气缸三201用于驱动推板二202沿x向做横向直线运动。当料块104与“u”形座203对齐时,传送带102停止传输,电动气缸二207驱动推板一206运动到定位位置,电动气缸三201驱动推板二202将“u”形料盘103上的料块104推送到“u”形座203上,并令料块104侧端与推板一206紧贴,完成定位。然后压块208压住料块104。钻孔完成后,可以由电动气缸二207驱动推板一206将加工完成的料块104推回“u”形料盘103上。
[0060]
为了避免钻孔时的飞屑飞溅到“u”形料盘103上,在“u”形座203和传送带102之间的机架101上设有安装槽,安装槽内安装有与控制器电性连接的电动气缸四,电动气缸四连接有挡板213,电动气缸四用于驱动挡板213做竖向直线运动。钻孔时,电动气缸四驱动挡板213向上运动,挡在“u”形座203和“u”形料盘103间。
[0061]
机架101上相对应于清洗组件设有与控制器电性连接的传输组件二,传输组件二用于将“u”形料盘103内带孔的料块104输送给清洗组件清洗,并将清洗后带孔的料块104输送到“u”形料盘103。具体地,传输组件二包括通过支架二301安装于机架101上的三轴联动机构308,三轴联动机构308与控制器电性连接。三轴联动机构308上安装有基座311,基座311上安装有与控制器电性连接的转座一309,转座一309的转台一310上安装有取料机构。转台一310的回转轴线垂直于机架101上端面。取料机构包括设备箱401,设备箱401下端固定连接有与设备箱401内腔贯通连接的圆筒404。设备箱401内安装有与控制器电性连接的
电动气缸五402,电动气缸五402连接的推杆403伸进圆筒404内。圆筒404两侧下部相对称地设有滑槽,滑槽内可横向滑动地安装有楔块405,两个楔块405间连接有弹簧406。楔块405位于圆筒404内一端设有斜面。由于料块104已被加工出通孔,因此直径小于通孔的圆筒404可以插进通孔内,电动气缸五402可以驱动推杆403向下运动,从而令推杆403与斜面接触,推杆403抵动楔块405伸出圆筒404,楔块405与料块104通孔的孔壁相抵,从而实现对料块104的取料。
[0062]
清洗组件包括设于机架101上的清洗槽302,清洗槽302背离传送带102一侧设有竖向刷辊304、横向刷辊一303、横向刷辊二305。横向刷辊一303和横向刷辊二305相间隔安装。清洗槽302一端还设有喷头组306,喷头组306用于喷出清洗剂。当料块104被输送到清洗槽302内时,喷头组306可以向料块104待刷洗面喷出清洗剂,然后料块104被输送与竖向刷辊304、横向刷辊一303、横向刷辊二305接触,竖向刷辊304可以对长方体形状的料块104一个侧面进行洗刷,横向刷辊一303对圆筒404和竖向刷辊304之间的料块104上端面刷洗,横向刷辊二305对圆筒404和竖向刷辊304之间的料块104下端面刷洗。当料块104运动到清洗槽302一侧后,再原路返回,从而实现一个面两侧刷洗。料块104返回到喷头组306一侧,转台一310驱动设备箱401带动圆筒404和料块104转动90度,喷头组306对料块104喷清洗剂,然后三轴联动机构308驱动圆筒404带动料块104朝竖向刷辊304、横向刷辊一303、横向刷辊二305运动,从而实现竖向刷辊304对料块104一个夹角两侧的侧面进行刷洗。料块104被刷洗干净,从而方便喷涂防激光反射涂层。
[0063]
清洗组件还包括与风机连接的出风口307,出风口307设于清洗槽302靠近传送带102一侧。刷洗完毕的料块104被输送回“u”形料盘103时可以路过出风口307,从而令清洗剂被吹干。
[0064]
机架101上相对应于喷涂组件502设有与控制器电性连接的传输组件三,传输组件三用于将“u”形料盘103内带孔的料块104输送给喷涂组件502喷涂,并将喷涂后的料块104输送到“u”形料盘103。
[0065]
具体地,传输组件三包括通过支架三501安装于机架101上的驱动机构二503,驱动机构二503与控制器电性连接,驱动机构二503可以选用直线滑台,驱动机构二503用于驱动滑块沿x向做横向直线运动。滑块上安装有与控制器电性连接的驱动机构三504,驱动机构三504用于驱动转座二505做竖向直线运动,驱动机构三504可以选用电动推杆。转座二505与控制器电性连接。转座二505的转台二506上安装有也安装有取料结构,转台二506的回转轴线与y向平行。取料机构的结构已描述,在此不再赘述。
[0066]
喷涂组件502的喷头呈“l”形排布,当料块104被输送到喷涂组件502一侧时,呈“l”形排布的喷涂组件502可以对料块104待加工一角两侧的侧面进行喷涂防激光反射涂层。当侧面喷涂完毕,转座二505驱动转台二506连同料块104顺时针旋转90度,驱动机构三504调节料块104高度,令料块104下端面与喷涂组件502对齐,喷涂组件502对下端面喷涂涂层。当下端面喷涂完毕,转座二505驱动转台二506连同料块104逆时针旋转180度,驱动机构三504调节料块104高度,令料块104上端面与喷涂组件502对齐,喷涂组件502对上端面喷涂涂层。当上端面喷涂完毕,驱动机构二503将料块104输送到与喷涂组件502对齐的“u”形料盘103内,取料机构松开料块104,步进电机驱动传送带102继续传输。
[0067]
机架101上相对应于激光切割组件602设有机械抓手601,机械抓手601与激光切割
组件602均与控制器电性连接。机械抓手601、激光切割组件602现有技术中已较为成熟,在此不再赘述。机械抓手601用于将“u”形料盘103内带孔的料块104输送给激光切割组件602切割。
[0068]
实施例二
[0069]
一种金刚石刀具生产设备的使用方法,包括以下步骤:
[0070]
s1、将料块104放置在“u”形料盘103内,由步进电机驱动的传送带102输送料块104;
[0071]
s2、当料块104与“u”形座203对齐时,传送带102停止传输;电动气缸二207驱动推板一206运动到定位位置;电动气缸三201驱动推板二202将“u”形料盘103上的料块104推送到“u”形座203上,并令料块104侧端与推板一206紧贴,完成定位;
[0072]
s3、电动气缸一209驱动压块208向下压住料块104;推板一206、推板二202回位;电动气缸四驱动挡板213向上运动;驱动机构一211驱动钻孔机212向下对料块104中部钻孔;
[0073]
s4、钻孔完成后,压块208、挡板213、钻孔机212回位;电动气缸二207驱动推板一206将钻孔完成的料块104推送到与“u”形座203对应的“u”形料盘103上;步进电机驱动传送带102继续传输;
[0074]
s5、当钻孔后的料块104运动与清洗槽302对齐时,传送带102停止传输;三轴联动机构308驱动安装于转台一310上的圆筒404与料块104上的孔对齐;然后三轴联动机构308驱动圆筒404向下运动,令圆筒404插进料块104的孔内;电动气缸五402驱动推杆403向下运动,推杆403与楔块405斜面接触,推杆403抵动楔块405朝外运动,令楔块405抵住料块104中部孔的内壁;
[0075]
s6、三轴联动机构308驱动圆筒404带动料块104运动到喷头组306一侧,喷头组306对料块104喷清洗剂;然后三轴联动机构308驱动圆筒404带动料块104朝竖向刷辊304、横向刷辊一303、横向刷辊二305运动;
[0076]
s7、竖向刷辊304对料块104靠近竖向刷辊304一侧的侧面刷洗,横向刷辊一303对圆筒404和竖向刷辊304之间的料块104上端面刷洗,横向刷辊二305对圆筒404和竖向刷辊304之间的料块104下端面刷洗;
[0077]
s8、三轴联动机构308驱动圆筒404带动料块104运动到清洗槽302一侧后,再驱动圆筒404带动料块104返回到喷头组306一侧,转台一310驱动设备箱401带动圆筒404和料块104转动90度;喷头组306对料块104喷清洗剂;然后三轴联动机构308驱动圆筒404带动料块104朝竖向刷辊304、横向刷辊一303、横向刷辊二305运动;
[0078]
s9、竖向刷辊304对料块104靠近竖向刷辊304一侧的侧面刷洗,横向刷辊一303对圆筒404和竖向刷辊304之间的料块104上端面刷洗,横向刷辊二305对圆筒404和竖向刷辊304之间的料块104下端面刷洗;
[0079]
s10、三轴联动机构308驱动圆筒404带动料块104运动到清洗槽302一侧后,再驱动圆筒404带动料块104返回到喷头组306一侧,并驱动圆筒404带动料块104返回到“u”形料盘103上,经过出风口307时料块104上的清洗剂被吹干;电动气缸五402驱动推杆403向上运动,楔块405在弹簧406作用下缩回圆筒404;三轴联动机构308驱动圆筒404离开料块104的孔内;步进电机驱动传送带102继续传输;
[0080]
s11、当清洗后的料块104运动到与喷涂组件502对齐时,传送带102停止传输;驱动
机构二503驱动与转台二506连接的圆筒404与料块104上的孔对齐;驱动机构三504驱动圆筒404向下运动插进孔内;电动气缸五402驱动推杆403向下运动,推杆403与楔块405斜面接触,推杆403抵动楔块405朝外运动,令楔块405抵住料块104中部孔的内壁;
[0081]
驱动机构二503驱动圆筒404连同料块104运动到喷涂组件502一侧,呈“l”形布置的喷涂组件502对料块104一个夹角两侧的侧面喷涂涂层;
[0082]
s12、当侧面喷涂完毕,转座二505驱动转台二506连同料块104顺时针旋转90度,驱动机构三504调节料块104高度,令料块104下端面与喷涂组件502对齐,喷涂组件502对下端面喷涂涂层;
[0083]
s13、当下端面喷涂完毕,转座二505驱动转台二506连同料块104逆时针旋转180度,驱动机构三504调节料块104高度,令料块104上端面与喷涂组件502对齐,喷涂组件502对上端面喷涂涂层;
[0084]
s14、当上端面喷涂完毕,驱动机构二503将料块104输送到与喷涂组件502对齐的“u”形料盘103内,取料机构松开料块104,步进电机驱动传送带102继续传输;
[0085]
s15、当喷涂后的料块104与激光切割组件602对齐,传送带102停止传输;机械抓手601将料块104抓取到激光切割组件602进行切割。
[0086]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。