1.本发明属于静电纺丝技术领域,尤其涉及一种基于静电纺丝法短纤维制备装置及制备短纤维的方法。
背景技术:
2.静电纺丝是一种特殊的纤维制备工艺。聚合物熔体或者溶液在高压电场下带电形成射流,射流冷却固化或者溶剂挥发形成纤维。静电纺丝可以制备直径几十纳米到微米级别的超细纤维,具有高比表面积和高孔隙率等特点,在生物医学、特种防护和高效过滤等领域有着广阔的应用前景。静电纺丝法具有装置原理简单,工艺可控等优点,已成为有效制备微纳米纤维材料的主要途径之一。
3.静电纺丝的技术特点是连续出丝,所以静电纺丝所纺纤维一般都是长丝。长丝在缠绕增强和捻线等领域有应用优势,但是在纺纱制线、填充保暖和非织造用等领域就特别需要用到短纤维,并且静电纺丝法制备的微纳米级别短纤维在高效过滤、催化、吸附和生物医药等领域也有着广泛的应用前景。所以寻求静电纺丝法大批量制备微纳短纤维装置及方法具有重要现实意义。
4.通过上述分析,现有技术存在的问题及缺陷为:现有技术中静电纺丝法不能批量制备微纳短纤维,并且纤维长度不可控且不均匀。
技术实现要素:
5.为克服相关技术中存在的问题,本发明公开实施例提供了一种基于静电纺丝法短纤维制备装置及制备短纤维的方法。
6.所述技术方案如下:该基于静电纺丝法短纤维制备装置包括:
7.环形薄层生成系统,通过静电纺丝法制备纤维;
8.高压静电生成系统,用于提供高压静电,形成高压电场,对环形薄层生成系统生成的液体薄层进行极化并拉伸,形成间隔均匀的多股射流;
9.纤维直径调节系统,用于利用不同气流速度对所述射流进一步拉伸,以调节纤维直径,调节射流根部附近气流速度范围为0-15m/s,以控制纤维直径范围为800nm-18μm;
10.纤维切割系统,用于对形成的纤维进行切割,形成不同长度的短纤维,短纤维长度≥4mm。
11.在一个实施例中,所述环形薄层生成系统设置有喷头外层和喷头内层;所述喷头外层内径和喷头内层外径的直径差异形成用于输送聚合物熔体或者溶液的环形狭缝,所述喷头外层上开设有进料口;所述进料口的末端连通环形狭缝;
12.所述喷头外层的底部为由内向外延伸的锥形结构并在喷头外层底端形成环形尖端。
13.在一个实施例中,所述高压静电生成系统包括:位于环形尖端下面,与所述环形尖端形成高压电场的电极板,所述电极板连接用于提供高压静电的高压静电发生器,所述环
形狭缝将聚合物熔体或者溶液输送到环形尖端处,所述高压电场将环形尖端输出的聚合物熔体或者溶液极化形成极化电荷。
14.在一个实施例中,所述纤维直径调节系统包括:连接纤维切割系统的气流导管,所述气流导管的顶端设置有旋转接头,所述气流导管用以保持进气口稳定不转的情况下维持气流导管旋转;所述旋转接头上开设有用于提供气流的进气口;所述气流通过旋转接头的底部进入气流导管,用于对形成的射流拉伸且加速冷却固化成纤维。
15.在一个实施例中,所述纤维切割系统包括:电机,所述电机通过主动齿轮驱动从动齿轮旋转,气流导管和从动齿轮固连安装;
16.所述气流导管穿过喷头内层,旋转刀片通过螺纹连接固连在气流导管底部,气流导管通过一对轴承与喷头内层连接安装,气流导管和喷头内层间隙配合,气流导管在喷头内层内部旋转设置;
17.旋转刀片的旋转刀片翼展上表面和环形尖端接触或者有间隙设置;通过旋转刀片的旋转将纤维直径调节系统调节后的纤维切割成短纤维。
18.在一个实施例中,所述旋转刀片翼展为单个或多个。
19.本发明的另一目的在于提供一种利用所述基于静电纺丝法短纤维制备装置的基于静电纺丝法制备短纤维的方法,所述基于静电纺丝法制备短纤维的方法包括:
20.首先,将聚合物熔体或者溶液通入纺丝喷头形成环形薄层;
21.然后,环形薄层在高压电场中被极化后分化形成间隔均匀的多股射流;
22.其次,利用气流对多股射流同时进一步拉伸,通过调节气流速度控制纤维直径;
23.最后,对多股射流进行物理切割,控制刀片旋转速度调节输出射流长度从而调节纤维长度,批量化制成一定长度的短纤维。
24.在一个实施例中,所述将聚合物熔体或者溶液通入纺丝喷头形成环形薄层的步骤包括:
25.将电极板置于喷头外层底部的环形尖端下面,将聚合物熔体或者溶液从进料口持续通入,聚合物熔体或者溶液在向下流动过程中逐渐在环形狭缝内均匀分布,熔体继续向下流动至喷头外层底部锥面然后在环形尖端附近分布均匀。
26.在一个实施例中,所述环形薄层在高压电场中被极化后分化形成间隔均匀的多股射流包括:
27.开启高压静电发生器,调节电压至80kv,在电极板上表面与环形尖端之间形成高压电场,环形尖端上的聚合物熔体或者溶液环形薄层被极化形成极化电荷,极化电荷受到垂直向下的电场力,环形尖端上聚合物熔体或者溶液环形薄层自然分化成多股射流,由于多股射流携带同种极化电荷,同性相斥,射流之间互相排斥产生位移,再加上环形尖端束缚,射流逐渐产生自组织现象,变得间隔均匀且稳定;射流在下落过程中冷却固化后形成纤维;
28.在一个实施例中,所述利用气流对多股射流同时进一步拉伸,通过调节气流速度控制纤维直径包括:
29.在进气口通入气流,气流通过旋转接头的底部进入气流导管,气流导管中心与旋转刀片中心连通,最终由旋转刀片底部开口喷出,气流对纤维进一步拉伸,调节气流速度以形成不同直径的纤维;
30.所述对多股射流进行物理切割,控制刀片旋转速度调节输出射流长度从而调节纤维长度,批量化制成一定长度的短纤维包括:
31.待射流稳定后,开启电机,驱动旋转刀片旋转,旋转刀片翼展边缘切割射流,使连续射流变成间断射流形成短纤维,控制电机旋转速度控制射流切割间隔时间,控制短纤维长度。
32.结合上述的所有技术方案,本发明所具备的优点及积极效果为:
33.第一、针对上述现有技术存在的技术问题以及解决该问题的难度,紧密结合本发明的所要保护的技术方案以及研发过程中结果和数据等,详细、深刻地分析本发明技术方案如何解决的技术问题,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
34.本发明提供的装置可以实现静电纺丝法将聚合物熔体或者溶液制成短纤维,通过控制电压大小和气流速度调节纤维直径,可以实现百纳米到十几微米直径范围纤维的可控制备,通过调节旋转刀片的旋转速度可以实现短纤维长度的无级调节。
35.第二,把技术方案看作一个整体或者从产品的角度,本发明所要保护的技术方案具备的技术效果和优点,具体描述如下:
36.本发明提出的静电纺丝法短纤维制备装置及方法可以实现静电纺丝法超细短纤维批量化制备,并且纤维长度可控且均匀。
37.第三,作为本发明的权利要求的创造性辅助证据,还体现在本发明的技术方案是否克服了技术偏见:本发明所述技术方案转化后可以生产替代动物绒毛的超轻保暖透气的衣物填充物,以及高效过滤和吸附等纤维毡类产品。
附图说明
38.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
39.图1是本发明实施例提供的基于静电纺丝法短纤维制备装置框架图;
40.图2是本发明实施例提供的基于静电纺丝法制备短纤维的方法流程图;
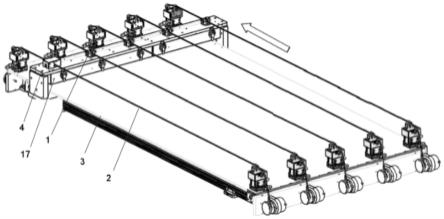
41.图3是本发明实施例提供的基于静电纺丝法短纤维制备装置结构示意图;
42.图4是本发明实施例提供的基于静电纺丝法短纤维制备装置的环形尖端连接示意图;
43.图5是本发明实施例提供的基于静电纺丝法制备短纤维的方法流程图;
44.图中:1、电机;2、主动齿轮;3、从动齿轮;4、气流导管;5、旋转接头;6、进气口;7、轴承;8、喷头外层;9、进料口;10、喷头内层;11、环形狭缝;12、旋转刀片;13、短纤维;14、电极板;15、高压静电发生器;16、环形尖端。
具体实施方式
45.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其他方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
46.一、解释说明实施例:
47.实施例1
48.如图1所示,本发明实施例提供一种基于静电纺丝法短纤维制备装置包括:
49.(1)用于静电纺丝法制备纤维的环形薄层生成系统;
50.(2)用于提供高压静电,形成高压电场,对环形薄层生成系统生成的液体薄层进行极化并拉伸形成间隔均匀的多股射流的高压静电生成系统;
51.(3)用于利用不同气流速度对所述射流进一步拉伸,以调节纤维直径的纤维直径调节系统;气流速度由电磁阀控制,通过前期试验,建立气流速度和纤维直径的对应关系曲线图,在实际操作中,选择需要制备的纤维直径后,则由系统自动调节电磁阀信号调节出对应的气流速度;调节射流根部附近气流速度范围为0-15m/s,以控制纤维直径范围为800nm-18μm;
52.(4)用于对形成的纤维进行切割,形成不同长度的短纤维13的纤维切割系统。短纤维长度≥4mm。
53.实施例2
54.基于实施例1提供的基于静电纺丝法短纤维制备装置,进一步地,所述环形薄层生成系统设置有喷头外层8和喷头内层10;所述喷头外层8内径和喷头内层10外径的直径差异形成用于输送聚合物熔体或者溶液的环形狭缝11,所述喷头外层8上开设有进料口9;所述进料口9的末端连通环形狭缝11;
55.所述喷头外层8的底部为由内向外延伸的锥形结构并在喷头外层8底端形成环形尖端16。
56.实施例3
57.基于实施例1和实施例2提供的基于静电纺丝法短纤维制备装置,进一步地,所述高压静电生成系统包括:
58.位于环形尖端16下面,与所述环形尖端16形成高压电场的电极板14,所述电极板14连接用于提供高压静电的高压静电发生器15,环形狭缝11将聚合物熔体或者溶液输送到环形尖端16处,所述高压电场将环形尖端16输出的聚合物熔体或者溶液极化形成极化电荷,极化电荷受到垂直向下的电场力,聚合物熔体或者溶液分化形成间隔均匀的多股射流,射流被拉伸且在下落过程中冷却固化形成纤维。
59.实施例4
60.基于实施例3提供的基于静电纺丝法短纤维制备装置,进一步地,所述纤维直径调节系统包括:连接在纤维切割系统中的气流导管4顶端的旋转接头5,用以保持进气口6稳定不转的情况下维持气流导管4旋转;所述旋转接头5上开设有进气口6,用于提供气流;所述气流通过旋转接头5的底部进入气流导管4,用于对形成的射流进一步拉伸且加速其冷却固化成纤维。
61.实施例5
62.基于实施例3提供的基于静电纺丝法短纤维制备装置,进一步地,所述纤维切割系统包括:电机1,所述电机1通过主动齿轮2驱动从动齿轮3旋转,气流导管4和从动齿轮3固连在一起,气流导管4跟随旋转;
63.气流导管4穿过喷头内层10,旋转刀片12通过螺纹连接固连在气流导管4底部,气流导管4通过一对轴承7与喷头内层10连接在一起,气流导管4和喷头内层10间隙配合,气流
导管4在喷头内层10内部旋转;
64.旋转刀片12的翼展上表面和环形尖端16接触或者有间隙;通过旋转刀片12的旋转将纤维直径调节系统调节后的纤维切割成短纤维13。
65.实施例6
66.基于实施例5提供的基于静电纺丝法短纤维制备装置,进一步地,所述旋转刀片12的翼展为单个或多个。
67.实施例7
68.基于实施例1提供的基于静电纺丝法短纤维制备装置,如图2所示,所述基于静电纺丝法制备短纤维的方法包括:
69.s101,将聚合物熔体或者溶液通入纺丝喷头形成环形薄层;
70.s102,环形薄层在高压电场中被极化后分化形成间隔均匀的多股射流;
71.s103,利用气流对多股射流同时进一步拉伸,通过调节气流速度控制纤维直径;
72.s104,对多股射流进行物理切割,控制刀片旋转速度调节输出射流长度从而调节纤维长度,批量化制成一定长度的短纤维。
73.实施例8
74.基于实施例1提供的基于静电纺丝法短纤维制备装置,从整体运行原理及整体硬件结构上,进一步地,如图3所示,本发明实施例提供的静电纺丝法短纤维制备装置包括电机1,电机1通过主动齿轮2驱动从动齿轮3旋转,气流导管4和从动齿轮3固连在一起,气流导管4跟随旋转,气流导管4顶端连接有旋转接头5,以实现气流导管4旋转的同时由进气口6提供稳定供气;
75.气流导管4穿过喷头内层10,旋转刀片12通过螺纹连接等固连在气流导管4底部,气流导管4通过一对轴承7与喷头内层10连接在一起,气流导管4和喷头内层10为间隙配合,气流导管4可以在喷头内层10内部旋转,喷头外层8套设在喷头内层10外部;喷头外层8上开设有进料口9;
76.喷头外层8内径和喷头内层10外径由于直径差异形成环形狭缝11,环形狭缝11宽度0.5-2mm,喷头外层8底部为由内向外延伸的锥形结构并在其底端形成环形尖端16(如图4所示),旋转刀片12的翼展上表面和环形尖端16接触或者存在微小间隙,旋转刀片12的翼展也可以是单个,也可以是多个;
77.旋转刀片12切割射流后产生的短纤维13输送至电极板14,电极板14置于喷头外层8的环形尖端16下面,与环形尖端16距离50-250mm,电极板14连接高压静电发生器15,喷头外层10接地。
78.实施例9
79.基于实施例8提供的基于静电纺丝法制备短纤维的方法,从连续运行原理上,本发明实施例提供的基于静电纺丝法制备短纤维的方法可以实现静电纺丝法将聚合物熔体或者溶液制成短纤维,通过控制电压大小和气流速度调节纤维直径,可以实现百纳米到十几微米直径范围纤维的可控制备,通过调节旋转刀片12的旋转速度可以实现短纤维13长度的无级调节。具体地,如图5所示,本发明实施例提供的基于静电纺丝法制备短纤维的方法包括以下步骤:
80.s201,将电极板14置于喷头外层8底部环形尖端16下面200mm处,将聚丙烯(pp)熔
体从进料口持续通入,聚丙烯熔体在向下流动过程中逐渐在环形狭缝11内均匀分布,熔体继续向下流动至喷头外层8底部锥面然后在环形尖端16附近均匀分布;
81.s202,然后打开高压静电发生器15,调节电压至80kv,这时,在电极板14上表面与喷头外层8地环形尖端16之间形成高压电场,由于尖端效应,喷头外层底部环形尖端16处电荷最集中,感应电场最强,因此,环形尖端16附近的熔体被极化形成极化电荷,极化电荷受到垂直向下的电场力,此时,环形尖端16上熔体环形薄层自然分化成多股射流,由于多股射流携带同种极化电荷,同性相斥,射流之间互相排斥产生位移,再加上环形尖端16束缚,射流逐渐产生自组织现象,变得间隔均匀且稳定,射流数量约75个,射流在下落过程中冷却固化后形成纤维,改变电压可以改变射流数量,在击穿电压以下,电压越高,射流数量越多,射流速度越快,纤维也就越细,在进气口6通入气流,气流从旋转刀片12的中心喷出,气流可以对短纤维进一步拉伸,使纤维直径进一步变小;通过调节电压和气流速度可以调节纤维直径和纤维数量;
82.s203,待射流稳定后,打开电机1,驱动旋转刀片12旋转,旋转刀片12翼展边缘切割射流,使连续射流变成间断射流,从而形成大量短纤维13,控制电机1旋转速度可以控制射流切割间隔时间,从而控制短纤维13长度,电机1速度越快则纤维越短,最终,形成稳定均匀的pp短纤维可控批量化制备。
83.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述或记载的部分,可以参见其它实施例的相关描述。
84.上述装置/单元之间的信息交互、执行过程等内容,由于与本发明方法实施例基于同一构思,其具体功能及带来的技术效果,具体可参见方法实施例部分,此处不再赘述。
85.所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,仅以上述各功能单元、模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能单元、模块完成,即将所述装置的内部结构划分成不同的功能单元或模块,以完成以上描述的全部或者部分功能。实施例中的各功能单元、模块可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中,上述集成的单元既可以采用硬件的形式实现,也可以采用软件功能单元的形式实现。另外,各功能单元、模块的具体名称也只是为了便于相互区分,并不用于限制本发明的保护范围。上述系统中单元、模块的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
86.二、应用实施例:
87.根据本发明实施例制备的长度2-5cm、直径1-2μm聚丙烯短纤维呈现出较强的蓬松度和较好的回弹效果,充当填充材料制成保暖服装后,相比羽绒服,同等填充质量下,保暖效果可以提升10%-20%,同时具有良强的透湿性。
88.熔体静电纺丝法制备的短纤维表面光滑,且携带微电荷,具有一定的抗菌性能,易清洁,是理想的保暖衣物填充材料。
89.本发明实施例还提供了一种智能控制高压静电发生器15工作的计算机设备,该计算机设备包括:至少一个处理器、存储器以及存储在所述存储器中并可在所述至少一个处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述任意各个方法实施例中的步骤。
90.本发明实施例还提供了一种智能控制高压静电发生器15工作的计算机可读存储
介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时可实现上述各个方法实施例中的步骤。
91.本发明实施例还提供了一种智能控制高压静电发生器15工作的信息数据处理终端,所述信息数据处理终端用于实现于电子装置上执行时,提供用户输入接口以实施如上述各方法实施例中的步骤,所述信息数据处理终端不限于手机、电脑、交换机。
92.本发明实施例还提供了一种智能控制高压静电发生器15工作的服务器,所述服务器用于实现于电子装置上执行时,提供用户输入接口以实施如上述各方法实施例中的步骤。
93.本发明实施例提供了一种智能控制高压静电发生器15工作的计算机程序产品,当计算机程序产品在电子设备上运行时,使得电子设备执行时可实现上述各个方法实施例中的步骤。
94.所述集成的单元如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明实现上述实施例方法中的全部或部分流程,可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一计算机可读存储介质中,该计算机程序在被处理器执行时,可实现上述各个方法实施例的步骤。其中,所述计算机程序包括计算机程序代码,所述计算机程序代码可以为源代码形式、对象代码形式、可执行文件或某些中间形式等。所述计算机可读介质至少可以包括:能够将计算机程序代码携带到拍照装置/终端设备的任何实体或装置、记录介质、计算机存储器、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、电载波信号、电信信号以及软件分发介质。例如u盘、移动硬盘、磁碟或者光盘等。
95.以上所述,仅为本发明较优的具体的实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。