1.本实用新型涉及泵壳加工技术领域,具体涉及一种泵壳焊道压平装置。
背景技术:
2.目前,泵壳是由两片冲压壳体焊接而成,在壳体焊接成泵壳后,泵壳表面的圆弧处以及直线处和r角处往往是不平整,存在焊道不平整,表面有焊疤等缺陷,因此,需要对泵壳进行先压平再抛光操作,进而保持泵壳表面整洁光滑,现有大多泵壳焊道的压平操作均为人工操作,人工压平操作费时费力;特别是泵壳直线处和r角处的焊道压平操作,对于操作人员来说,泵壳直线和r角处的焊道压平的操作难度较大,效率不高,而且还存在一定的安全隐患。
3.鉴于此,研究一种能够自动对泵壳直线和r角处焊道进行压平且压平效率高的泵壳焊道压平装置是本技术领域技术人员需要解决的技术问题。
技术实现要素:
4.本实用新型的目的是提供一种泵壳焊道压平装置,用于解决泵壳直线和r 角处焊道压平的技术问题。
5.本实用新型提供的一种泵壳焊道压平装置,包括安装平台、受力块和控制系统,以及设于安装平台上的第一压平机构和第二压平机构,其中:
6.所述受力块固定设于安装平台上用于安装和限制待压平泵壳;
7.第一压平机构包括竖向固定且平行设置在安装平台上的第一竖板和第二竖板,第一竖板上横向固定连接有滑道,滑道上滑动设有滑块,滑块上纵向设有第一驱动件,第二竖板上横向设有腰孔、第一驱动电机和滚珠丝杠副,腰孔与滑道对应平行设置,第一驱动电机的驱动端与滚珠丝杠副的一端连接用于带动滚珠丝杠副转动,滚珠丝杠副的另一端与第二竖板转动连接,且滚珠丝杠副上套设有与滚珠丝杠副螺纹连接的滑套,第一驱动件的驱动端与滑套固定连接,且第一驱动件的驱动端穿过滑套并于该端端部设有第一滚轮,第一滚轮与受力块上安装的待压平泵壳直线处焊道匹配对应设置;
8.第二压平机构包括固定设于安装平台下侧的第二驱动电机,第二驱动电机的驱动端穿过安装平台并于该端端部转动连接有安装板,安装板的下侧面设有回转气缸,回转气缸的驱动端穿过安装板并于该端端部转动连接有第二驱动件,通过回转气缸转动进而带动第二驱动件旋转,第二驱动件的驱动端连接有第二滚轮,第二滚轮与受力块上安装的待压平泵壳r角处焊道匹配对应;
9.控制系统分别与第一驱动件、第一驱动电机、第二驱动电机、回转气缸和第二驱动件连接。
10.优选地,所述第二驱动电机的驱动端设有轴承,安装板通过轴承可转动设置在第二驱动电机的驱动端,安装板远离第二驱动电机的一侧设有承重万向球,所述承重万向球的下端端部与安装平台抵接。
11.优选地,所述安装平台上设有用于检测受力块上是否安装待压平泵壳的第一光电感应开关,所述第一光电感应开关与控制系统连接。
12.优选地,所述安装平台上还设有用于检测待压平泵壳直线处焊道压平状态信息的第二光电感应开关,所述第二光电感应开关与控制系统连接。
13.优选地,所述安装平台上还设有用于检测待压平泵壳r角处焊道压平状态信息的第三光电感应开关,所述第三光电感应开关与控制系统连接。
14.优选地,所述第一驱动电机和第二驱动电机的驱动端均设有减速机。
15.优选地,所述第一驱动件和第二驱动件为油缸,第一驱动件和第二驱动件的入口端连接有用于输送液压油的油泵,油泵的输入端连接有用于提供动力的第三驱动电机,控制系统与第三驱动电机连接。
16.优选地,所述油泵与第一驱动件之间以及油泵与第二驱动件之间均设有换向阀,所述换向阀与控制系统连接用于控制第一驱动件和第二驱动件的驱动端伸缩。
17.优选地,所述油泵的出口设有用于对液压油进行过滤的过滤器。
18.优选地,所述受力块可拆卸固定在安装平台上。
19.本实用新型所提供一种泵壳焊道压平装置,首先,利用第一压平机构可对受力块上待压平泵壳的直线焊道进行压平,然后,通过第二压平机构可对待压平泵壳的r角处焊道进行压平,从而实现了泵壳非圆弧位置处焊道的压平处理,而且,该压平装置只需要更换受力块就能够对所有类型的泵壳进行焊道压平处理,有效提高了工作效率,降低了劳动强度,具有成本低、效率高和自动化程度高的特点。
附图说明
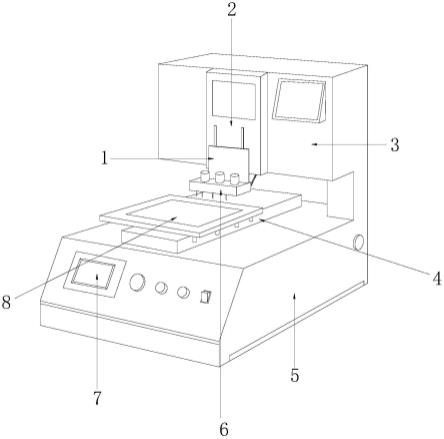
20.图1为本实用新型一种泵壳焊道压平装置的结构示意图,
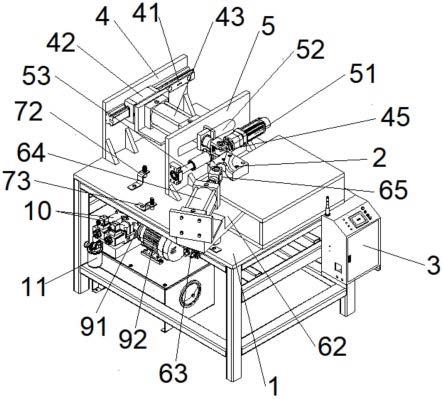
21.图2为本实用新型中第一压平机构的结构示意图,
22.图3为本实用新型中第二压平机构的结构示意图,
23.图4为图3的剖视图,
24.图5为本实用新型中第一光电感应开关的安装示意图。
25.图中:1.安装平台,2.受力块,3.控制系统,4.第一竖板,5.第二竖板,41. 滑道,42.滑块,43.第一驱动件,44.滑套,45.第一滚轮,51.腰孔,52.第一驱动电机,53.滚珠丝杠副,61.第二驱动电机,62.安装板,63.回转气缸,64.第二驱动件,65.第二滚轮,66.承重万向球,71.第一光电感应开关,72.第二光电感应开关,73.第三光电感应开关,8.减速机,91.油泵,92.第三驱动电机,10.换向阀, 11.过滤器。
具体实施方式
26.为了使本领域技术人员更好地理解本实用新型的技术方案,下面结合附图对本实用新型进行详细描述,本部分的描述仅是示范性和解释性,不应对本实用新型的保护范围有任何的限制作用。
27.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介
间接相连,可以是两个元件内部的连通。以图 1为例,垂直纸面向上为上,垂直纸面向下为下,垂直纸面向左为左,垂直纸面向右为右,垂直纸面向前为前,垂直纸面向后为后,上下方向为竖向,左右方向为横向,前后方向为纵向。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。为了说明本实用新型所述的技术方案,下面通过具体实施例来进行说明。
28.如图1、图2、图3、图4所示,一种泵壳焊道压平装置,包括安装平台1、受力块2和控制系统3,以及设于安装平台1上的第一压平机构和第二压平机构,其中:
29.所述受力块2固定设于安装平台1上用于安装和限制待压平泵壳;
30.第一压平机构包括竖向固定且平行设置在安装平台1上的第一竖板4和第二竖板5,第一竖板4上横向固定连接有滑道41,滑道41上滑动设有滑块42,滑块42上纵向设有第一驱动件43,第二竖板5上横向设有腰孔51、第一驱动电机 52和滚珠丝杠副53,腰孔51与滑道41对应平行设置,第一驱动电机52的驱动端与滚珠丝杠副53的一端连接用于带动滚珠丝杠副53转动,滚珠丝杠副53的另一端与第二竖板5转动连接,且滚珠丝杠副53上套设有与滚珠丝杠副53螺纹连接的滑套44,第一驱动件43的驱动端与滑套44固定连接,且第一驱动件43 的驱动端穿过滑套44并于该端端部设有第一滚轮45,第一滚轮45与受力块2 上安装的待压平泵壳直线处焊道匹配对应设置;
31.第二压平机构包括固定设于安装平台1下侧的第二驱动电机61,第二驱动电机61的驱动端穿过安装平台1并于该端端部转动连接有安装板62,安装板62 的下侧面设有回转气缸63,回转气缸63的驱动端穿过安装板62并于该端端部转动连接有第二驱动件64,通过回转气缸63转动进而带动第二驱动件64旋转,第二驱动件64的驱动端连接有第二滚轮65,第二滚轮65与受力块2上安装的待压平泵壳r角处焊道匹配对应;
32.控制系统3分别与第一驱动件43、第一驱动电机52、第二驱动电机61、回转气缸63和第二驱动件64连接。
33.本实施例中,所述受力块2与泵壳内部形状相匹配,安装平台1上设有受力块安装箱,受力块2通过螺栓可拆卸固定在安装平台1上的受力块安装箱上,在其他实施例中,也可以通过其他方式将受力块2可拆卸固定在安装平台1的受力块安装箱上,同时,受力块2也可以直接可拆卸固定在安装平台1上。首先将待压平泵壳安装在受力块2上进行固定限位,控制系统3控制第一驱动件43以使第一滚轮45与泵壳直线处焊道抵接,第一驱动电机52驱动滚珠丝杠副53转动进而带动滑套44左右移动,实现了第一驱动件43带动第一滚轮45在腰孔51 内移动以对泵壳直线处焊道进行压平处理;然后,待泵壳直线处焊道压平处理后,控制系统3控制第二驱动件64以使第二滚轮65与泵壳r角处焊道抵接进行压平,再控制回转气缸63带动第二驱动件64旋转以使第二滚轮65与泵壳r角处圆弧焊道抵接,进而实现泵壳r角处圆弧焊道的压平;最后,待泵壳直线处和r角处焊道全部压平后,利用控制系统3复位。通过第一压平机构和第二压平机构能够实现待压平泵壳直线处和r角处焊道的压平处理,有效提高了工作效率,降低了劳动强度,具有成本低、效率高和自动化程度高的特点。
34.如图4所示,所述第二驱动电机61的驱动端设有轴承,安装板62通过轴承可转动设置在第二驱动电机61的驱动端,安装板62远离第二驱动电机61的一侧设有承重万向球66,所述承重万向球66的下端端部与安装平台1抵接。本实施例中,通过设置所述承重万向球66能够有效分担安装板62与第二驱动电机 61之间轴承的承受力,一定程度上延长了部件的
使用寿命。
35.如图1、图2、图3和图5所示,所述安装平台1上设有用于检测受力块2 上是否安装待压平泵壳的第一光电感应开关71、用于检测待压平泵壳直线处焊道压平状态信息的第二光电感应开关72,以及用于检测待压平泵壳r角处焊道压平状态信息的第三光电感应开关73,所述第一光电感应开关71、第二光电感应开关72和第三光电感应开关73均与控制系统3连接。
36.本实施例中,通过在安装平台1上设置与控制系统3连接的第一光电感应开关71、第二光电感应开关72和第三光电感应开关73,分别对受力块2上是否安装有待压平泵壳进行检测,对待压平泵壳直线处焊道压平状态信息进行检测,以及对待压平泵壳r角处焊道压平状态信息进行检测,并将所检测信息传输给控制系统3,提高了该压平装置的自动化程度,有效降低了操作人员的劳动强度。
37.如图2和图4所示,所述第一驱动电机52和第二驱动电机61的驱动端均设有减速机8。本实施例中,通过设置减速机8来增加扭矩,降低速度,保证了自动化操作的稳定可靠运行。
38.如图1所示,所述第一驱动件43和第二驱动件64为油缸,第一驱动件43 和第二驱动件64的入口端连接有用于输送液压油的油泵91,油泵91的输入端连接有用于提供动力的第三驱动电机92,控制系统3与第三驱动电机92连接。本实施例中,通过设置油泵91和第三驱动电机92对第一驱动件43和第二驱动件64提供液压油,保证第一驱动件43和第二驱动件64的正常运行。
39.如图1所示,所述油泵91与第一驱动件42之间以及油泵91与第二驱动件 64之间均设有换向阀10,所述换向阀10与控制系统3连接用于控制第一驱动件 43和第二驱动件64的驱动端伸缩。本实施例中,通过设置与控制系统3连接的换向阀10,进而实现对第一驱动件43和第二驱动件64的驱动端的控制。
40.如图1所示,所述油泵91的出口设有用于对液压油进行过滤的过滤器11。本实施例中,通过设置过滤器11对输送的液压油进行过滤,能够有效滤除液压油中的杂质,提高部件的使用寿命。
41.为了更好的理解本实用新型工作原理,下面以泵壳焊道压平过程为例予以说明。
42.准备阶段:操作人员将待压平泵壳放置在受力块2中,将泵壳与受力块2 贴合,通过控制系统3启动,所述第一光电感应开关71检测待压平泵壳放置是否正确,确认完成,第一光电感应开关71给控制系统3发送信号;
43.压平阶段:
44.第一步,控制系统9接收信号后,控制第一驱动件43动作以使第一滚轮45 与泵壳直线处焊道抵接,第一驱动电机52旋转带动滚珠丝杠副53转动,滑套 44在滚珠丝杠副53上做直线运行,进而带动第一驱动件43作直线运动,使得第一滚轮45将泵壳直线处焊道压平,由于第一驱动件43产生强大压力,泵壳与受力块2之间产生静摩擦力,第一滚轮45与泵壳为滚动摩擦,静摩擦力大于滚动摩擦力,使得泵壳不会产生滑动,待第二光电感应开关72感应到泵壳直线处焊道压平后,传输信号给控制系统3,此时第一滚轮45保持与泵壳直线处焊道抵接状态;
45.第二步,控制系统3控制第二驱动件64动作以使第二滚轮65与泵壳的r 角抵接并
压平,第三光电感应开关73感应到泵壳r角压平后发送信号给控制系统3;
46.第三步,控制系统3控制第二驱动件64动作以使第二滚轮65缩回,再通过控制系统3控制回转气缸63动作带动第二驱动件64旋转至一定角度以使第二滚轮65与泵壳r角处圆弧位置对齐,再利用第二驱动件64驱动第二滚轮65与泵壳r角处圆弧位置处抵接;
47.第四步,控制系统3控制第二驱动电机61旋转,进而驱动安装板62动作以带动第二驱动件64转动,即可实现第二滚轮65对泵壳r角圆弧处焊道进行压平,待第三光电感应开关73感应到泵壳r角圆弧处焊道压平后,控制系统3控制所有部件复位,取下泵壳,完成泵壳直线处和r角处的压平处理。
48.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。