1.本发明属于吊装带生产领域,具体的说是一种防缠绕式游艇吊装带输送结构。
背景技术:
2.吊装带是一种生活中用于固定和悬吊的用具,由于吊装带的材质不同,所以吊装带的承受力也大不相同,在悬吊方面因吊装带是柔性的,其着力点也随之改变,适用于很多吊装器械,特别在游艇较大的设备悬吊时起重要作用。
3.公开号为cn113651163a的一项中国专利公开了一种防缠绕式游艇吊装带输送结构,包括输送箱;所述输送箱内部转动连接有多组第一转动轴;所述第一转动轴在输送箱内部为水平设置,且相互配合;所述第一转动轴上套有输送辊;所述第一转动轴端部通过皮带连接有电机;该方案利用两组不同直径的输送辊和柔性拉伸辊对吊装带输送,在柔性拉伸辊转动时,把柔性拉伸辊与输送辊之间的吊装带拉直,减少皮带受到挤压而造成的吊装带褶皱问题,同时提高了吊装带的平整度。
4.游艇扁平吊装带生产时,需要对游艇扁平吊装带进行缝制,缝制后将吊装带放置输送设备上进行输送,传送至打包区域后人工整理、收卷和包装,由于人工长时间收卷疲惫感加重,从而影响吊装带收卷的速度,同时容易存在空隙,吊装带收卷越大,因空隙的产生而松动散落,导致再次收卷时游艇扁平吊装带缠绕,耗费大量人力,甚至影响生产的进度。
5.为此,本发明提供一种防缠绕式游艇吊装带输送结构。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种防缠绕式游艇吊装带输送结构,包括设备框架;所述设备框架的侧壁固接有伺服电机;所述伺服电机的侧壁套接有输送带;所述设备框架的端部设置有存放箱;所述存放箱的内侧壁转动连接有收卷辊;所述伺服电机的侧壁安装有连接皮带,且连接皮带的另一端套接收卷辊侧壁;所述存放箱的侧壁固接有两组橡胶套,且两组橡胶套位于收卷辊的侧部;所述橡胶套的侧壁固接有限位板;避免收卷时存在大量空隙,扁平吊装带的两侧分别贴合限位板的侧壁收卷,利用橡胶套的弹性避免扁平吊装带收卷时错位,进一步降低空隙的产生,避免吊装带收卷过大时松动散落缠绕,同时利用收卷辊随着伺服电机的转动而收卷吊装带,降低人工的损耗,提高生产的速度。
8.优选的,所述设备框架的端部固接有两组固定板,且存放箱滑动在固定板的侧壁;所述固定板的内侧壁固接有限位销,且限位销的端部卡接存放箱内部;所述存放箱的内侧壁固接有导向底板;便于后续的加工和运输,将新的存放箱滑动卡在固定板的侧壁,继续将剪断的另一部分收卷在收卷辊上,并套上连接皮带继续工作,便于将其堆放存储和运输,避免存储或运输时多个收卷好的吊装带卷碰撞散落缠绕在一起,同时导向底板在收卷时起到导向的效果,便于支撑收卷弯折处。
9.优选的,所述存放箱的端部固接有方盒;所述方盒的内侧壁滑动连接有负重杆,且负重杆的形状呈t形;所述负重杆的底端固接有压合板,且压合板的形状呈半圆弧形;当吊装带收卷呈小圈时,扁平吊装带会贴合压合板的底端半圆弧处,并且随着吊装带越卷越大将压合板顶起滑动在方盒的内侧壁,负重杆的重力将压合板压合在吊装带的上方,进一步减少每圈收卷时的空气和缝隙的产生,避免收卷变大后容易松动散落缠绕的问题。
10.优选的,所述负重杆的侧壁套接有一号弹性件,且一号弹性件位于存放箱的内部;所述压合板的底端固接有多组橡胶凸点;收卷的吊装带随卷的圈数加大而紧密贴合橡胶凸点的侧壁,多组橡胶凸点对吊装带挤压,减少空隙的产生和空气的进入,避免吊装带收卷过大时松动散落缠绕,同时利用一号弹性件的弹力使得橡胶凸点贴合的更为紧密。
11.优选的,所述压合板的内侧壁转动连接有转轴;所述转轴的内部固接有扭簧,且扭簧固接压合板内侧壁;所述转轴的侧壁固接有磁性弯板;所述收卷辊的内部固接有磁性杆,且磁性杆与磁性弯板磁性作用;并且利用磁性杆与磁性弯板的磁吸力增强压合效果,随着吊装带越卷越大被压合板压合,扭簧的力也逐渐加大,起到对缝隙和空气挤压的作用,进一步减少空隙的产生,避免吊装带收卷过大时松动散落缠绕。
12.优选的,所述磁性弯板的内侧壁固接有多组橡胶刮板;所述橡胶刮板的上段形状呈y形,且下段形状呈弯弧形;进一步减少空隙的产生,同时吊装带随收卷辊转动收卷与多组橡胶刮板刮擦,起到对吊装带侧壁除尘的效果,避免杂质残留在吊装带上出现空隙,避免吊装带收卷过大时松动散落缠绕。
13.优选的,所述存放箱的侧壁固接有支撑板;所述支撑板的内侧壁固接有电推杆;所述电推杆的输出端固接有电热刀;所述方盒的内侧壁固接有橡胶块;所述橡胶块的内部固接有压力传感器;所述电推杆的端部固接有信号接收器,且信号接收器与压力传感器信号连接;压力传感器为现有技术的感应设备,压力传感器向信号接收器发出信号,信号接收器也是现有技术的接收设备与压力传感器配合使用的,信号接收器与电推杆连接,电推杆的输出端伸长,带动加热后的电热刀向下滑动,电热刀可以自行发热也是现有技术,电热刀将收卷的吊装带直接截断成两节,替代人工裁剪,减少了人工损耗,提高了生产的效率。
14.优选的,所述电热刀的侧壁固接有连接板;所述连接板的内侧壁滑动连接有滑动负重板,且滑动负重板的端部侧壁设置有挡板,且位于连接板的上方;所述滑动负重板的底端固接有弧形压板,且弧形压板的侧壁设置有弧板;所述滑动负重板的侧壁套接有二号弹性件,且位于连接板的下方;起到对吊装带固定裁剪的作用,同时当遇到不平整的吊装带输送时,利用滑动负重板端部的挡板限位于连接板上方,避免的滑动负重板使用时脱落,并且利用弧形压板侧壁的弧板对输送带上的扁平吊装带限位,将鼓起的部分随输送带的转动而下压平整,进一步减少收卷空隙的产生,避免吊装带收卷过大时松动散落缠绕。
15.优选的,所述弧形压板的侧壁固接有固定块;所述固定块的内侧壁固接有报警器;所述固定块的内侧壁固接有两组橡胶柱;所述报警器的侧壁安装有电源按钮;所述固定块的侧壁滑动连接有挤压块;若挤压还是不直会堆积,会继续推动挤压块挤压,挤压块对电源按钮挤压,部分电源按钮挤入报警器内触发报警器发出警报,提醒工人查看进行梳理,避免较大褶皱的吊装带收卷产生较大空隙,从而影响产品的收卷,避免吊装带收卷过大时松动散落缠绕。
16.优选的,所述弧形压板的底端固接有摩擦垫;所述摩擦垫的材质为橡胶材质;使得
较小的褶皱被压平,并且利用摩擦垫与吊装带的表面摩擦,避免弧形压板与吊装带直接摩擦将吊装带磨损,避免吊装带收卷过大时松动散落缠绕。
17.本发明的有益效果如下:1.本发明所述的一种防缠绕式游艇吊装带输送结构,通过设置的输送带随着伺服电机的输出端转动,输送游艇扁平吊装带,吊装带卷在收卷辊侧壁,同时随着伺服电机转动收卷,配合两组限位板对吊装带卷的两侧限位,避免松动散落,随着吊装带逐渐卷大,吊装带将压合板顶起,利用负重杆自身的重力和一号弹性件压合,减少收卷空隙的产生,橡胶凸点和磁性弯板对吊装带的表面贴合加压,进一步减少空隙的产生和空气的进入,最后利用橡胶刮板对吊装带紧密贴合,避免空隙影响收卷的效果,同时对吊装带的表面清洁,提高收卷的效果,避免收卷输送和存储时松动散落缠绕。
18.2.本发明所述的一种防缠绕式游艇吊装带输送结构,通过设置的电推杆,当游艇扁平吊装带在收卷时,随着吊装带越卷越大将压合板顶起,负重杆滑动对橡胶块挤压触发压力传感器,压力传感器发出信号给信号接收器,电推杆的输出端下滑带动电热刀下滑,同时连接板挤压二号弹性件,使得弧形压板紧密压合吊装带的表面,将吊装带固定,电热刀继续下滑将吊装带裁剪成两截,减少人工的损耗,提高生产的效率,当对较为褶皱的吊装带收卷时,褶皱较小的吊装带会被弧形压板压平继续收卷,若褶皱较大造成堆积在挤压块处,会触发报警器发出警报提醒工人梳理,避免吊装带收卷后散落缠绕,从而影响生产的进度。
附图说明
19.下面结合附图对本发明作进一步说明。
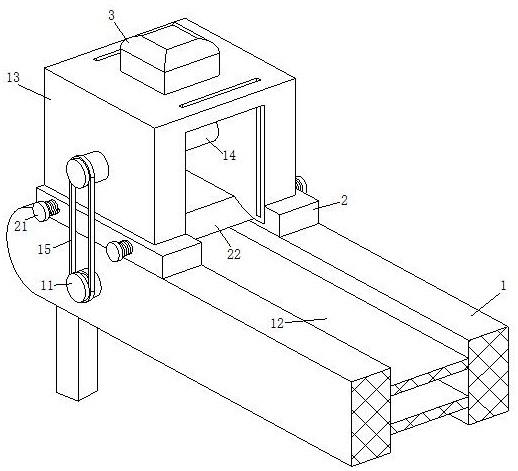
20.图1是本发明中的设备框架立体图;图2是本发明中的限位板结构示意图;图3是本发明中的存放箱剖视图;图4是图3的a处放大图;图5是图3的b处放大图;图6是本发明中的弧形压板结构示意图。
21.图中:1、设备框架;11、伺服电机;12、输送带;13、存放箱;14、收卷辊;15、连接皮带;16、橡胶套;17、限位板;2、固定板;21、限位销;22、导向底板;3、方盒;31、负重杆;32、压合板;4、一号弹性件;41、橡胶凸点;5、转轴;51、磁性弯板;52、磁性杆;6、橡胶刮板;7、支撑板;71、电推杆;72、电热刀;73、橡胶块;74、压力传感器;75、信号接收器;8、连接板;81、滑动负重板;82、弧形压板;83、二号弹性件;9、固定块;91、报警器;92、橡胶柱;93、电源按钮;94、挤压块;95、摩擦垫。
具体实施方式
22.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
23.实施例一如图1至图3所示,本发明实施例所述的一种防缠绕式游艇吊装带输送结构,包括设备框架1;所述设备框架1的侧壁固接有伺服电机11;所述伺服电机11的侧壁套接有输送
带12;所述设备框架1的端部设置有存放箱13;所述存放箱13的内侧壁转动连接有收卷辊14;所述伺服电机11的侧壁安装有连接皮带15,且连接皮带15的另一端套接收卷辊14侧壁;所述存放箱13的侧壁固接有两组橡胶套16,且两组橡胶套16位于收卷辊14的侧部;所述橡胶套16的侧壁固接有限位板17;当游艇扁平吊装带生产时,对游艇扁平吊装带进行缝制,缝制后将吊装带放置输送带12上,伺服电机11的输出端转动带动输送带12配合其他滚轴转动,将吊装带输送至存放箱13的底端,工人将扁平吊装带顺时针收卷在收卷辊14的侧壁,并且位于两组限位板17之间,伺服电机11的输出端通过连接皮带15带动收卷辊14转动在存放箱13的内侧壁,存放箱13用于遮蔽灰尘和杂质,避免收卷时存在大量空隙,扁平吊装带的两侧分别贴合限位板17的侧壁收卷,利用橡胶套16的弹性避免扁平吊装带收卷时错位,进一步降低空隙的产生,避免吊装带收卷过大时松动散落缠绕,同时利用收卷辊14随着伺服电机11的转动而收卷吊装带,降低人工的损耗,提高生产的速度。
24.如图1至图2所示,所述设备框架1的端部固接有两组固定板2,且存放箱13滑动在固定板2的侧壁;所述固定板2的内侧壁固接有限位销21,且限位销21的端部卡接存放箱13内部;所述存放箱13的内侧壁固接有导向底板22;当游艇扁平吊装带在收卷辊14上收卷完成后,人工进行存储和运输时,为了方便将其运输,先将连接皮带15取下并人工剪断吊装带,接着将限位销21向外拉拽,限位销21脱离存放箱13的内部后把存放箱13滑动取下,可将收卷好吊装带的存放箱13以平面放置堆放存储,便于后续的加工和运输,将新的存放箱13滑动卡在固定板2的侧壁,继续将剪断的另一部分收卷在收卷辊14上,并套上连接皮带15继续工作,便于将其堆放存储和运输,避免存储或运输时多个收卷好的吊装带卷碰撞散落缠绕在一起,同时导向底板22在收卷时起到导向的效果,便于支撑收卷弯折处。
25.如图3至图4所示,所述存放箱13的端部固接有方盒3;所述方盒3的内侧壁滑动连接有负重杆31,且负重杆31的形状呈t形;所述负重杆31的底端固接有压合板32,且压合板32的形状呈半圆弧形;在对游艇扁平吊装带收卷时,由于单个收卷辊14收卷配合限位板17夹紧还会出现空隙,为了减少空隙的产生,利用负重杆31滑动在方盒3的内侧壁,并至于收卷辊14的上方,当吊装带收卷呈小圈时,扁平吊装带会贴合压合板32的底端半圆弧处,并且随着吊装带越卷越大将压合板32顶起滑动在方盒3的内侧壁,负重杆31的重力将压合板32压合在吊装带的上方,进一步减少每圈收卷时的空气和缝隙的产生,避免收卷变大后容易松动散落缠绕的问题。
26.如图3至图4所示,所述负重杆31的侧壁套接有一号弹性件4,且一号弹性件4位于存放箱13的内部;所述压合板32的底端固接有多组橡胶凸点41;当收卷的吊装带越来越大时,产生空隙的概率也就加大,为了减少空隙的产生,收卷的吊装带随卷的圈数加大而紧密贴合橡胶凸点41的侧壁,多组橡胶凸点41对吊装带挤压,减少空隙的产生和空气的进入,避免吊装带收卷过大时松动散落缠绕,同时利用一号弹性件4的弹力使得橡胶凸点41贴合的更为紧密。
27.如图4所示,所述压合板32的内侧壁转动连接有转轴5;所述转轴5的内部固接有扭簧,且扭簧固接压合板32内侧壁;所述转轴5的侧壁固接有磁性弯板51;所述收卷辊14的内部固接有磁性杆52,且磁性杆52与磁性弯板51磁性作用;当游艇扁平吊装带在收卷辊14上顺时针收卷时,吊装带首先被磁性弯板51贴合,并且利用磁性弯板51侧壁固接的转轴5转动配合扭簧压合吊装带,并且利用磁性杆52与磁性弯板51的磁吸力增强压合效果,随着吊装
带越卷越大被压合板32压合,扭簧的力也逐渐加大,起到对缝隙和空气挤压的作用,进一步减少空隙的产生,避免吊装带收卷过大时松动散落缠绕。
28.如图4所示,所述磁性弯板51的内侧壁固接有多组橡胶刮板6;所述橡胶刮板6的上段形状呈y形,且下段形状呈弯弧形;磁性弯板51配合扭簧压合吊装带时,随着扁平吊装带逐渐卷大,使得磁性弯板51随转轴5转动压合吊装带的侧壁,多组橡胶刮板6贴合在吊装带的侧壁起到辅助压合效果,进一步减少空隙的产生,同时吊装带随收卷辊14转动收卷与多组橡胶刮板6刮擦,起到对吊装带侧壁除尘的效果,避免杂质残留在吊装带上出现空隙,避免吊装带收卷过大时松动散落缠绕。
29.如图3所示,所述存放箱13的侧壁固接有支撑板7;所述支撑板7的内侧壁固接有电推杆71;所述电推杆71的输出端固接有电热刀72;所述方盒3的内侧壁固接有橡胶块73;所述橡胶块73的内部固接有压力传感器74;所述电推杆71的端部固接有信号接收器75,且信号接收器75与压力传感器74信号连接;当游艇扁平吊装带收卷时,随着收卷的圈数逐渐增加,吊装带将负重杆31顶起,负重杆31滑动在方盒3的内侧壁,吊装带快要收卷完成时,负重杆31挤压橡胶块73,接着挤压到压力传感器74,压力传感器74为现有技术的感应设备,压力传感器74向信号接收器75发出信号,信号接收器75也是现有技术的接收设备与压力传感器74配合使用的,信号接收器75与电推杆71连接,电推杆71的输出端伸长,带动加热后的电热刀72向下滑动,电热刀72可以自行发热也是现有技术,电热刀72将收卷的吊装带直接截断成两节,替代人工裁剪,减少了人工损耗,提高了生产的效率。
30.如图3和图5所示,所述电热刀72的侧壁固接有连接板8;所述连接板8的内侧壁滑动连接有滑动负重板81,且滑动负重板81的端部侧壁设置有挡板,且位于连接板8的上方;所述滑动负重板81的底端固接有弧形压板82,且弧形压板82的侧壁设置有弧板;所述滑动负重板81的侧壁套接有二号弹性件83,且位于连接板8的下方;当对游艇扁平吊装带裁剪时,电推杆71的输出端向下滑动,带动电热刀72贴近吊装带的端部,连接板8随着电推杆71而向下滑动,带动滑动负重板81底端固接的弧形压板82先压合在吊装带上使其限位,滑动负重板81自身有重力,随着电推杆71输出端不断下压,弧形压板82滑动在连接板8的内侧壁不断挤压二号弹性件83收缩受力,配合电热刀72将吊装带截成两端,起到对吊装带固定裁剪的作用,同时当遇到不平整的吊装带输送时,利用滑动负重板81端部的挡板限位于连接板8上方,避免的滑动负重板81使用时脱落,并且利用弧形压板82侧壁的弧板对输送带12上的扁平吊装带限位,将鼓起的部分随输送带12的转动而下压平整,进一步减少收卷空隙的产生,避免吊装带收卷过大时松动散落缠绕。
31.如图3和图5所示,所述弧形压板82的侧壁固接有固定块9;所述固定块9的内侧壁固接有报警器91;所述固定块9的内侧壁固接有两组橡胶柱92;所述报警器91的侧壁安装有电源按钮93;所述固定块9的侧壁滑动连接有挤压块94;当对较为褶皱的游艇扁平吊装带收卷时,吊装带在输送带12上被输送收卷,褶皱较小的部分输送至固定块9的底端与弧形压板82接触继续输送,后续被挤压扁直进行收卷,若遇到褶皱较大的部分其高度已经超过弧形压板82的高度时,褶皱的吊装带会推动挤压块94滑动,配合橡胶柱92的挤压力将其挤平后可以继续收卷,若挤压还是不直会堆积,会继续推动挤压块94挤压,挤压块94对电源按钮93挤压,部分电源按钮93挤入报警器91内触发报警器91发出警报,提醒工人查看进行梳理,避免较大褶皱的吊装带收卷产生较大空隙,从而影响产品的收卷,避免吊装带收卷过大时松
动散落缠绕。
32.实施例二如图6所示,对比实施例一,其中本发明的另一种实施方式为:所述弧形压板82的底端固接有摩擦垫95;所述摩擦垫95的材质为橡胶材质;对游艇扁平吊装带收卷时,吊装带随着输送带12的转动而输送收卷,吊装带输送至弧形压板82的弧板处时被导向下压,使得较小的褶皱被压平,并且利用摩擦垫95与吊装带的表面摩擦,避免弧形压板82与吊装带直接摩擦将吊装带磨损,避免吊装带收卷过大时松动散落缠绕。
33.工作原理,当游艇扁平吊装带生产时,对游艇扁平吊装带进行缝制,缝制后将吊装带放置输送带12上,伺服电机11的输出端转动带动输送带12配合其他滚轴转动,将吊装带输送至存放箱13的底端,工人将扁平吊装带顺时针收卷在收卷辊14的侧壁,并且位于两组限位板17之间,伺服电机11的输出端通过连接皮带15带动收卷辊14转动在存放箱13的内侧壁,存放箱13用于遮蔽灰尘和杂质,避免收卷时存在大量空隙,扁平吊装带的两侧分别贴合限位板17的侧壁收卷,利用橡胶套16的弹性避免扁平吊装带收卷时错位,进一步降低空隙的产生,避免吊装带收卷过大时松动散落缠绕,同时利用收卷辊14随着伺服电机11的转动而收卷吊装带,降低人工的损耗,提高生产的速度;当游艇扁平吊装带在收卷辊14上收卷完成后,人工进行存储和运输时,为了方便将其运输,先将连接皮带15取下并人工剪断吊装带,接着将限位销21向外拉拽,限位销21脱离存放箱13的内部后把存放箱13滑动取下,可将收卷好吊装带的存放箱13以平面放置堆放存储,便于后续的加工和运输,将新的存放箱13滑动卡在固定板2的侧壁,继续将剪断的另一部分收卷在收卷辊14上,并套上连接皮带15继续工作,便于将其堆放存储和运输,避免存储或运输时多个收卷好的吊装带卷碰撞散落缠绕在一起,同时导向底板22在收卷时起到导向的效果,便于支撑收卷弯折处;在对游艇扁平吊装带收卷时,由于单个收卷辊14收卷配合限位板17夹紧还会出现空隙,为了减少空隙的产生,利用负重杆31滑动在方盒3的内侧壁,并至于收卷辊14的上方,当吊装带收卷呈小圈时,扁平吊装带会贴合压合板32的底端半圆弧处,并且随着吊装带越卷越大将压合板32顶起滑动在方盒3的内侧壁,负重杆31的重力将压合板32压合在吊装带的上方,进一步减少每圈收卷时的空气和缝隙的产生,避免收卷变大后容易松动散落缠绕的问题;当收卷的吊装带越来越大时,产生空隙的概率也就加大,为了减少空隙的产生,收卷的吊装带随卷的圈数加大而紧密贴合橡胶凸点41的侧壁,多组橡胶凸点41对吊装带挤压,减少空隙的产生和空气的进入,避免吊装带收卷过大时松动散落缠绕,同时利用一号弹性件4的弹力使得橡胶凸点41贴合的更为紧密;当游艇扁平吊装带在收卷辊14上顺时针收卷时,吊装带首先被磁性弯板51贴合,并且利用磁性弯板51侧壁固接的转轴5转动配合扭簧压合吊装带,并且利用磁性杆52与磁性弯板51的磁吸力增强压合效果,随着吊装带越卷越大被压合板32压合,扭簧的力也逐渐加大,起到对缝隙和空气挤压的作用,进一步减少空隙的产生,避免吊装带收卷过大时松动散落缠绕;磁性弯板51配合扭簧压合吊装带时,随着扁平吊装带逐渐卷大,使得磁性弯板51随转轴5转动压合吊装带的侧壁,多组橡胶刮板6贴合在吊装带的侧壁起到辅助压合效果,进一步减少空隙的产生,同时吊装带随收卷辊14转动收卷与多组橡胶刮板6刮擦,起到对吊装带侧壁除尘的效果,避免杂质残留在吊装带上出现空隙,避免吊装带收卷过大时松动散落缠绕;当游艇扁平吊装带收卷时,随着收卷的圈数逐渐增加,吊装带将负重杆31顶起,负重杆31滑动在方盒3的内侧壁,吊装带快要收卷完成时,负重杆31挤压橡胶块73,
接着挤压到压力传感器74,压力传感器74为现有技术的感应设备,压力传感器74向信号接收器75发出信号,信号接收器75也是现有技术的接收设备与压力传感器74配合使用的,信号接收器75与电推杆71连接,电推杆71的输出端伸长,带动加热后的电热刀72向下滑动,电热刀72可以自行发热也是现有技术,电热刀72将收卷的吊装带直接截断成两节,替代人工裁剪,减少了人工损耗,提高了生产的效率;当对游艇扁平吊装带裁剪时,电推杆71的输出端向下滑动,带动电热刀72贴近吊装带的端部,连接板8随着电推杆71而向下滑动,带动滑动负重板81底端固接的弧形压板82先压合在吊装带上使其限位,滑动负重板81自身有重力,随着电推杆71输出端不断下压,弧形压板82滑动在连接板8的内侧壁不断挤压二号弹性件83收缩受力,配合电热刀72将吊装带截成两端,起到对吊装带固定裁剪的作用,同时当遇到不平整的吊装带输送时,利用滑动负重板81端部的挡板限位于连接板8上方,避免的滑动负重板81使用时脱落,并且利用弧形压板82侧壁的弧板对输送带12上的扁平吊装带限位,将鼓起的部分随输送带12的转动而下压平整,进一步减少收卷空隙的产生,避免吊装带收卷过大时松动散落缠绕;当对较为褶皱的游艇扁平吊装带收卷时,吊装带在输送带12上被输送收卷,褶皱较小的部分输送至固定块9的底端与弧形压板82接触继续输送,后续被挤压扁直进行收卷,若遇到褶皱较大的部分其高度已经超过弧形压板82的高度时,褶皱的吊装带会推动挤压块94滑动,配合橡胶柱92的挤压力将其挤平后可以继续收卷,若挤压还是不直会堆积,会继续推动挤压块94挤压,挤压块94对电源按钮93挤压,部分电源按钮93挤入报警器91内触发报警器91发出警报,提醒工人查看进行梳理,避免较大褶皱的吊装带收卷产生较大空隙,从而影响产品的收卷,避免吊装带收卷过大时松动散落缠绕。
34.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
35.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
36.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。