1.本发明属于金属塑性加工技术领域,涉及一种铝合金/铝锂合金空心加强筋蒙皮成形方法及模具,适用于铝合金/铝锂合金空心加强筋蒙皮制造。
背景技术:
2.铝合金密度低、高比强度和比刚度、高塑性、成本低、资源丰富。在铝合金中添加锂元素形成铝锂合金,铝锂合金比铝合金密度低,并且每加1%的锂,密度降低3%,弹性模量提高6%,铝锂合金具有高比模量、高比强度,代替常规的高强度铝合金可使结构质量减轻10%-20%,刚度提高15%-20%,还具有优异的抗腐蚀性,良好的导热、导电性,良好的铸造、热加工、焊接、加工成型等综合性能。火箭等航天运载器对重量控制要求非常高,运载器每减轻1kg,发射费用节省约2万美元。因此,铝锂合金在航空航天领域应用广泛,在轨道交通、汽车电子、核工业等也具有广阔的应用前景,空心加强筋蒙皮是其中的典型部件。
3.铝合金/铝锂合金空心加强筋蒙皮难以采用扩散连接/超塑成形工艺制造,因为铝合金和铝锂合金表面在室温下极易形成一层致密稳定的氧化膜,且在扩散连接过程中该氧化膜既不分解也不溶解于基体,严重阻碍铝原子的相互扩散,若采用该方法,则必须在真空条件下进行,工艺流程非常复杂。熔焊/超塑成形工艺易带入较多焊接缺陷,铝合金/铝锂合金空心加强筋蒙皮质量难以保证。目前多采用厚板机械加工来制备铝合金/铝锂合金空心加强筋蒙皮,但该工艺制备的空心加强筋蒙皮重量较重,用于航天运载器等成本较高。
技术实现要素:
4.基于上述分析,本发明旨在提供一种铝合金/铝锂合金空心加强筋蒙皮成形方法及模具,以解决现有技术制造的铝合金/铝锂合金空心加强筋蒙皮重量较重,质量难以保证,成本较高的问题。
5.本发明的目的主要是通过以下技术方案实现的:
6.一方面,本发明提供了一种铝合金/铝锂合金空心加强筋蒙皮成形方法,包括以下步骤:
7.步骤1:将铝合金板和铝锂合金板叠放在一起,采用搅拌摩擦焊将铝合金板和铝锂合金板连接在一起,形成搅拌摩擦焊缝并留有超塑成形进气口;
8.步骤2:对铝合金板和铝锂合金板进行超塑成形。
9.进一步地,所述步骤1中,搅拌摩擦焊的搅拌头旋转速度为400r/min~1200r/min,焊接速度为60mm/min~180mm/min。
10.进一步地,所述步骤1中,超塑成形进气口的宽度为2mm~6mm。
11.进一步地,对铝合金板和铝锂合金板进行超塑成形,包括如下步骤:
12.步骤21:将超塑成形上模具和超塑成形下模具加热到预设温度;
13.步骤22:将铝合金板和铝锂合金板置于超塑成形上模具和超塑成形下模具之间,超塑成形上模具和超塑成形下模具接近,使铝合金板和铝锂合金板弯曲成形,并施加一定
压力夹紧;
14.步骤23:通过超塑成形进气口向铝合金板和铝锂合金板通入气体,使铝锂合金板局部鼓起空心加强筋贴紧超塑成形下模具腔体;
15.步骤24:将铝合金板和铝锂合金板从超塑成形上模具和超塑成形下模具之间取出,切除工艺余量、清理表面,得到铝合金/铝锂合金空心加强筋蒙皮。
16.进一步地,所述步骤21中,所述预设温度为300℃~550℃。
17.进一步地,所述步骤22中,超塑成形上模具和超塑成形下模具接近速度为1mm/s~10mm/s。
18.进一步地,所述步骤22中,使铝合金板和铝锂合金板弯曲成形施加的压力为10t~100t。
19.进一步地,所述步骤23中,通过超塑成形进气口向铝合金板和铝锂合金板通入气体为氮气或氩气。
20.进一步地,所述步骤23中,通过超塑成形进气口向铝合金板和铝锂合金板通入气体的压力为0.1mpa~4mpa。
21.进一步地,所述步骤24中,切除工艺余量的方式为气冷铣加工。
22.进一步地,所述步骤24中,清理表面的方式为激光清洗。
23.本发明还提供了一种铝合金/铝锂合金空心加强筋蒙皮成形模具,用于实现上述成形方法,包括超塑成形上模具和超塑成形下模具。所述超塑成形下模具上留有下模具腔体,超塑成形上模具为凹形,超塑成形下模具为凸形,超塑成形上模具凹陷和超塑成形下模具凸起的角度相同。下模具腔体的顶部圆角r1和底部圆角r2,存在关系r1≥2
×
t,r2≥3
×
t,其中t为铝锂合金板厚度。下模具腔体的凹槽宽b和凹槽深h,存在关系b≥2
×
h。超塑成形上模具和超塑成形下模具的长度大于等于铝合金/铝锂合金板的长度。
24.与现有技术相比,本发明至少可实现如下有益效果之一:
25.(1)铝锂合金比强度、比刚度较高,但价格昂贵,完全替代传统铝合金成本较高,本发明仅在加强筋位置采用铝锂合金性价比高,有利于成本控制。
26.(2)本发明采用搅拌摩擦焊/超塑成形可以制造铝锂合金/铝合金异种材料空心加强筋结构,制造的铝合金/铝锂合金空心加强筋蒙皮比传统铝合金加强筋结构更加轻量化,可以减轻10%以上。
27.(3)本发明采用搅拌摩擦焊连接铝锂合金/铝合金异种材料,与采用熔焊、扩散焊导致材料性能损失40%相比,采用搅拌摩擦焊材料性能损失10%,本发明制造的铝合金/铝锂合金空心加强筋蒙皮材料性能损失小,可靠性更高。
28.(4)现有技术中的扩散连接/超塑成形工艺制造铝合金/铝锂合金空心加强筋蒙皮必须在真空条件下进行,与该方法相比,本发明无需在真空条件下进行,无需将数量众多的零件拼焊,工艺方法简单,工艺流程短,简便易行。
29.(5)本发明可以制造非圆弧和平面、不规则曲面,底部最小圆角一般在3倍板材厚度以上的复杂曲面空心加强筋蒙皮结构,一次合格率较高,结构整体性好、型面精度高。
附图说明
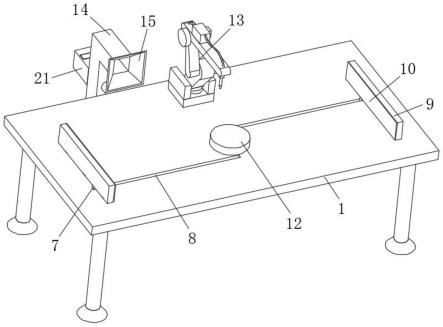
30.图1为铝合金/铝锂合金空心加强筋蒙皮成形模具示意图;
31.图2为铝合金/铝锂合金空心加强筋蒙皮坯料搅拌摩擦焊示意图;
32.图3为铝合金/铝锂合金空心加强筋蒙皮坯料弯曲成形示意图;
33.图4为铝合金/铝锂合金空心加强筋蒙皮超塑成形示意图;
34.图5为铝合金/铝锂合金复杂曲面空心加强筋蒙皮结构;
35.图6为铝合金/铝锂合金空心加强筋蒙皮成形流程图。
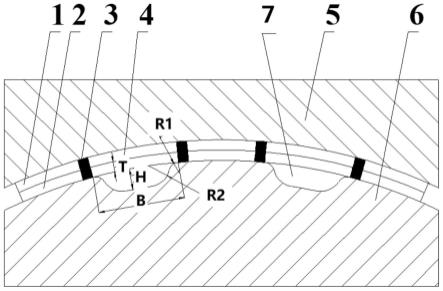
36.附图标记:1-铝合金板,2-铝锂合金板,3-搅拌摩擦焊缝,4-超塑成形进气口,5-超塑成形上模具,6-超塑成形下模具,7-下模具腔体,r1-下模具腔体顶部圆角,r2-下模具腔体底部圆角,t-铝锂合金板厚度,b-下模具腔体凹槽宽,h-下模具腔体凹槽深。
具体实施方式
37.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明的一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
38.现有技术中,铝锂合金具有高比模量、高比强度,优异的抗腐蚀性,良好的导热、导电性,良好的铸造、热加工、焊接、加工成型等综合性能,在航空航天领域应用广泛,在轨道交通、汽车电子、核工业等也具有广阔的应用前景,空心加强筋蒙皮是其中的典型部件。铝合金/铝锂合金空心加强筋蒙皮难以采用扩散连接/超塑成形工艺制造,因为铝合金和铝锂合金表面在室温下极易形成一层致密稳定的氧化膜,且在扩散连接过程中该氧化膜既不分解也不溶解于基体,严重阻碍铝原子的相互扩散。熔焊/超塑成形工艺易带入较多焊接缺陷,铝合金/铝锂合金空心加强筋蒙皮质量难以保证。目前多采用厚板机械加工来制备铝合金/铝锂合金空心加强筋蒙皮,但该工艺制备的空心加强筋蒙皮重量较重,用于航天运载器等成本较高。
39.本发明提供一种铝合金/铝锂合金空心加强筋蒙皮成形方法,采用搅拌摩擦焊将铝合金板和铝锂合金板连接在一起,形成搅拌摩擦焊缝并留有超塑成形进气口,对铝合金板和铝锂合金板进行超塑成形,最终制得铝合金/铝锂合金空心加强筋蒙皮。
40.具体的,本发明提供了一种铝合金/铝锂合金空心加强筋蒙皮成形方法,包括以下步骤:
41.步骤1:将铝合金板1和铝锂合金板2叠放在一起,采用搅拌摩擦焊将铝合金板和铝锂合金板连接在一起,形成搅拌摩擦焊缝3并留有超塑成形进气口4;
42.步骤2:对铝合金板和铝锂合金板进行超塑成形。
43.与现有技术相比,本发明首先采用搅拌摩擦焊将铝合金板和铝锂合金板连接在一起,然后对铝合金板和铝锂合金板进行超塑成形,搅拌摩擦焊在焊接时,基本不会产生气孔等焊接缺陷,能保持母材的冶金性能,性能损失小,并且在焊前和焊接过程中对环境的污染小,焊前工件无需进行严格的表面清理准备,成本低,效率高。本发明制造的铝合金/铝锂合金空心加强筋蒙皮比传统铝合金加强筋结构更加轻量化,并且仅在加强筋位置采用铝锂合金性价比高,有利于成本控制,材料性能损失小,可靠性更高,一次合格率较高,结构整体性好、型面精度高。
44.具体的,上述步骤1中,铝合金/铝锂合金具有密度低、强度比高、刚度比高等优点,但是其熔点较低、导热系数大、比热容大、线膨胀系数大,在采用熔化焊等方式进行焊接时,容易产生裂纹、气孔、变形等焊接缺陷,焊接温度较低也导致合金性能降低。搅拌摩擦焊在
焊接时,基本不会产生气孔等焊接缺陷,能保持母材的冶金性能,性能损失小,并且在焊前和焊接过程中对环境的污染小,焊前工件无需进行严格的表面清理准备,成本低,效率高。
45.本发明的超塑成形进气口4相当于搅拌摩擦焊缝形成的封闭曲线的一个缺口,超塑成形进气口4尺寸范围为4mm~8mm,示例性的,如4mm、5mm、6mm、7mm,既能够保证进气通畅性,又能尽量保证搅拌摩擦焊缝形成的封闭曲线完整性。
46.沿着空心加强筋边缘设置搅拌摩擦焊缝3,搅拌摩擦焊缝3的数量与空心加强筋数量相同,有多少个空心加强筋就设置几条搅拌摩擦焊缝,相邻搅拌摩擦焊缝之间的距离取决于空心加强筋位置,既可以保证空心加强筋成形又可以保证搅拌摩擦焊缝数量和长度最小。
47.搅拌摩擦焊的搅拌头旋转速度为400r/min~1200r/min,示例性的,如500r/min,600r/min,700r/min,800r/min,900r/min,1000r/min,1100r/min;焊接速度为60mm/min~180mm/min,示例性的,如80mm/min,100mm/min,120mm/min,140mm/min,150mm/min,160mm/min,170mm/min。
48.具体的,上述步骤2中,超塑成形过程包括:
49.步骤21:将超塑成形上模具5和超塑成形下模具6加热到预设温度;
50.步骤22:将铝合金板1和铝锂合金板2置于超塑成形上模具5和超塑成形下模具6之间,超塑成形上模具5和超塑成形下模具6接近,使铝合金板1和铝锂合金板2弯曲成形,并施加一定压力夹紧;
51.步骤23:通过超塑成形进气口4向铝合金板1和铝锂合金板2通入气体,使铝锂合金板2局部鼓起空心加强筋贴紧超塑成形下模具腔体7;
52.步骤24:将铝合金板1和铝锂合金板2从超塑成形上模具5和超塑成形下模具6之间取出,切除工艺余量、清理表面,得到铝合金/铝锂合金空心加强筋蒙皮。
53.具体的,上述步骤21中,预设温度由铝合金/铝锂合金板材料本身的成形特性决定,在满足材料成形所需的温度范围内,尽可能选择材料延伸率高对应的温度。预设温度为300℃~550℃,示例性的,如320℃、350℃、380℃、400℃、450℃、480℃。
54.具体的,上述步骤22中,通过液体施压机对超塑成形上模上平面施加10t~100t的压力使得超塑成形上模和超塑成形下模以速度为1mm/s~10mm/s接近,示例性的,如2mm/s、3mm/s、4mm/s、5mm/s、6mm/s、7mm/s、8mm/s、9mm/s,使铝合金板和铝锂合金板在压力作用下,通过超塑成形上模具5凹形和超塑成形下模具6凸起的相互协同作用,使材料产生弯矩,完成弯曲成形并紧密贴合超塑成形上模和超塑成形下模。超塑成形上模具和超塑成形下模具接近的速度影响材料弯曲成形的质量,速度过快,容易造成材料弯曲过程中弯曲部分的扁平,圆度达不到要求,无法和超塑成形模具完全贴合,且容易造成材料的拉裂,拉断。速度太慢,容易造成材料的起皱和压紧部位打滑。
55.具体的,上述步骤23中,气体一般选择氮气或氩气,同时满足通入气体的压力为0.1mpa~4mpa,示例性的,如0.5mpa、1mpa、1.5mpa、2mpa、2.5mpa、3mpa、3.5mpa;使得铝锂合金板局部鼓起空心加强筋贴紧超塑成形下模具腔体凹槽,保证制得的零件尺寸合格。压力越大,贴模效果越好,零件尺寸精度越高。
56.具体的,上述步骤24中,通过气冷铣加工切除工艺余量,以免加工工序中留下的各种误差、表面缺陷和装夹误差影响零件的加工精度和加工表面质量。通过激光清洗快速去
除铝合金/铝锂合金表面的氧化物、阳极氧化层及其他污染物,不损伤基材,清洗质量精确可控,环境污染小。
57.本发明还提供了一种铝合金/铝锂合金空心加强筋蒙皮成形模具,用于实现上述成形方法,包括超塑成形上模具和超塑成形下模具。
58.超塑成形上模具5和超塑成形下模具6结构如附图1所示。超塑成形下模具6上留有下模具腔体7,超塑成形上模具5为凹形,超塑成形下模具6为凸形,超塑成形上模具5凹陷和超塑成形下模具6凸起的角度相同,外形匹配。下模具腔体7的顶部圆角r1和底部圆角r2,存在关系r1≥2
×
t,r2≥3
×
t,其中t为铝锂合金板厚度。下模具腔体7的凹槽宽b和凹槽深h,存在关系b≥2
×
h。超塑成形上模具5和超塑成形下模具6的长度大于等于铝合金板1/铝锂合金板2的长度。满足这样的关系,可以保证成形过程中,成功成形零件而不会在过程中发生破裂。
59.本发明制造的铝合金/铝锂合金空心加强筋蒙皮比传统铝合金加强筋结构更加轻量化,并且仅在加强筋位置采用铝锂合金性价比高,有利于成本控制,材料性能损失小,可靠性更高,一次合格率较高,结构整体性好、型面精度高。
60.实施例1
61.本实施方式的铝合金/铝锂合金空心加强筋蒙皮成形方法,按如下工艺步骤进行:
62.步骤1:将铝合金板1和铝锂合金板2叠放在一起,采用搅拌摩擦焊将铝合金板1和铝锂合金板2连接在一起,形成搅拌摩擦焊缝3并留有超塑成形进气口4;搅拌摩擦焊的搅拌头旋转速度为400r/min,焊接速度为180mm/min;超塑成形进气口4的宽度为4mm,搅拌摩擦焊缝3的数量与空心加强筋数量相同,如图2所示。
63.步骤2:对铝合金板和铝锂合金板进行超塑成形。
64.步骤21:将超塑成形上模具5和超塑成形下模具6加热到预设温度,预设温度为450℃。
65.步骤22:将铝合金板1和铝锂合金板2置于超塑成形上模具5和超塑成形下模具6之间,超塑成形上模具5和超塑成形下模6具接近,使铝合金板1和铝锂合金板2弯曲成形,并施加一定压力夹紧;超塑成形上模具5和超塑成形下模具6接近速度为2mm/s,压力夹紧为20t,如图2所示。
66.步骤23:通过超塑成形进气口4向铝合金板1和铝锂合金板2通入气体,使铝锂合金板2局部鼓起空心加强筋贴紧下模具腔体7;通过超塑成形进气口4向铝合金板1和铝锂合金板2通入气体为氩气,压力为1mpa,如图3所示。
67.步骤24:将铝合金板1和铝锂合金板2从超塑成形上模具5和超塑成形下模具6之间取出,切除工艺余量、清理表面,得到铝合金/铝锂合金空心加强筋蒙皮。切除工艺余量的方式为气冷铣加工,清理表面的方式为激光清洗。
68.上述成形方法所用的模具包括:超塑成形上模具5、超塑成形下模具6。
69.超塑成形下模具6上留有下模具腔体7,超塑成形上模具5为凹形,超塑成形下模具6为凸形,超塑成形上模具5凹陷和超塑成形下模具6凸起的角度相同。下模具腔体7的顶部圆角r1和底部圆角r2,存在关系r1≥2
×
t,r2≥3
×
t,其中t为铝锂合金板2厚度。下模具腔体7的凹槽宽b和凹槽深h,存在关系b≥2
×
h。超塑成形上模具5和超塑成形下模具6的长度大于等于铝合金板1/铝锂合金板2的长度。铝合金板1和铝锂合金板2通过液压机施压被夹
紧在超塑成形上模5和超塑成形下模6之间。选择铝锂合金板2厚度为1.8mm,超塑成形下模具腔体7的顶部圆角r1为4mm和底部圆角r2为6mm,满足关系r1≥2
×
t,r2≥3
×
t。超塑成形下模具腔体7的凹槽宽b为30mm和凹槽深h为10mm,满足关系b≥2
×
h。
70.采用此方法制备的铝合金/铝锂合金空心加强筋蒙皮型面与现有工艺制备的零件相比,精度为
±
0.3mm,表面粗糙度ra3.2,结构重量减轻10%以上,加工周期缩短30%。实施例1具体性能指标详见下表。
[0071][0072]
实施例2
[0073]
本实施例中,在步骤1中,选取搅拌摩擦焊的搅拌头旋转速度为800r/min,焊接速度为120mm/min,其他加工条件与实施例1相同。
[0074]
采用该实施例制备的铝合金/铝锂合金空心加强筋蒙皮相比于现有技术,可进一步提高铝合金/铝锂合金空心加强筋蒙皮搅拌摩擦焊接头强度,搅拌摩擦焊强度越大,制备的零件结构重量越轻,本实施例可使结构重量减轻15%以上,对航天产品来说至关重要。
[0075]
实施例3
[0076]
本实施例中,在步骤21中,选取预设温度为500℃,其他加工条件与实施例1相同。
[0077]
采用该实施例制备的铝合金/铝锂合金空心加强筋蒙皮相比于现有技术,可以进一步提高铝合金/铝锂合金空心加强筋蒙皮超塑成形壁厚均匀性,壁厚越均匀,制备的零件结构重量越轻,本实施例可使结构重量减轻10%以上,对航天产品来说至关重要。
[0078]
实施例4
[0079]
本实施例中,在步骤23中,通过超塑成形进气口4向铝合金板1和铝锂合金板2通入气体为氩气,压力为2mpa,其他加工条件与实施例1相同。
[0080]
采用该实施例制备的铝合金/铝锂合金空心加强筋蒙皮相比于现有技术,可以进一步提高铝合金/铝锂合金空心加强筋蒙皮型面精度,可达
±
0.2mm,对航天产品来说至关重要。
[0081]
实施例5
[0082]
本实施例中,在步骤22中,使铝合金板1和铝锂合金板2弯曲成形施加的压力为50t,其他加工条件与实施例1相同。
[0083]
采用该实施例制备的铝合金/铝锂合金空心加强筋蒙皮相比于现有技术,可以进一步提高铝合金/铝锂合金空心加强筋蒙皮型面精度至
±
0.28mm。
[0084]
实施例6
[0085]
本实施例中,在步骤22中,超塑成形上模5和超塑成形下模6接近速度为5mm/s,其他加工条件与实施例1相同。
[0086]
采用该实施例制备的铝合金/铝锂合金空心加强筋蒙皮相比于现有技术,可以进一步提高铝合金/铝锂合金空心加强筋蒙皮加工效率,与实施例1相比,加工周期缩短35%。
[0087]
对比例1
[0088]
将实施例1中铝锂合金板2更换为铝合金板,其余条件和实施例1相同。
[0089]
采用该对比例制备的铝合金空心加强筋蒙皮,与实施例1相比,重量超重3%。
[0090]
对比例2
[0091]
选择成形模具,选择铝锂合金板2厚度为1.8mm,超塑成形下模具腔体7的顶部圆角r1为3mm和底部圆角r2为5mm,不满足关系r1≥2
×
t,r2≥3
×
t。超塑成形下模具腔体7的凹槽宽b为20mm和凹槽深h为12mm,不满足关系b≥2
×
h。
[0092]
采用该对比例制备的铝合金空心加强筋蒙皮,与实施例1相比,壁厚均匀性
±
12%。
[0093]
对比例与实施例铝合金/铝锂合金空心加强筋蒙皮性能列表
[0094][0095][0096]
本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技
术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改,因此,本发明的保护范围应当以本发明权利要求所界定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。