技术特征:
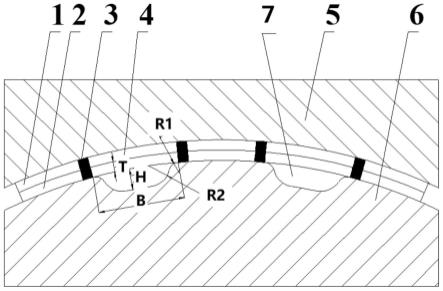
1.一种铝合金/铝锂合金空心加强筋蒙皮成形方法,其特征在于:所述成形方法包括如下步骤:步骤1:将铝合金板和铝锂合金板叠放在一起,采用搅拌摩擦焊将铝合金板和铝锂合金板连接在一起,形成搅拌摩擦焊缝并留有超塑成形进气口;步骤2:对铝合金板和铝锂合金板进行超塑成形。2.根据权利要求1所述的成形方法,其特征在于:所述步骤1中,搅拌摩擦焊的搅拌头旋转速度为400r/min~1200r/min,焊接速度为60mm/min~180mm/min。3.根据权利要求1所述的成形方法,其特征在于:所述步骤1中,所述超塑成形进气口的宽度为2mm~6mm。4.根据权利要求1所述的成形方法,其特征在于:所述步骤2包括:步骤21:将超塑成形上模具和超塑成形下模具加热到预设温度;步骤22:将铝合金板和铝锂合金板置于超塑成形上模具和超塑成形下模具之间,超塑成形上模具和超塑成形下模具接近,使铝合金板和铝锂合金板弯曲成形,并施加一定压力夹紧;步骤23:通过超塑成形进气口向铝合金板和铝锂合金板通入气体,使铝锂合金板局部鼓起空心加强筋贴紧超塑成形下模具腔体;步骤24:将铝合金板和铝锂合金板从超塑成形上模具和超塑成形下模具之间取出,切除工艺余量、清理表面,得到铝合金/铝锂合金空心加强筋蒙皮。5.根据权利要求4所述的成形方法,其特征在于:所述步骤21中,所述预设温度为300℃~550℃。6.根据权利要求4所述的成形方法,其特征在于:所述步骤22中,所述超塑成形上模和超塑成形下模接近速度为1mm/s~10mm/s。7.根据权利要求4所述的成形方法,其特征在于:所述步骤22中,所述压力夹紧为10t~100t。8.根据权利要求4所述的成形方法,其特征在于:所述步骤23中,通入气体为氮气或氩气。9.根据权利要求4所述的成形方法,其特征在于:所述步骤23中,通入气体的压力为0.1mpa~4mpa。10.一种铝合金/铝锂合金空心加强筋蒙皮成形模具,用于实现权利要求1-9所述的成形方法,其特征在于,所述成形模具包括:超塑成形上模具、超塑成形下模具;所述超塑成形下模具上留有下模具腔体,所述超塑成形上模具为凹形,所述超塑成形下模具为凸形,所述超塑成形上模具凹陷和所述超塑成形下模具凸起外形匹配;所述下模具腔体的顶部圆角r1和底部圆角r2,存在关系r1≥2
×
t,r2≥3
×
t,其中t为铝锂合金板厚度;所述下模具腔体的凹槽宽b和凹槽深h,存在关系b≥2
×
h;所述超塑成形上模具和所述超塑成形下模具的长度大于等于铝合金/铝锂合金板的长度。
技术总结
本发明涉及一种铝合金/铝锂合金空心加强筋蒙皮成形方法及模具,属于金属塑性加工技术领域,解决了解决现有技术制造的铝合金/铝锂合金空心加强筋蒙皮重量较重,质量难以保证,成本较高的问题。一种铝合金/铝锂合金空心加强筋蒙皮成形方法,采用搅拌摩擦焊将铝合金板和铝锂合金板连接在一起,形成搅拌摩擦焊缝并留有超塑成形进气口,对铝合金板和铝锂合金板进行超塑成形,最终制得铝合金/铝锂合金空心加强筋蒙皮,制造的铝合金/铝锂合金空心加强筋蒙皮比传统铝合金加强筋结构更加轻量化,并且仅在加强筋位置采用铝锂合金性价比高,有利于成本控制,材料性能损失小,可靠性更高,一次合格率较高,结构整体性好、型面精度高。型面精度高。型面精度高。
技术研发人员:秦中环 李保永 姚为 韩维群 刘吉琛 刘奇 刘伟 李建伟 丁科迪 李信
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:2022.05.27
技术公布日:2022/8/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。