一种u管管焊机
技术领域
1.本发明涉及焊接设备领域,特别涉及一种u管管焊机。
背景技术:
2.密封式管管焊接设备由于可通过惰性气体形成气体密封防止焊接过程中造成工件氧化,密封式管管焊接设备配备有冷却系统并且能够一次性对管路进行全方位的焊接,故在焊接工艺中被大量使用,但是由于管路设计多种多样,焊接设备需要适应不同管路构造,例如空冷器中由于管路的排管密布在整个端面上,相邻管路之间的间距较小,在焊接时传统的密封式管管焊接设备无法伸入需要焊接的位置进行作业,部分能够伸入的设备在作业时由于产生的高温无法对焊接位置进行调整夹紧,特别时在面对密布u型管件的焊接场景中,u型管件的u型端位于操作人员一侧,操作人员在焊接时受u型端的影响,作业难度大,针对这些问题,本技术提出了一种解决方案。
技术实现要素:
3.发明目的:本发明的目的是提供一种u管管焊机,适用于u型排管密集的管路焊接,并且对于产生高温的焊接处减少操作人员的接触,提高作业安全性的同时能够提到工作效率。
4.技术方案:本发明所述的一种u管管焊机,包括有手柄、传动机构、焊接机构、支撑机构和动力机构,其特征在于:所述动力机构为电机,设置在手柄内,所述手柄、传动机构、支撑机构和焊接机构依次连接;
5.所述传动机构包括有传动壳体,所述传动壳体一端连接手柄,另一端连接有支撑机构,所述传动壳体中心垂直设置有安装面板,所述安装面板的中心设置有主动齿轮,所述主动齿轮的下方两侧分别啮合有传动齿轮,所述传动齿轮的输出端连接有传动轴,所述传动轴穿过支撑机构进入焊接结构;
6.所述支撑机构为半圆柱型空腔结构,所述支撑机构的端面设置有凹槽,所述支撑机构的内部的空腔内设置有传动轴、冷却管路和氩气管路,所述支撑机构的两端设置有用于夹持以及定位凹槽上放置的管件的防护定位组件;
7.所述焊接机构包括有焊接壳体,所述焊接壳体上延展有与支撑机构内凹槽相同的开槽,所述开槽与凹槽连接,所述焊接壳体内设置有焊接部定位块、焊接部旋转块、钨针和出气块,所述焊接部旋转块与传动轴连接,所述焊接部定位块与焊接部旋转块并列设置在焊接壳体内,对焊接部旋转块进行定位,所述钨针设置在焊接壳体内的底部,针头朝向焊缝位置,所述出气块贴合设置在焊接旋转部朝向支撑机构的一侧,所述出气块朝向开槽一侧的端面上环绕设置有出气孔。
8.作为优选,所述防护定位组件包括有设置在传动机构一侧的闭锁手柄和设置在焊接机构两端的防护定位罩,所述闭锁手柄对置在传动壳体朝向支撑机构一侧的端面上,闭锁手柄的一端与传动壳体转动连接,另一端伸出传动壳体;
9.所述防护定位罩包括有转臂和连接板,所述转臂以焊接壳体端面的开槽为中心,对置在焊接壳体端面的两侧,所述焊接壳体的两侧端面均设置有转臂,所述焊接壳体的两侧端面设置的转臂之间连接有连接板,所述转臂与焊接壳体的端面转动连接;
10.位于支撑机构轴线同一侧的所述转臂和闭锁手柄之间通过转轴连接,所述转轴贯穿支撑机构以及焊接壳体,连接设置在焊接壳体两侧端面的转臂,闭锁手柄通过转轴带动转臂转动。
11.防护定位组件的设置便于操作人员通过转动闭锁手柄从而带动定位防护罩,将待焊接管件的焊接处封闭在焊接机构内部,一方面起到了对管件的定位作用,另一方面不需要作业人直接对焊接机构处的定位装置进行操作,避免了直接接触高温处,提高了作业人员作业时的安全性。
12.作为优选,所述转臂朝向焊接壳体端面上开槽一侧设置有槽口,所述槽口与待焊接管件的外径相匹配。
13.槽口与待焊接管件的外径相适配,易于焊机沿着管件伸入管件深处时,通过闭锁手柄转动转臂,将管件夹持住。
14.作为优选,所述闭锁手柄与支撑机构之间设置有盖板,所述盖板固定在支撑机构种凹槽的端面上,盖板与传动壳体间预留有便于闭锁手柄转动的空间,所述盖板朝向传动壳体一侧端面上设置有用于限位闭锁手柄转动幅度的限位块。
15.盖板的设置一方面能够防止防止在焊接壳体端面上开槽中的u型管件的u型端撞击或者误触到闭锁手柄,另一方面盖板上的限位块能够对闭锁手柄转动的角度起到限位作用,防止转动过多导致转臂对管件的夹持造成管件表面的伤害。
16.作为优选,所述手柄与传动机构之间设置有用于定位安装电机的电机安装块,所述手柄内电机的输出端穿过电机安装块后与传动壳体内的主动齿轮连接。
17.作为优选,所述传动壳体底部设置有氩气管路的进气口以及冷却管路的进水口,所述氩气管路穿过支撑机构内部的空腔进入焊接壳体的内部与出气块连接,连通出气孔;所述冷却管路循环设置在氩气管路的两侧。
18.冷却管路对支撑机构以及焊接机构起到降温冷却的作用,防止焊枪过热,烫伤操作人员。
19.作为优选,所述支撑机构的长度以及支撑机构端面的凹槽尺寸与待焊接的管件尺寸相匹配。
20.支撑机构长度以及凹槽尺寸的可调确保能够适用多种不同尺寸的管件焊接作业中。
21.有益效果:
22.(1)、本技术通过将支撑机构中的凹槽顺着u型管件的走向,将焊接机构深入管件焊接点位,整体的径向尺寸较小,适用于u型管件密布的场景下对管件的焊接,并且u型管件的u型端不会对焊接的过程造成影响。
23.(2)、本技术通过防护定位组件中的闭锁手柄控制转臂的转动从而夹紧、密闭管件的焊接处,并且闭锁手柄远离焊接机构,位于传动机构一侧,便于操作人员操作,同时由于不需要直接对焊接机构处进行操作,提高了操作人员在作业过程中的安全性。
附图说明
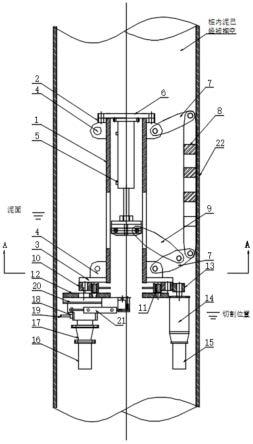
24.图1是本技术立体图一;
25.图2是本技术立体图二;
26.图3是本技术侧面剖视图一;
27.图4是本技术侧面剖视图二;
28.图5是本技术中焊接机构与支撑机构连接处截面剖视图;
29.图6是本技术中传动机构截面剖视图。
具体实施方式
30.下面结合具体实施例对本技术做进一步阐述。
31.如图1-5所示,为本技术的结构示意图,在本实施例中,包括有手柄1、传动机构、焊接机构、支撑机构和动力机构,动力机构为电机,设置在手柄1内,所述手柄1、传动机构、支撑机构和焊接机构依次连接。
32.在本实施例中,手柄1与传动机构之间设置有用于定位安装电机的电机安装块21,手柄1内电机的输出端穿过电机安装块21后与传动壳体2内的主动齿轮4连接。
33.在本实施例中,传动机构包括有传动壳体2,传动壳体2一端连接手柄1,另一端连接有支撑机构,传动壳体2中心垂直设置有安装面板3,安装面板3的中心设置有主动齿轮4,主动齿轮4的下方两侧分别啮合有传动齿轮5,传动齿轮5的输出端连接有传动轴6,传动轴6穿过支撑机构进入焊接机构;
34.在传动壳体2的底部设置有氩气管路9的进气口以及冷却管路8的进水口,氩气管路9穿过支撑机构内部的空腔进入焊接壳体10的内部与出气块15连接,连通出气孔16;冷却管路8循环设置在氩气管路9的两侧。
35.在本实施例中,支撑机构为半圆柱型空腔结构,支撑机构的端面设置有凹槽7,支撑机构的内部的空腔内设置有传动轴6、冷却管路8和氩气管路9,在支撑机构的两端设置有用于夹持以及定位凹槽7上放置的管件的防护定位组件。
36.在本实施例中,焊接机构包括有焊接壳体10,焊接壳体10上延展有与支撑机构内凹槽7相同的开槽11,开槽11与凹槽7连接,焊接壳体10内设置有焊接部定位块12、焊接部旋转块13、钨针14和出气块15,焊接部旋转块13与传动轴6连接,焊接部定位块12与焊接部旋转块13并列设置在焊接壳体10内,对焊接部旋转块13进行定位,钨针14设置在焊接壳体10内的底部,针头朝向焊缝位置,出气块15贴合设置在焊接旋转部13朝向支撑机构的一侧,出气块15朝向开槽11一侧的端面上环绕设置有出气孔16。
37.防护定位组件包括有设置在传动机构一侧的闭锁手柄17和设置在焊接机构两端的防护定位罩,闭锁手柄17对置在传动壳体2朝向支撑机构一侧的端面上,闭锁手柄17的一端与传动壳体2转动连接,另一端伸出传动壳体2;
38.闭锁手柄17与支撑机构之间设置有盖板22,盖板22固定在支撑机构中凹槽7的端面上,盖板22与传动壳体2间预留有便于闭锁手柄17转动的空间,盖板22朝向传动壳体2一侧端面上设置有用于限位闭锁手柄17转动幅度的限位块20;
39.防护定位罩包括有转臂18和连接板19,转臂18以焊接壳体10端面的开槽11为中心,对置在焊接壳体10端面的两侧,焊接壳体10的两侧端面均设置有转臂18,焊接壳体10的
两侧端面设置的转臂18之间连接有连接板19,转臂18与焊接壳体10的端面转动连接;
40.转臂18朝向焊接壳体10端面上开槽11一侧设置有槽口23,槽口23与待焊接管件的外径相匹配;
41.位于支撑机构轴线同一侧的转臂18和闭锁手柄17之间通过转轴连接,转轴贯穿支撑机构以及焊接壳体10,连接设置在焊接壳体10两侧端面的转臂18,闭锁手柄17通过转轴带动转臂18转动。
42.本实施例在工作中时,操作人员将闭锁手柄17向外转动,带动转轴转动从而打开转臂18与连接板19构成的防护定位罩,此时将焊接机构中的开槽11顺着u型管件的走向,向前推入焊枪,直至焊接机构到达焊接位置,此时操作人员转动闭锁手柄17,带动转轴转动从而闭合定位防护罩,将待焊接位置夹紧、封闭,此时启动焊枪进行焊接工作,焊接完毕后通过闭锁手柄17打开定位防护罩,将焊枪抽出,完成整个操作过程。
43.本实施例中,设置在闭锁手柄17与支撑机构之间的盖板22一方面能够防止在焊接壳体10端面上开槽11中的u型管件的u型端在顺着开槽11滑动至支撑机构的凹槽7上时撞击或者误触到闭锁手柄17,另一方面盖板22上的限位块20能够对闭锁手柄17转动的角度起到限位作用,防止转动过多导致转臂18对管件的夹持造成管件表面的伤害。
44.本实施例中,冷却管路8循环设置在氩气管路9的两侧,完成了对支撑机构以及焊接机构起到降温冷却的作用,防止焊枪过热,烫伤操作人员。
45.本实施例中,支撑机构的长度以及支撑机构端面的凹槽尺寸与待焊接的管件尺寸相匹配,确保能够适用多种不同尺寸的管件焊接作业。
46.本技术通过将支撑机构中的凹槽7顺着u型管件的走向,将焊接机构深入管件焊接点位,整体的径向尺寸较小,适用于u型管件密布的场景下对管件的焊接,并且u型管件的u型端不会对焊接的过程造成影响;通过设置在远离焊接机构一端的闭锁手柄控制定位防护罩的开关,便于与操作人员操作的同时由于不需要直接对焊接机构处进行操作,提高了操作人员在作业过程中的安全性,进而在一处焊接完毕,不需要等待完全冷却即可投入下一次的焊接操作,提高了整体的焊接效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。