技术特征:
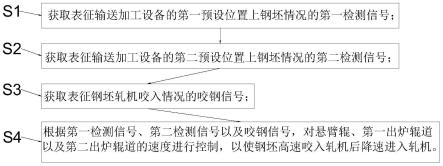
1.一种加热炉输送钢坯至轧机控制方法,其特征在于,包括以下步骤:获取表征输送加工设备的第一预设位置上钢坯(100)情况的第一检测信号;获取表征输送加工设备的第二预设位置上钢坯(100)情况的第二检测信号;获取表征钢坯(100)轧机(700)咬入情况的咬钢信号;根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对悬臂辊(300)、第一出炉辊道(400)以及第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700);其中,所述输送加工设备包括沿输送方向依次设置的所述悬臂辊(300)、所述第一出炉辊道(400)、所述第二出炉辊道(500)以及所述轧机(700),所述第一预设位置以及所述第二预设位置沿所述输送方向依次设置。2.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述获取表征钢坯(100)轧机(700)咬入情况的咬钢信号的步骤包括:所述咬钢信号为表征钢坯(100)咬入轧机(700)的第五信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据所述第五信号,控制所述第二出炉辊道(500)减速。3.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述获取表征输送加工设备的第一预设位置上钢坯(100)情况的第一检测信号的步骤包括:所述第一检测信号为表征输送加工设备上第一预设位置有钢坯(100)的第一信号;所述获取表征输送加工设备的第二预设位置上钢坯(100)情况的第二检测信号的步骤包括:所述第二检测信号为表征输送加工设备上第二预设位置无钢坯(100)的第四信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据所述第一信号以及所述第四信号,控制所述第一出炉辊道(400)启动并高速运转,且使所述第一出炉辊道(400)的速度高于所述第二出炉辊道(500)的速度。4.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述获取表征输送加工设备的第一预设位置上钢坯(100)情况的第一检测信号的步骤包括:所述第一检测信号为表征输送加工设备上第一预设位置有钢坯(100)的第一信号;所述获取表征输送加工设备的第二预设位置上钢坯(100)情况的第二检测信号的步骤包括:所述第二检测信号为表征输送加工设备上第二预设位置无钢坯(100)的第四信号;所述获取表征钢坯(100)轧机(700)咬入情况的咬钢信号的步骤包括:所述咬钢信号为表征钢坯(100)未咬入轧机(700)的第六信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊
(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据所述第一信号、所述第四信号以及所述第六信号,控制所述第二出炉辊道(500)提速并高速运转,且使所述第二出炉辊道(500)的速度接近第一出炉辊道(400)的速度。5.根据权利要求4所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述根据所述第一信号、所述第四信号以及所述第六信号,控制所述第二出炉辊道(500)提速并高速运转,且使所述第二出炉辊道(500)的速度接近第一出炉辊道(400)的速度的步骤包括:在延时预设延迟时段后,控制所述第二出炉辊道(500)高度运转。6.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述获取表征输送加工设备的第一预设位置上钢坯(100)情况的第一检测信号的步骤包括:所述第一检测信号为表征输送加工设备上第一预设位置有钢坯(100)的第一信号;所述获取表征输送加工设备的第二预设位置上钢坯(100)情况的第二检测信号的步骤包括:所述第二检测信号为表征输送加工设备上第二预设位置有钢坯(100)的第三信号;所述获取表征钢坯(100)轧机(700)咬入情况的咬钢信号的步骤包括:所述咬钢信号为表征钢坯(100)咬入轧机(700)的第五信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据所述第一信号、所述第三信号以及所述第五信号,控制所述悬臂辊(300)以及所述第一出炉辊道(400)停止,直到所述第二检测信号为表征输送加工设备上第二预设位置无钢坯(100)的第四信号,控制所述第一出炉辊道(400)启动并高速运转。7.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述获取表征钢坯(100)轧机(700)咬入情况的咬钢信号的步骤包括:所述咬钢信号包括预设间隔时段连续出现的两个表征钢坯(100)咬入轧机(700)的第五信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据预设间隔时段连续出现的两个表征钢坯(100)咬入轧机(700)的第五信号,控制所述悬臂辊(300)以及所述第一出炉辊道(400)停止,直到所述第二检测信号为表征输送加工设备上第二预设位置无钢坯(100)的第四信号,控制所述第一出炉辊道(400)启动并高速运转。8.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述钢坯(100)为复产调试钢坯(100);所述获取表征输送加工设备的第一预设位置上钢坯(100)情况的第一检测信号的步骤包括:
所述第一检测信号为表征输送加工设备上第一预设位置无钢坯(100)的第二信号;所述获取表征输送加工设备的第二预设位置上钢坯(100)情况的第二检测信号的步骤包括:所述第二检测信号为表征输送加工设备上第二预设位置有钢坯(100)的第三信号;所述获取表征钢坯(100)轧机(700)咬入情况的咬钢信号的步骤包括:所述咬钢信号为表征钢坯(100)咬入轧机(700)的第五信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据所述第二信号、所述第三信号以及所述第五信号,控制所述第一出炉辊道(400)以及所述第二出炉辊道(500)停止。9.根据权利要求1所述的加热炉输送钢坯至轧机控制方法,其特征在于:所述获取表征输送加工设备的第一预设位置上钢坯(100)情况的第一检测信号的步骤包括:所述第一检测信号为表征输送加工设备上第一预设位置有钢坯(100)的第一信号;所述获取表征输送加工设备的第二预设位置上钢坯(100)情况的第二检测信号的步骤包括:所述第二检测信号为表征输送加工设备上第二预设位置无钢坯(100)的第四信号;所述获取表征钢坯(100)轧机(700)咬入情况的咬钢信号的步骤包括:所述咬钢信号为表征轧机(700)碎断钢坯(100)的第七信号;所述根据所述第一检测信号、所述第二检测信号以及所述咬钢信号,对所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)的速度进行控制,以使钢坯(100)高速咬入轧机(700)后降速进入轧机(700)的步骤包括:根据所述第一信号、所述第四信号以及所述第七信号,控制所述悬臂辊(300)以及所述第一出炉辊道(400)启动并回转,以将钢坯(100)退回。10.一种加热炉(200)输送钢坯(100)至轧机(700)系统,其特征在于:所述加热炉(200)输送钢坯(100)至轧机(700)系统包括输送加工设备、第一检测器(800)、第二检测器(810)以及控制器(900);所述输送加工设备包括沿输送方向依次设置的悬臂辊(300)、第一出炉辊道(400)、第二出炉辊道(500)以及轧机(700),所述第一预设位置以及所述第二预设位置沿所述输送方向依次设置,所述悬臂辊(300)、所述第一出炉辊道(400)以及所述第二出炉辊道(500)均与所述控制器(900)通信;所述第一检测器(800)设置在第一预设位置且与所述控制器(900)通信;所述第二检测器(810)设置在第二预设位置且与所述控制器(900)通信;所述控制器(900)用于执行权利要求1-9任一项所述的加热炉输送钢坯至轧机控制方法。11.根据权利要求10所述的加热炉(200)输送钢坯(100)至轧机(700)系统,其特征在于:所述轧机(700)设置有咬入口,所述咬入口相对地面的水平高度高于所述第二出炉辊道(500)相对地面的水平高度,且高度差≥5mm。
12.根据权利要求11所述的加热炉(200)输送钢坯(100)至轧机(700)系统,其特征在于:所述加热炉(200)输送钢坯(100)至轧机(700)系统还包括入口通道(600),所述入口通道(600)设置在所述第二出炉辊道(500)与所述轧机(700)的所述咬入口之间。
技术总结
本发明的实施例提供了一种加热炉输送钢坯至轧机控制方法及系统,涉及钢坯轧制设备领域。旨在改善钢坯咬入轧机后对辊道磨损较严重的问题。包括以下步骤,获取表征第一预设位置上钢坯情况的第一检测信号;获取表征第二预设位置上钢坯情况的第二检测信号;获取表征钢坯轧机咬入情况的咬钢信号;根据上述获取的信号,对悬臂辊、第一出炉辊道以及第二出炉辊道的速度进行控制。加热炉输送钢坯至轧机系统包括控制器,控制器用于执行加热炉输送钢坯至轧机控制方法。第一出炉辊道以及第二出炉辊道分开设置,能够单独控制速度,钢坯咬入轧机后,第二出炉辊道道速度可调低,能够降低第二出炉辊道与钢坯的磨损程度,同时第一出炉辊道又不影响后续钢坯的输送。响后续钢坯的输送。响后续钢坯的输送。
技术研发人员:查安鸿 周汉全 蔡海彬 肖志英 巫献华 曾资英 黄细妹 晏小辉 罗伟加 刘泉雄 何福旺 苏乐波 赖东昌 钟韶 雷清善
受保护的技术使用者:广东韶钢松山股份有限公司
技术研发日:2022.04.26
技术公布日:2022/8/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。