技术特征:
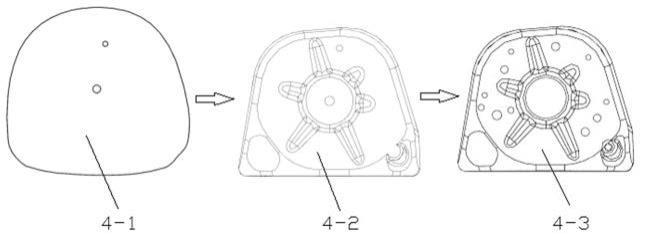
1.一种汽车减震器支座的成型工艺,汽车减震器支座包括外形对称的左件和右件,其特征在于:两件所述汽车减震器支座通过一组成型模具冲压成型,具体包括以下步骤:步骤一:落料排样,根据产品形状和成型性能设计落料冲孔件(4-1)的形状尺寸,并在料片(400)上进行排布;所述料片(400)的两侧设置有错位排布的导正孔(5),一侧的边缘设置有三角形缺口(6);步骤二:落料冲孔,采用落冲模具(100)冲裁得到落料冲孔件(4-1),所述落料冲孔件(4-1)上设置有两个预冲定位孔(7);步骤三:拉延成型,采用成型式拉延模具(200)冲压得到拉延件(4-2);步骤四:侧整冲孔,采用冲孔侧整型模具(300)冲压得到最终的冲孔侧整型成品件(4-3)。2.根据权利要求1所述的汽车减震器支座的成型工艺,其特征在于:步骤一中,所述落料冲孔件(4-1)在所述料片(400)上平行排布有两组,通过落料冲孔成型同时获得两个落料冲孔件(4-1)。3.一种汽车减震器支座的成型模具,应用于权利要求1-2任意一项所述的汽车减震器支座的成型工艺中,其特征在于:包括落冲模具(100)、成型式拉延模具(200)和冲孔侧整型模具(300),所述落冲模具(100)、成型式拉延模具(200)和冲孔侧整型模具(300)安装在一组呈流水线布置的冲床上,将料片(400)放置到所述落冲模具(100)上冲裁得到落料冲孔件(4-1),所述落料冲孔件(4-1)依次经过所述成型式拉延模具(200)和冲孔侧整型模具(300)冲压成型得到拉延件(4-2)和最终的冲孔侧整型成品件(4-3)。4.根据权利要求3所述的汽车减震器支座的成型模具,其特征在于:所述落冲模具(100)具体采用级进模结构,包括相互配合的第一上模部和第一下模部;所述第一上模部包括落冲上模座(120),所述落冲上模座(120)上安装有多组第一导套组件(121)和多个第一上限位器(131),所述第一导套组件(121)和第一上限位器(131)分布在落冲上模座(120)的前后两侧,落冲上模座(120)的侧壁上开设有多个与冲压机连接用的压板槽(129),所述落冲上模座(120)的前后侧面上连接有四个第一上板式吊钩(122);落冲上模座(120)中间区域安装有三组上模工作组件;所述第一下模部包括落冲下模座(108),所述落冲下模座(108)上安装有多个第一导柱组件(102)和多个第一下限位器(105),所述第一导柱组件(102)和第一下限位器(105)分布在落冲下模座(108)的前后两侧,所述第一导柱组件(102)与所述第一导套组件(121)相配合,所述第一下限位器(105)与所述第一上限位器(131)相配合,落冲下模座(108)的底部设置有落冲压机板(114),所述落冲压机板(114)与落冲下模座(108)之间通过第一支撑筋板(113)连接,落冲压机板(114)的前后侧面上设置有四个与冲压机连接用的压板槽(129),落冲下模座(108)的前后侧面上连接有四个第一下板式吊钩(112)和四个翻转存放器(104);落冲下模座(108)的中间区域安装有三组下模工作组件,且所述下模工作组件与所述上模工作组件相对应。5.根据权利要求4所述的汽车减震器支座的成型模具,其特征在于:所述三组上模工作组件均包括重叠排布的落冲卸料板(123)、背板(124)、第二固定板(125)和落冲垫板(126),所述落冲垫板(126)连接在所述落冲上模座(120)上,所述落冲卸料板(123)位于对底部并与所述下模工作组件相对应;三组连接在一起的落冲卸料板(123)、背板(124)、第二固定板
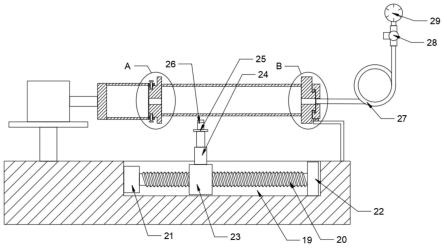
(125)和落冲垫板(126)的四角均安装有四个第一内导柱组件(128),所述第一内导柱组件(128)与所述下模工作组件上的内导套相对应;还包括安装在第二固定板(125)上的多个冲头,所述冲头的工作端贯穿连接在所述背板(124)、落冲卸料板(123)上;其中,三组下模工作组件均包括第一固定板(106)和垫板(107),所述第一固定板(106)通过垫板(107)连接在所述落冲下模座(108)上,所述第一固定板(106)的内部设置有多个浮升托料块(103),所述第一固定板(106)的顶面前后两侧对称布置有多个导向定位板(101),最后一个所述第一固定板(106)的出料侧设置有滑料板(115);所述第一固定板(106)上设置有多个与冲头相配合的多个凹模件。6.根据权利要求5所述的汽车减震器支座的成型模具,其特征在于:最前方上模工作组件设置有两个导正孔冲头(132)、一个三角形缺口冲头(133)、一个方形冲头(134)、一个内三角形分割冲头(135)以及位于落料冲孔件(4-1)内部的四个圆孔冲头(136),位于中间的上模工作组件设置有两个导正销(127)、一个内三角形分割冲头(135)和一个修边用的第一冲头组件(130),最后一个上模工作组件设置有另一个修边用的第一冲头组件(130)、两个长方形的分割冲头(137)和另一个方形冲头(134);三组下模工作组件上的凹模件包括圆形凹模套、三角形缺口凹模套、方形凹模套、第一修边镶块组件(111)和第二修边镶块组件(117),所述圆形凹模套的规格和位置与上模工作组件的导正孔冲头(132)、圆孔冲头(136)相对应,三角形缺口凹模套与所述三角形缺口冲头(133)相对应,中间区域第一修边镶块组件(111)与所述内三角形分割冲头(135)相对应,两侧第二修边镶块组件(117)与第一冲头组件(130)相对应,所述方形凹模套与所述方形冲头(134)、分割冲头(137)相对应。7.根据权利要求5所述的汽车减震器支座的成型模具,其特征在于:所述滑料板(115)的一侧设置有检测开关(116),所述检测开关(116)通过连接臂安装在最前方的第一固定板(106)上;下模工作组件还包括一个步距侧刃(109)和一个传感器(110),所述步距侧刃(109)安装在最前方的第一固定板(106)侧边上,且步距侧刃(109)的一端与所述料片(400)边缘的三角形缺口相对应,所述传感器(110)安装在最前方的第一固定板(106)上,所述传感器(110)与所述步距侧刃(109)的另一端接触。8.根据权利要求3所述的汽车减震器支座的成型模具,其特征在于:所述成型式拉延模具(200)包括相互配合的第二上模部和第二下模部;所述第二上模部包括拉延上模座(227),所述拉延上模座(227)的一侧通过第三支撑筋板(228)连接有上压机板(229),拉延上模座(227)的另一侧靠近边缘安装有第二上限位器(220)、第二导套组件(221)和第二上板式吊钩(232);所述拉延上模座(227)的另一侧中心安装有对称布置的拉延凸模工作组件,拉延工作组件包括压料板(225)和拉延垫板(226),所述压料板(225)通过压料氮气弹簧(224)可移动的连接在所述拉延上模座(227)上,所述拉延垫板(226)连接在所述拉延上模座(227)上,所述压料板(225)的两侧设置有四个限位盖板(222),所述限位盖板(222)通过螺栓连接在所述拉延上模座(227)上,所述压料板(225)的侧边设置有与所述限位盖板(222)配合的限位槽;所述压料板(225)的中心设置有成型凸模(231),所述成型凸模(231)连接在所述拉延垫板(226)上且贯穿连接到所述压料板(225)的中心通孔内,所述成型凸模(231)上设置有多个弹顶销(230),所述压料板(225)的工作面上连接有多个调压垫(223);
所述第二下模部包括拉延下模座(209),所述拉延下模座(209)的底部通过第二支撑筋板(210)连接有下压机板(211),拉延下模座(209)的顶面两侧安装有第二下限位器(201)、第二导柱组件(202)和四个第二下板式吊钩(214),所述第二下限位器(201)与所述第二上限位器(220)相配合,所述第二导柱组件(202)与所述第二导套组件(221)相配合;拉延下模座(209)的顶面的中心安装有对称布置的拉延凹模工作组件,拉延凹模工作组件包括凹模框(203)和凹模镶块组件(204),所述凹模框(203)连接在拉延下模座(209)上,所述凹模镶块组件(204)连接在所述凹模框(203)内,所述凹模镶块组件(204)的中心设置有托料芯(206),所述托料芯(206)通过托料氮气弹簧(212)活动的连接在所述拉延下模座(209)上,所述托料芯(206)内设置有定位销(205),所述定位销(205)贯穿所述托料芯(206)后连接在凹模框(203)上,所述凹模框(203)上连接有定位板(207);所述凹模框(203)内设置有多个第一卸料螺钉(213)。9.根据权利要求8所述的汽车减震器支座的成型模具,其特征在于:所述凹模框(203)上通过调整键(208)连接有定位板(207),所述定位板(207)的位置与所述落料冲孔件(4-1)的外轮廓相配合,所述定位销(205)与所述落料冲孔件(4-1)上的预冲孔相配合。10.根据权利要求3所述的汽车减震器支座的成型模具,其特征在于:所述冲孔侧整型模具(300)包括相互配合的第三上模部和第三下模部;所述第三上模部包括侧整上模座(332)和多个冲头组件(324),所述侧整上模座(332)的两侧安装有第三导套组件(320)、第三上限位器(321)和四个第三上板式吊钩(333),所述侧整上模座(332)的中心安装有双腔的冲孔上模工作组件,所述冲孔上模工作组件包括叠放的侧整卸料板(328)、冲头固定板(329)、侧整垫板(330)和中空板(331),所述中空板(331)连接在所述侧整上模座(332)上,所述侧整卸料板(328)的四角安装有四个第二内导柱组件(322),侧整卸料板(328)的中心对称安装有两个卸料板镶块(323),所述卸料板镶块(323)通过卸料弹簧(325)连接在所述侧整上模座(332)上,所述卸料板镶块(323)的底部连接有多个第二卸料螺钉(326),所述冲头组件(324)贯穿所述卸料板镶块(323)后连接在所述冲头固定板(329)上;所述侧整卸料板(328)、冲头固定板(329)、侧整垫板(330)和中空板(331)的避空槽内设置有侧冲斜楔(327),所述侧冲斜楔(327)安装在所述侧整上模座(332)上;两个卸料板镶块(323)之间设置有两个驱动块(334),所述驱动块(334)通过螺栓连接在所述侧整卸料板(328)上;所述第三下模部包括侧整下模座(312)和凹模套组件(306),所述侧整下模座(312)的两侧安装有第三导柱组件(302)、第三下限位器(315)和四个第三下板式吊钩(301),所述第三导柱组件(302)与所述第三导套组件(320)相配合,所述第三下限位器(315)与所述第三上限位器(321)相配合;所述侧整下模座(312)的中心安装有双腔的冲孔下模工作组件,所述冲孔下模工作组件包括符型块(305)和斜楔座(311),多个所述凹模套组件(306)安装在所述符型块(305)上且与所述冲头组件(324)相配合,符型块(305)的外侧四角设置有内导套组件(303)和平衡块(304),所述内导套组件(303)和平衡块(304)安装在所述侧整下模座(312)上,所述内导套组件(303)与所述第二内导柱组件(322)相配合,所述斜楔座(311)通过斜楔安装座(310)连接在所述侧整下模座(312)上,且所述斜楔座(311)与所述侧冲斜楔(327)相配合;两个所述符型块(305)的中间设置有斜滑块(307),所述斜滑块(307)通过导滑块(308)可滑动的安装在所述侧整下模座(312)上,所述斜滑块(307)与所述驱动块(334)
相配合;所述侧整下模座(312)的底部通过第四支撑筋板(313)连接有侧整压机板(314),所述侧整下模座(312)与所述侧整压机板(314)之间设置有多个废料盒(309)。
技术总结
本发明公开了一种汽车减震器支座的成型模具及成型工艺,左右两件汽车减震器支座通过一组成型模具冲压成型,具体包括呈流水线布置的落冲模具、成型式拉延模具和冲孔侧整型模具,将料片放置到落冲模具上冲裁得到落料冲孔件,再依次经过成型式拉延模具和冲孔侧整型模具冲压成型得到拉延件和最终的冲孔侧整型成品件;成型工艺具体包括四个步骤,步骤一落料排样、步骤二落料冲孔、步骤三拉延成型和步骤四侧整冲孔。本发明构思巧妙,布局紧凑,巧妙实现了形状料片的拉延成型,从而有效的减少冲压工艺步骤,减少对应的冲压模具套数,有效降低模具的开发成本和冲压成型成本;同时通过落料排样的巧妙布局,极大的提高材料的利用率。极大的提高材料的利用率。极大的提高材料的利用率。
技术研发人员:窦学钢 赵亚斌 宋永卫
受保护的技术使用者:保定徐水博萨汽车配件有限公司
技术研发日:2022.07.11
技术公布日:2022/8/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。