1.本实用新型涉及电子烟技术领域,尤其涉及一种陶瓷雾化芯。
背景技术:
2.陶瓷雾化芯是电子烟雾化器装置的核心部件,其主要功能就是在用户使用时,通过雾化芯通电发热原理,将液态烟油高温雾化成烟雾,再通过特殊的烟气通道送入到消费者口中,以代替传统烟草,让消费者体验到全新的吸食乐趣。
3.目前,行业内通用的陶瓷雾化芯及其发热元件的制作主要有以下两种方法:
4.一:在陶瓷注浆成型前,将一定形状的金属电阻网格片放入陶瓷模具,再灌注陶瓷浆料,金属薄网格片与陶瓷一体成型、一体烧结形成陶瓷雾化芯,这种工艺有两个潜在隐患:第一就是金属电阻网格片无法承受800℃以上高温的长时间烧结,因此陶瓷配方只能选用低温陶瓷,其成型后的烧结温度不能超过800℃,而低温陶瓷本身强度不够高,使用过程中有掉瓷粉现象,导致消费者有误食风险;第二就是金属电阻网格片需要在陶瓷注浆成型前完成制作,基于当前工艺瓶颈,很难做薄,也很难做细,当前金属电阻网格片的厚度一般都在0.05mm以上,宽度一般都在0.2mm以上,且金属电阻网格片的大部分区域,都是镶嵌在陶瓷里面的,基于这种原因,金属电阻网格片在通电发热时,发热速率就相对较慢,而且,由于金属电阻网格片的绝大部分区域被镶嵌在了陶瓷里面,就无法避免有相当一部分发热量被陶瓷吸收,导致电阻片的发热效率被明显降低。
5.二:采用高温陶瓷配方,注浆成型后1300℃高温烧结,冷却后在陶瓷表面印刷电阻浆料,印刷完毕后再高温二次烧结印刷浆料形成电阻,这种工艺同样存在印刷的电阻浆料很难做薄的难点,在当前技术条件下,印刷电阻浆料在烧结后形成电阻的区域厚度也很难做到0.05mm以下,一旦做薄就难避免在电阻浆料的印刷区域存在无规律的、细小的针孔隐患,导致烧结后电阻很不稳定、波动范围大、以及电阻线路出现断裂而不导电现象,即当前行业中,采用印刷电阻浆料方式制作的陶瓷雾化芯,由于其电阻区域同样较厚,在通电发热时的升温速率,也同样要比更薄的电阻区域的低一些。
技术实现要素:
6.本实用新型提供了一种陶瓷雾化芯的电阻发热层的制造方法,包括如下步骤:
7.步骤一:在陶瓷基体外表面覆盖电阻发热层;
8.步骤二:然后将步骤一中所得到的所述电阻发热层雕刻成指定的形状。
9.作为本实用新型的进一步改进,在步骤一中采用电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体外表面,从而形成所述电阻发热层。
10.作为本实用新型的进一步改进,在步骤一中采用真空电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体外表面。
11.作为本实用新型的进一步改进,在所述步骤二中,采用激光雕刻方式将所述电阻发热层雕刻成指定的形状。
12.作为本实用新型的进一步改进,在所述步骤二中,采用激光雕刻方式将所述电阻发热层雕刻成网格状。
13.本实用新型还提供了一种陶瓷雾化芯的制造方法,包括如下步骤:
14.步骤1:首先制作陶瓷基体;
15.步骤2:在陶瓷基体表面制作导电线路;
16.步骤3:在陶瓷基体外表面及导电线路覆盖电阻发热层;
17.步骤4:将所述电阻发热层雕刻成指定的形状。
18.作为本实用新型的进一步改进,在所述步骤1中,将陶瓷浆料注入模具内,形成陶瓷胚料,将陶瓷胚料从模具中取出,然后将陶瓷胚料放入烧结炉中烧结成陶瓷基体。
19.作为本实用新型的进一步改进,在所述步骤1中,所述陶瓷浆料选用可耐1200℃以上高温的陶瓷浆料。
20.作为本实用新型的进一步改进,在所述步骤2中,在所述陶瓷基体表面印刷导电浆料形成导电线路,印刷后将陶瓷基体放入烧结炉中烧结,将导电线路与陶瓷基体紧密结合。
21.作为本实用新型的进一步改进,在所述步骤2中,在所述陶瓷基体表面印刷的导电浆料为可导电但不会发热的导电浆料。
22.作为本实用新型的进一步改进,在所述步骤3中,采用电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体外表面及所述导电线路上,从而形成所述电阻发热层。
23.作为本实用新型的进一步改进,在所述步骤3中,采用真空电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体外表面及所述导电线路上,从而形成所述电阻发热层。
24.作为本实用新型的进一步改进,在所述步骤4中,采用激光雕刻方式将所述电阻发热层雕刻成指定的形状。
25.作为本实用新型的进一步改进,采用激光雕刻方式将所述电阻发热层雕刻成网格状。
26.本实用新型还提供了一种陶瓷雾化芯,包括陶瓷基体、电阻发热层,所述电阻发热层覆盖所述陶瓷基体外表面,所述电阻发热层被雕刻成指定的形状。
27.作为本实用新型的进一步改进,采用激光雕刻方式将所述电阻发热层雕刻成指定的形状。
28.作为本实用新型的进一步改进,所述电阻发热层被雕刻成网格状。
29.作为本实用新型的进一步改进,采用电镀方式将电阻发热材料以镀层方式设置在陶瓷基体外表面,从而形成所述电阻发热层。
30.作为本实用新型的进一步改进,采用真空电镀方式将电阻发热材料以镀层方式设置在陶瓷基体外表面,从而形成所述电阻发热层。
31.本实用新型还提供了一种陶瓷雾化芯,包括陶瓷基体、导电线路、电阻发热层,所述陶瓷基体外表面设有所述导电线路,所述电阻发热层覆盖所述陶瓷基体外表面及所述导电线路,所述电阻发热层被雕刻成指定的形状。
32.作为本实用新型的进一步改进,采用激光雕刻方式将所述电阻发热层雕刻成指定的形状。
33.作为本实用新型的进一步改进,所述电阻发热层被雕刻成网格状。
34.作为本实用新型的进一步改进,采用电镀方式将电阻发热材料以镀层方式设置在陶瓷基体外表面及所述导电线路上,从而形成所述电阻发热层。
35.作为本实用新型的进一步改进,采用真空电镀方式将电阻发热材料以镀层方式设置在陶瓷基体外表面及所述导电线路上,从而形成所述电阻发热层。
36.本实用新型的有益效果是:本实用新型的电阻发热层的厚度能做到很薄,直接就可以做到0.01mm以下,而且,通过真空电镀形成的电阻发热层,内部结构比较致密,加之激光雕刻的网格状线条,彼此之间也比较均匀,由此形成的雾化芯发热元件,由于厚度很薄、内部致密且宽度均匀,通电后发热到设定温度的速率就大大提高。
附图说明
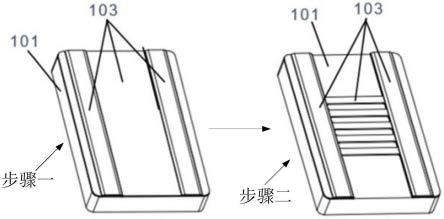
37.图1是本实用新型实施例一的工序示意图。
38.图2是本实用新型实施例二的工序示意图。
具体实施方式
39.如图1所示,本实用新型公开了一种陶瓷雾化芯的电阻发热层的制造方法,包括如下步骤:
40.步骤一:在陶瓷基体101外表面覆盖电阻发热层103;
41.步骤二:然后将步骤一中所得到的所述电阻发热层103雕刻成指定的形状。
42.在步骤一中可以采用电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体101外表面,从而形成所述电阻发热层103。
43.优选的,在步骤一中采用真空电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体101外表面。
44.在所述步骤二中,采用激光雕刻方式将所述电阻发热层103雕刻成指定的形状,优选为雕刻成网格状。
45.如图2所示,本实用新型还公开了一种陶瓷雾化芯的制造方法,包括如下步骤:
46.步骤1:首先制作陶瓷基体101;
47.步骤2:在陶瓷基体101表面制作导电线路102;
48.步骤3:在陶瓷基体101外表面及导电线路102上覆盖电阻发热层103;
49.步骤4:将所述电阻发热层103雕刻成指定的形状。
50.优选的,在所述步骤1中,将陶瓷浆料注入模具内,形成陶瓷胚料,所述陶瓷浆料选用可耐1200℃以上高温的陶瓷浆料,然后将陶瓷胚料从模具中取出,然后将陶瓷胚料放入烧结炉中烧结成陶瓷基体101。
51.优选的,在所述步骤2中,在所述陶瓷基体101表面印刷可导电但不会发热的导电浆料形成导电线路102,印刷后将陶瓷基体101放入烧结炉中烧结,确保导电线路102与陶瓷基体101紧密结合。
52.优选的,在所述步骤3中,将步骤2中紧密结合在一起的导电线路102与陶瓷基体101整体、批量放入真空电镀装置,采用电镀或真空电镀方式将可通电发热的电阻发热材料以镀层方式设置在陶瓷基体101外表面及所述导电线路102上,从而形成所述电阻发热层
103。
53.优选的,在所述步骤4中,采用激光雕刻方式将所述电阻发热层103按设定的图档雕刻成网格状,使电阻发热材料变为想要的雾化芯发热元件。
54.本实用新型公开了一种陶瓷雾化芯(简称第一种陶瓷雾化芯),包括陶瓷基体101、电阻发热层103,所述电阻发热层103覆盖所述陶瓷基体101外表面,所述电阻发热层103被雕刻成指定的形状。
55.优选的,采用激光雕刻方式将所述电阻发热层103雕刻成网格状。
56.优选的,采用电镀或真空电镀方式将电阻发热材料以镀层方式设置在陶瓷基体101外表面及所述导电线路102上,从而形成所述电阻发热层103。
57.本实用新型还公开了另一种陶瓷雾化芯(简称第二种陶瓷雾化芯),第二种陶瓷雾化芯与第一种陶瓷雾化芯的结构基本相同,二者不同之处在于:第二种陶瓷雾化芯还包括导电线路102,所述陶瓷基体101外表面设有所述导电线路102,所述电阻发热层103覆盖所述陶瓷基体101外表面及所述导电线路102。
58.本实用新型在实际应用中,生产自动化程度将远远高于当前的陶瓷雾化芯生产模式,在本实用新型的陶瓷注浆成型环节(步骤1)、印刷导电线路环节(步骤2)、激光雕刻电镀层环节(步骤3),都可以采用全自动无人操作方式,大大提升生产效率和产品性能稳定性。
59.本实用新型制造方法的好处就是电阻发热层103的厚度能做到很薄,直接就可以做到0.01mm以下,而且,通过真空电镀形成的电阻发热层103,内部结构比较致密,加之激光雕刻的网格状线条,彼此之间也比较均匀,由此形成的雾化芯发热元件,由于厚度很薄、内部致密且宽度均匀,通电后发热到设定温度的速率就大大提高,同时,此技术方案可以全程实现自动化大规模生产,陶瓷雾化芯零件的性能稳定性、生产良率和生产效率都相应有明显提高。
60.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。