1.本实用新型涉及零件装配技术领域,尤其涉及一种吸笔治具。
背景技术:
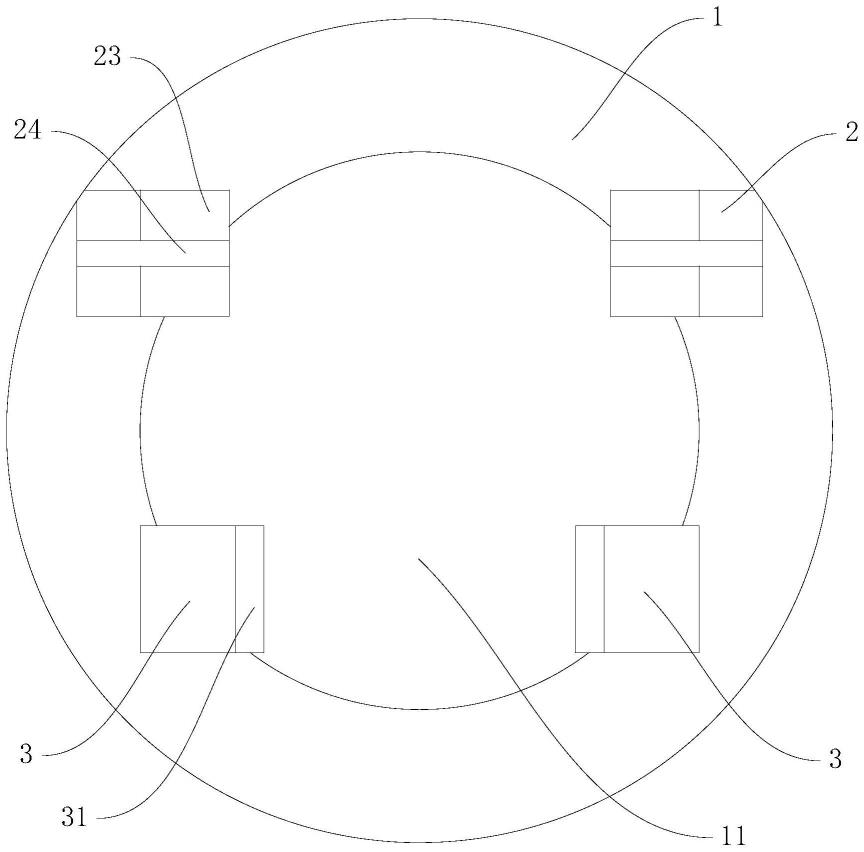
2.在一些产品生产过程中需要在产品上装配一些零件,例如在如图1所示的盖状产品中加装如图2所述的零件,该零件长度小于1cm,直径在2mm左右,零件包括柱体101,柱体上设有挡圈102,定义柱体靠近挡圈的一端为头部103,且远离挡圈的一端为尾部104。产品上开设有若干与零件尺寸相匹配的零件槽 201。生产中需要将按钮零件的尾部装入盖状产品的零件孔内。
3.现有技术主要采用人工操作,即人工捏住零件的头部并将其尾部放置于产品零件槽内。人工操作有两个问题,一是产品尺寸小,不便于抓取容易掉落,另一方面按压时费力,此外整个工作流程装配一个零件大约需要15秒,效率低下浪费人力。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种能够抓取微型零部件、压入等侧的提高零件装配效率的吸笔治具。
5.本实用新型的技术方案是:
6.一种吸笔治具,包括能够振动的整列模组、真空吸模组和按压模组;所述整列模组包括用于放置零件的料仓,所述料仓一端邻接设有一能够旋转的旋转腔室,所述旋转腔室呈圆柱状且其内侧壁上沿周向定位设有若干能够旋转的上料叶片,若干所述上料叶片中间设有呈倾斜布置的导料槽,所述导料槽高度较低的一端邻接设有具有一定倾斜度的出料轨道,所述出料轨道延伸至料仓外部供取料;定义料仓靠近旋转腔室的一端为内端且远离旋转腔室的一端为外端,所述料仓的底部从外端向内端倾斜高度逐渐降低;所述导料槽和出料轨道沿从内端向外端的方向倾斜且高度逐渐降低;
7.所述真空吸模组包括能够吸取零件的真空吸笔,所述真空吸笔一端设有能够吸取零件的吸头,且另一端连接有真空发生器;
8.所述按压模组包括用以放置产品的底座和能够翻转并压合在产品上的压头。
9.优选的,所述出料轨道包括呈对称布置的第一本体和第二本体,所述第一本体和第二本体顶面平整且相互之间具有一定间距并形成放置零件的轨道凹槽,所述轨道凹槽的宽度与零件尾部径向的尺寸相匹配。
10.优选的,所述第一本体和第二本体靠近所述导料槽的一端顶面均设有过渡件,两所述过渡件分别与第一、二本体形成一定角度且两过渡件之间形成v型,所述过渡件延伸至所述导料槽下方并与该导料槽抵接。
11.优选的,所述轨道凹槽内在所述过渡件对应的位置卡设有导向件,所述导向件一端延伸至所述导料槽下方。
12.优选的,所述出料轨道内靠近取料的位置设有阻挡件。
13.优选的,所述真空吸笔上设有能够控制吸附力断开或恢复的开关。
14.优选的,所述吸头端部定位套设有吸附件,所述吸附件靠近零件的一端开设有与零件头部的形状尺寸相对应的吸附孔,所述吸附孔通过所述真空吸笔的内部通道与真空发生器相连通。
15.优选的,所述底座侧边设有支撑件,所述支撑件通过一合页与所述压头转动连接。
16.优选的,所述压头正对产品的一面上在与产品零件槽相对应的位置开设有与零件槽形状相匹配的凸起。
17.优选的,所述底座上开设有用于固定产品的定位件。本实用新型的有益技术效果是:
18.1、使用本使用新型,装配一个零件的时间大约为7秒,工作效率得到极大提升;
19.2、通过压头一次性按压零件,代替人工按压,不仅节省时间且避免人工受损;
20.3、采用可旋转的叶片将零件运至高处并落在导料槽上,并在振动作用下经导料槽滑至出料轨道送出,整个装置简单有效。
附图说明
21.图1是产品结构示意图;
22.图2是零件结构示意图;
23.图3是本实用新型整体结构示意图;
24.图4是整列模组结构示意图;
25.图5是整列模组内部结构示意图;
26.图6是出料轨道结构示意图;
27.图7是图6中ⅰ部分放大示意图;
28.图8是出料轨道俯视图;
29.图9是真空吸模组结构示意图;
30.图10是按压模组加装产品时的结构示意图;
31.其中:
32.1、整列模组;2、真空吸模组;3、按压模组;
33.11、料仓;12、旋转腔室;13、上料叶片;14、导料槽;15、出料轨道; 16、过渡件;17、导向件;18、阻挡件;19、本体;
34.151、第一本体;152、第二本体;153、轨道凹槽;
35.21、真空吸笔;22、吸头;23、真空发生器;24、开关;25、吸附件;
36.31、底座;32、压头;33、支撑件;34、合页;35、凸起;36、定位件;
37.101、柱体;102、挡圈;103、头部;104、尾部;201、零件槽。
具体实施方式
38.为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
39.参照图1至图10,本实用新型提供了一种吸笔治具,包括能够振动的整列模组1、真
空吸模组2和按压模组3。
40.整列模组包括本体19,本体开设有用于放置零件的料仓11,料仓的底部具有一定倾斜度且其高度较低的一端邻接设有一能够旋转的旋转腔室12,旋转腔室呈圆柱状且其内侧壁上沿内侧壁周向定位设有若干能够旋转的上料叶片13。若干上料叶片中间设有呈倾斜布置的导料槽14,导料槽加工成v型,且导料槽高度较低的一端邻接设有具有一定倾斜度的出料轨道15,出料轨道延伸至料仓外部供取料。
41.定义料仓靠近旋转腔室的一端为内端且远离旋转腔室的一端为外端,料仓的底部从外端向内端倾斜高度逐渐降低,便于料仓内的材料运动至旋转腔室上料;导料槽和出料轨道沿从内端向外端的方向倾斜且高度逐渐降低。
42.旋转腔室内的零件在上料叶片带动下运行至高处并落到导料槽上,并在振动作用下经导料槽滑至出料轨道并送出。部分零件会从导料槽掉落至料仓内继续重复上述运动;部分零件进入出料轨道时是头部进入出料轨道内,由于零件本身重心,零件会翻转呈尾部进入出料轨道内。
43.整列模组1还包括振动电机,振动电机工作使整列模组持续以一定频率振动,由于料仓11和出料轨道151均有一定倾斜度,在振动作用和重力作用下,料仓内的零件会运动至旋转腔室12内,而出料轨道上的零件会沿出料轨道运动至外部取料处。
44.每个上料叶片加工成半圆槽状,本实施例中料仓的底部加工成半圆柱状,且旋转腔室12底部的高度不高于料仓11底部的高度。导料槽安装在该旋转腔室中间且位于上料叶片中间的空间内。整列模组还包括为旋转腔室提供动力的第一电机。
45.出料轨道包括呈对称布置的第一本体151和第二本体152,第一本体和第二本体顶面平整且相互之间具有一定间距并形成放置零件的轨道凹槽153,轨道凹槽的宽度,即第一、二本体之间的间距与零件尾部104径向的尺寸相匹配。
46.第一本体和第二本体靠近导料槽的一端顶面均设有过渡件16,两过渡件分别与第一、二本体形成一定角度且两过渡件之间形成v型。两过渡件延伸至所述导料槽下方并与该导料槽14抵接。过渡件的作用是在零件从导料槽滑至出料轨道上时能够支撑住零件,减小零件掉落的概率。
47.轨道凹槽153内在所述过渡件对应的位置卡设有导向件17,导向件一端延伸至所述导料槽下方,导向件可以通过固定螺丝与第一、二本体连接。导料槽 14可以通过固定螺丝或者其他形式与导向件固定连接。
48.出料轨道靠近取料侧出口的位置设有阻挡件18。阻挡件定位设置在本体19 上。阻挡件的作用是拦住出料轨道送出的零件。
49.真空吸模组2包括能够吸取零件的真空吸笔21,真空吸笔一端设有能够吸取零件的吸头22,且另一端连接有真空发生器23。真空吸笔上设有能够控制吸附力断开或恢复的开关24。
50.吸头的端部定位套设有吸附件25,吸附件靠近零件的一端开设有与零件头部的形状尺寸相对应的吸附孔,吸附孔通过真空吸笔的内部通道与真空发生器相连通。
51.按压模组3包括用以放置产品的的底座31和能够翻转并压合在产品上的压头32;底座上开设有用于固定产品的定位件36。底座侧边设有支撑件33,支撑件通过一合页34与压头转动连接。
52.压头正对产品的一面上在与产品零件槽相对应的位置开设有与零件槽形状相匹配的凸起35。
53.使用时,真空吸笔将整列模组送出的零件吸附至产品的零件槽处,压头下压将零件压入零件槽内。
54.以上所述仅是本实用新型的优选实施方式,并不用于限制本实用新型,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。