用于金属零件线切割加工时快速安装定位的校准器
1.技术领域:
2.本实用新型涉及机械加工中的金属零件电火花线切割加工工艺装备,特别适用于金属模具零件的线切割加工。在线切割加工前,借助该校准器可以迅速找正电极丝与工作台的垂直位置。
3.
背景技术:
4.在机械加工领域中,常常会对金属进行切割加工,特别是对零件的垂直面进行加工。在平面加工中,常常需要应用线切割机床来加工。在对零件进行垂直面加工前,需要将线切割加工用的电极丝准确地调整定位到垂直位置,才能对已定位夹紧零件进行有效加工,保证加工精度。将电极丝准确地调整定位到垂直位置时,常常需要将机床的工作台平面作为定位基准,将电极丝调整定位到垂直位置。由于工作台平面处于水平方向,对垂直方向的电极丝电极丝不便测量,因而常常需要用“电火花法”来检测判断,即电极丝逐步接近被加工零件,利用放电产生电火花来确定电极丝的位置。采用这种方法时,如果直接让电极丝接近被加工零件来检测电极丝的位置,不仅精度不易保证,而且很容易使被加工零件的基准面受到损伤。如果借助专用的校准器来完成调整,因为专用的校准器价格昂贵,损伤后不方便重复使用,所以使用成本太高,不方便经常使用。
5.
技术实现要素:
6.本实用新型的目的是为电火花线切割加工提供一种结构简单、制作方便、通用性好、修磨后可重复使用的校准器。借助该校准器能迅速地找正电极丝与工作台的垂直位置,实现电极丝的垂直定位要求。
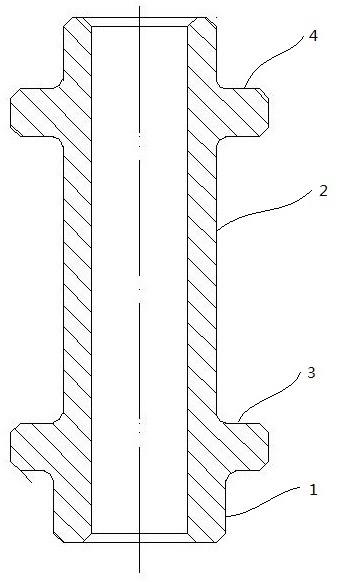
7.本实用新型的技术方案:它包括空心圆柱和两个圆环等,空心圆柱上下设置了两个圆环,下圆环之下为大空心圆柱,大空心圆柱的表面和端面均为精加工面,两个圆环之间以及上圆环之上为小空心圆柱,小空心圆柱表面为一般精度加工圆柱面。
8.进一步的,所述大空心圆柱的外径为φ36
±
0.03mm,其端面为基准面,是精加工面,粗糙度为ra1.6mm,所述小空心圆柱外径为φ32
±
0.03mm,空心圆柱的内孔直径为φ20
±
0.02mm;所述两个圆环面直径都为φ54
±
0.025,每个圆环的圆柱面圆跳动公差要求为0.03mm,圆环面素线相对基准轴线a的平行度公差为0.05mm。
9.进一步的,所述圆环的厚度为10
±
0.3mm,下圆环下端面距离大空心圆柱端面的距离是20
±
0.5mm,下圆环和上圆环之间的距离为60
±
1mm。
10.更进一步的,所述空心圆柱和两个圆环面结构上均做倒角或圆角处理,各处的倒角为c1,圆角半径为r2,粗糙度要求不低于ra6.3,表面无划痕、擦伤损伤以及沙眼、气孔缺陷。
11.该校准器可以辅助加工人员迅速找正电极丝与工作台的的垂直位置,为线切割加工提供可靠的加工条件。
12.本实用新型校准器使用原理:
13.在使用电极丝切割金属零件时,经常使用“火花法”调整电极丝的位置与方向,确保电极丝与工作台水平面垂直。原有的方法是利用电极丝与被加工零件在一定间隙时发生
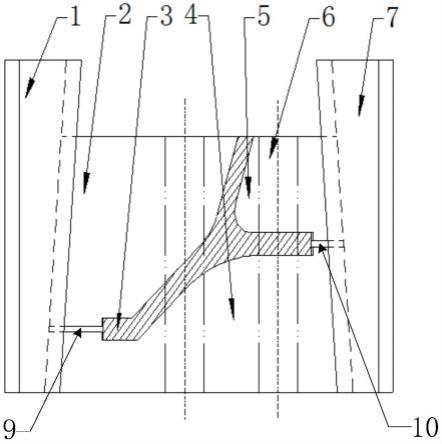
火花放电确定电极丝的坐标位置。在使用本实用新型校准器后,在线切割加工前,移动线切割机床的拖板,使电极丝逐渐靠近校准器的两个圆环基准面,待开始出现火花时,记下拖板的相应坐标值,以此推算电极丝中心坐标值,并不断修正,直到电极丝在两个圆环面上出现的火花均匀一致时,即为找正了电极丝与工作台的垂直位置。用此方法既可以找正电极丝与工作台的垂直位置,还可以避免被加工零件表面因火花放电而受伤损。
14.其具体方法是:
15.第一步:在被加工零件切割之前,宜先做好其他准备工作,如加工穿丝孔,找正并装夹被加工零件。在校正电极丝垂直度之前,须首先张紧电极丝,再校正电极丝对工作台平面的垂直度。
16.第二步:将本实用新型校准器放置在工作台的水平面上。摆放时,校准器大端所在的端面宜朝下摆放,因为该面为精加工面,是校准过程中的基准面,将此面与工作台水平面重合摆放。
17.第三步:移动线切割机床的拖板,使电极丝逐渐靠近校准器的两个圆环基准面,待开始出现火花时,记下拖板的相应坐标值来推算电极丝中心坐标值,并不断修正,如果两个圆环面火花不均匀,则重新校正,再检验。直到找到正确的中心坐标值。
18.当重复放电使得校准器的两个圆环面局部受到损伤时,只需略微旋转校准器,将未受损伤的圆环面对准电极丝即可进行下一部的校准工作。当使用多次,以致校准器的整个圆环面都受到损伤时,可将校准器送回到磨床上修复加工,恢复校准器的两个圆环面精度后,又可将校准器用于新的校准找正工作。由于该修复工作简便易行,修复成本很低,因而这种校准器可以反复使用。
19.本实用新型的有益效果在于:
20.(1)能迅速找准电极丝垂直位置,使用方便、操作简单快捷、节约工作时间。
21.(2)由于电极丝在校准器圆环面上放电,可以避免被加工金属零件表面因火花放电受损伤。
22.(3)本文中的校准器,结构合理,制作简单,通用性好,制造成本低。
23.(4)由于该修复工作简便易行,修复成本很低,这种校准器可以反复使用。
24.下面结合附图对本实用新型作进一步说明:
25.附图说明:
26.图1为本实用新型剖面结构示意图;
27.图2为利用本实用新型找正电极丝与工作台垂直位置的原理图。
28.图中:1为大空心圆柱,2为小空心圆柱,3为下圆环,4为上圆环,5为工作台基准面,6为电极丝,7为火花。
具体实施方式
29.如图1所示,在制作校准器的过程中,选择其轴心线为作加工基准。校准器整体结构为空心圆柱零件,其上下设置了两个圆环。两个圆环属于同轴圆环,而且直径和精度要求相同。下圆环3和上圆环4的厚度为10 mm,外径为φ54mm,外圆柱面圆跳动公差为0.03 mm,相对于基准轴线的平行度公差为0.05 mm。下圆环3下面距离大空心圆柱1端面的距离是20 mm。下圆环3和上圆环4内侧之间的距离为60 mm。为了节约成本并保证校准器的精度,制作
校准器使用的材料为45钢。利用粗加工、金属调质热处理、精加工等工艺手段完成加工。
30.制作本实用新型校准器的目的是为了在线切割加工前,迅速实现金属零件及电极丝的安装调试。
31.在进行精密零件加工前,首先要做好线切割的准备工作。当穿丝孔已加工好,还需做好被加工零件的找正与装夹工作,重新校正电极丝对工作台平面的垂直度。使用本实用新型校准器,采用最直观易操作的“火花法”进行调试。
32.具体的步骤是:
33.第一步:被加工零件找正安装。就是找准被加工零件的安装位置,校正被加工零件与机床工作台的平行度,用压板将被加工零件压紧。具体的做法是利用机床工作台上的桥板或其他夹具初步定位被加工零件,将被加工零件顺着两平行桥板平行摆放,稍微压紧。再借助百分表或相关测量工具找正被加工零件的位置,再旋紧压板将被加工零件固定。
34.第二步:安装电极丝。在检查并确保电极丝机构状态完好后;上好电极丝,然后穿丝,依次将电极丝绕过各种导轮,最后将电极丝头从储丝筒上边拉至螺钉处固定,剪去多余丝,确保电极丝都在导轮槽中,与导电块接触良好后,再将电极丝紧丝;然后进入找正电极丝的步骤。
35.第三步:找正电极丝的垂直度
36.加工被加工零件前可利用校准器进行火花法找正,保证电极丝与工作台垂直。为了找正电极丝垂直度,首先在粗调时,可以目测电极丝的垂直度,若明显不垂直,则调节u,v轴,使电极丝大致垂直工作台。然后再微调节u轴的值,其方法是将校准器放在工作台上,将电极丝的贮丝筒开动起来。将电流开到最小。在弱加工条件下,将电极丝沿u方向缓缓移向校准器。当电极丝快碰到校准器的两个圆环面时,电极丝与校准器的两个圆环面之间产生火花放电,肉眼观察产生的火花:若放电火花在上下圆环面都是均匀的(如图2所示),则表明在该方向上电极丝垂直度良好;若上圆环面或下圆环面的放电火花更多,则说明电极丝倾斜,须继续调整,直至火花上下均匀。同样方法可以微调节v轴的值,使电极丝在v轴垂直度良好。
37.在调整过程中,一定要注意:在校正电极丝垂直度之前,电极丝应张紧,张力与加工中使用的张力相同。在用火花法校正电极丝垂直度时,电极丝要运转,以免电极丝断丝。
38.第四步:校准器找正的其他精度要求
39.在找正电极丝垂直度的过程中,校准器和电极丝的表面都应保持干净,无损伤,无污物。以免影响精度。当放电使得校准器的两个圆环面局部受到损伤时,只需略微旋转校准器,将未受损伤的圆环面对准电极丝即可进行下一部的校准工作。当多次使用校准器,直到校准器的整个圆环面都受到损伤时,可将校准器送回到磨床上修复加工,恢复整个校准器的精度后又可将其用于新的校准找正工作。由于该修复工作简便易行,成本很低,因而这种校准器可以反复使用。
40.为了保证校准器找正的精度,在校正电极丝对工作台平面的垂直度时,还要注意:
41.校准器使用时,其校正基准面应与机床工作台基准面重合。如果使用被加工零件的设计基准或加工基准面代替机床工作台基准面时,被加工零件的设计基准或加工基准面应尽可能与机床加工的基准面平行。而且该面应清洁、无毛刺。被加工零件装夹的位置应有利于被加工零件找正,并应与机床行程相适应。被加工零件的夹紧力大小要适中、均匀,不
得使被加工零件变形或翘起。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。