1.本实用新型涉及盒子加工技术领域,尤其是指一种天地盖盒自动生产设备。
背景技术:
2.天地盖盒由天盖盒和地盖盒两部分组成,使用时需要将天盖盒与地盖盒扣合在一起。由于天盖盒和地盖盒的规格尺寸存在差异,所以现有技术中对天盖盒和地盖盒的生产一般是分两条独立的生产线各自生产。比如申请号为201920714094.7的天地盖纸盒生产线是由第一天地盖成型设备生产成型地盖纸盒,地盖纸盒成型输出后将进入纵向输送带上被输送,由第二天地盖成型设备生产成型天盖纸盒,天盖纸盒成型输出后将进入横向输送带上被输送,两者再由组装装置使分别生产成型的天盖纸盒与地盖纸盒进行组装。
3.另外,申请号为202022188767.5的一种一出二天地盖纸盒成型机是通过两组并列的面纸上料机构同时上料,使两组面纸的前端同步进入布胶机构进行上表面布胶,布胶完成后由输送带通过负压吸附定位并往前传送,当两组面纸到达灰板盒上料机构时,由灰板盒上料机构将两组灰板盒分别定位后放入并粘贴于对应的面纸表面,继续往前传送,到达成型机构时,两组灰板盒被分别送入两组成型机构完成包边、折耳、折入等步骤,最后成型成纸盒送出。该专利文件中的两组并列的面纸同时输送并过胶,相当于两条面纸过胶输送线独立工作,另外,由灰板盒上料机构将两组灰板盒分别定位后放入并粘贴于对应的面纸表面上可知,两组灰板盒也是需要通过两条灰板盒成型生产线加工成型的,所以机器的结构仍然不紧凑,所需占用空间大,生产成本高,且灰板盒无法在本机器中成型,需要在外部生产线中预先成型好,导致难以提升生产天盖盒和地盖盒的效率。
4.因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
5.为了解决上述技术问题,本实用新型的目的在于提供一种天地盖盒自动生产设备。
6.为了实现上述目的,本实用新型采用如下技术方案:
7.一种天地盖盒自动生产设备,其包括多工位面纸上料机,用于将天面纸和地面纸交替上料至同一传输线路a,所述传输线路a沿其输送方向设有过胶机构来对途经的面纸过胶以及视觉识别定位机构来对传输线路a上的面纸进行视觉识别定位;
8.多工位盒胚上料机,用于将天盒胚和地盒胚交替上料至同一可调盒体成型装置,所述可调盒体成型装置自适应地对所上料的盒胚成型后输出至同一传输线路b,所述传输线路b与传输线路a至少存在一处相邻;
9.机械手,设于所述相邻处,用于将传输线路b上的成型天盒胚贴合至传输线路a上的过胶天面纸,以及将传输线路b上的成型地盒胚贴合至传输线路a上的过胶地面纸;
10.至少两台折边成型装置,分别用于对传输线路a上贴合有成型天盒胚的天面纸进行折边,以及对传输线路a上贴合有成型地盒胚的地面纸进行折边。
11.进一步地,所述可调盒体成型装置包括机台、装设于机台的下压驱动机构、与下压驱动机构的升降端连接的可调成型模头、装设于机台并位于可调成型模头的下方的可调贴角机构及升降设置于传输线路b的中部并位于可调贴角机构的下方的吸取下拉机构,所述传输线路b位于可调贴角机构的下方,所述可调成型模头与可调贴角机构配合使用。
12.进一步地,所述可调成型模头包括与下压驱动机构的升降端连接的中心架、装设于中心架的伸缩驱动机构及伸缩地设置于中心架的多个伸缩板,多个伸缩板围绕伸缩驱动机构的周向设置,所述伸缩驱动机构用于驱动多个伸缩板同步伸展或回缩,多个伸缩板围设成盒体成型体。
13.进一步地,相邻的两个伸缩板的交汇处设置有角板,所述角板的两侧分别经由滑动连接结构与相邻的两个伸缩板滑动连接,多个伸缩板和所有角板围设成盒体成型体。
14.进一步地,所述伸缩驱动机构包括伸缩驱动组件,所述伸缩驱动组件包括装设于中心架的伸缩驱动器、与伸缩驱动器的伸缩端连接的伸缩驱动块及设置于伸缩驱动块的周向的多个伸缩连接结构,所述伸缩驱动块经由多个伸缩连接结构分别与多个伸缩板驱动连接。
15.进一步地,所述伸缩连接结构包括连接于伸缩驱动块的连接块、设置于连接块的第一伸缩配合斜面、设置于伸缩板的内部的连接滑槽及设置于连接滑槽的内壁的第二伸缩配合斜面,所述连接块突伸至连接滑槽内并与连接滑槽滑动连接,所述第一伸缩配合斜面与第二伸缩配合斜面抵触配合。
16.进一步地,所述天地盖盒自动生产设备还包括设置于传输线路a的面纸定位机构,所述面纸定位机构位于过胶机构的进料侧,所述面纸定位机构用于对传输线路a所承载的天面纸或地面纸进行定位。
17.进一步地,所述多工位盒胚上料机包括装设于机台的往复驱动装置、与往复驱动装置的移送端连接的取盒胚装置及装设于机台并位于可调成型模头的两侧的两个供盒胚装置,所述取盒胚装置位于可调成型模头与可调贴角机构之间,所述取盒胚装置具有两组取盒胚组件,所述往复驱动装置驱动取盒胚装置在可调贴角机构和两个供盒胚装置之间往复移动,以使一组取盒胚组件在一个供盒胚装置与可调贴角机构之间往复移动,另一组取盒胚组件在可调贴角机构与另一个供盒胚装置之间往复移动。
18.进一步地,所述可调贴角机构包括多个贴角组件及用于调节多个贴角组件的相对位置的位置调节组件,多个贴角组件围设成贴角腔。
19.进一步地,所述多工位面纸上料机包括机架、往复输送机构、两个供面纸装置和两个取放纸装置,两个供面纸装置装设于机架,所述传输线路a位于两个供面纸装置之间,所述往复输送机构装设于机架并用于驱动两个取放纸装置同步地往复移动,一个取放纸装置在一个供面纸装置与传输线路a之间往复移动,另一个取放纸装置在传输线路a与另一个供面纸装置之间往复移动,两个供面纸装置用于分别供应天面纸和地面纸。
20.本实用新型的有益效果:
21.本天地盖盒自动生产设备通过多工位面纸上料机交替地将天面纸和地面纸输送至同一传输线路a上,使得传输线路a对有规律地间隔排列的天面纸和地面纸进行输送,提高了天面纸和地面纸上料的效率,又通过多工位盒胚上料机交替地将天盒胚和地盒胚上料至同一可调盒体成型装置上进行成型,以交替地生产出天盒体和地盒体,提高了天盒体和
地盒体成型的效率,并经由同一传输线路b对有规律地间隔排列的天盒体和地盒体进行输送,传输线路a所输送的天面纸和地面纸分别与传输线路b所输送的天盒体和地盒体一一对应,不但使得只需一台机器乃至一条生产线就能够生产出天盖盒和地盖盒,还提高了生产天盖盒和地盖盒的效率和质量,相较于现有技术中所需要两条生产线分别独立生产出天盖盒和地盖盒,本天地盖盒自动生产设备的结构紧凑,减少了生产线数量和人工数量,所需占用空间小,大大地降低了生产天地盖盒的成本,且有利于自动化连续生产。
附图说明
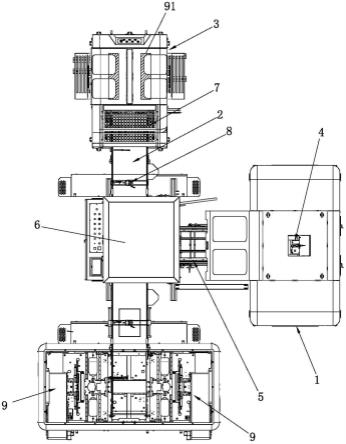
22.图1为本实用新型的结构示意图。
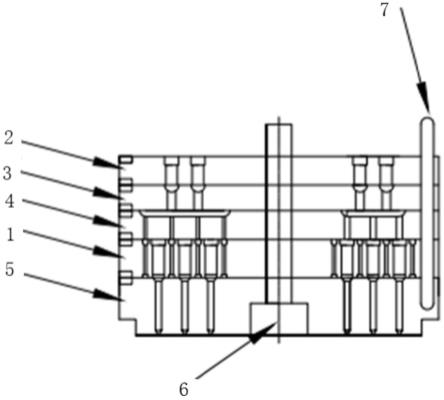
23.图2为本实用新型的多工位盒胚上料机、传输线路b和可调盒体成型装置的立体结构示意图。
24.图3为本实用新型的可调盒体成型装置的立体结构示意图。
25.图4为本实用新型的可调成型模头的立体结构示意图。
26.图5为本实用新型的可调成型模头的剖视图。
27.图6为本实用新型的可调成型模头的分解结构示意图。
28.图7为本实用新型的伸缩板和伸缩驱动机构的分解结构示意图。
29.图8为本实用新型的供盒胚装置的立体结构示意图。
30.图9为本实用新型的取盒胚装置的立体结构示意图。
31.图10为本实用新型的多工位面纸上料机、面纸定位机构和传输线路a的立体结构示意图。
32.附图标记说明:
33.1、多工位盒胚上料机;11、往复驱动装置;12、取盒胚装置;121、取盒胚机构;122、间距调节机构;123、调节座;124、移送臂;13、供盒胚装置;131、供盒架;132、升盒台;133、供盒升降驱动机构;134、盒胚定位机构;135、取放料机构;136、左侧定位组件;137、右侧定位组件;138、后侧定位组件;14、取盒胚组件;141、吸盘;2、传输线路a;3、多工位面纸上料机;31、机架;32、往复输送机构;33、供面纸装置;34、取放纸装置;4、可调盒体成型装置;41、机台;42、下压驱动机构;43、可调成型模头;4331、中心架;4332、伸缩驱动机构;4333、伸缩板;4334、角板;4335、滑动连接结构;4336、导杆;4337、导套;44、可调贴角机构;441、贴角组件;442、位置调节组件;46、伸缩驱动组件;461、伸缩驱动器;462、伸缩驱动块;463、伸缩连接结构;464、连接块;465、第一伸缩配合斜面;466、第二伸缩配合斜面;467、连接滑槽;5、传输线路b;6、机械手;7、过胶机构;8、视觉识别定位机构;9、折边成型装置;91、面纸定位机构。
具体实施方式
34.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
35.如图1至图10所示,本实用新型提供的一种天地盖盒自动生产设备,其包括多工位面纸上料机3、传输线路a2、多工位盒胚上料机1、可调盒体成型装置4、传输线路b5、机械手6、过胶机构7、视觉识别定位机构8及至少两台折边成型装置9,所述过胶机构7和视觉识别定位机构8沿着传输线路a2的输送方向设置,所述多工位面纸上料机3,用于将天面纸和地
面纸交替上料至同一传输线路a2,所述传输线路a2沿其输送方向设有过胶机构7来对途经的面纸过胶以及视觉识别定位机构8来对传输线路a2上的过胶后的面纸进行视觉识别定位;
36.多工位盒胚上料机1,用于将天盒胚和地盒胚交替上料至同一可调盒体成型装置4,所述可调盒体成型装置4自适应地对所上料的盒胚成型后输出至同一传输线路b5,所述传输线路b5与传输线路a2至少存在一处相邻;
37.机械手6,设于所述相邻处,用于将传输线路b5上的成型天盒胚(天盒体)贴合至传输线路a2上的过胶天面纸(过胶后的天面纸),以及将传输线路b5上的成型地盒胚(地盒体)贴合至传输线路a2上的过胶地面纸(过胶后的地面纸);
38.至少两台折边成型装置9,分别用于对传输线路a2上贴合有成型天盒胚的天面纸进行折边以生产出天盖盒,以及对传输线路a2上贴合有成型地盒胚的地面纸进行折边以生产出地盖盒;
39.至少两台折边成型装置9均匀地布置在传输线路a2的输出端两侧,传输线路a2的输出端能够通过分流机构或转移机构等结构将贴合有成型天盒胚的天面纸和贴合有成型地盒胚的地面纸分流至两侧的折边成型装置9内进行折边成型,所述视觉识别定位机构8与机械手6电连接,所述视觉识别定位机构8用于对过胶后的天面纸和地面纸进行视觉识别和定位,盒胚可以是灰板;所述交替可以采用abab
……
的循环上料方式,也可以采用aabbaabb
……
的循环上料方式,又可以采用其他有规律的循环上料方式,均在本实用新型的保护范围之内。
40.在实际应用中,多工位面纸上料机3交替且有序地向同一传输线路a2上供应天面纸和地面纸,使得多个天面纸和多个地面纸有规律地间隔布置于同一传输线路a2上,该传输线路a2对天面纸和地面纸进行输送,过胶机构7有序地对传输线路a2所输送的天面纸和地面纸进行过胶,过胶后的天面纸和地面纸分别经由视觉识别定位机构8进行视觉识别和定位,从而确定面纸的规格尺寸(确定是天面纸还是地面纸)以及面纸的坐标位置,视觉识别和定位的结果反馈给机械手6,与此同时,多工位盒胚上料机1交替且有序地将天盒胚和地盒胚供应至同一可调盒体成型装置4内,可调盒体成型装置4的盒体成型部(可调成型模头43)可根据盒胚的规格尺寸自动调节,以自适应盒胚的规格尺寸,可调盒体成型装置4有序且自适应地对天盒胚和地盒胚进行盒体成型以成型出天盒体和地盒体,成型后的天盒体和地盒体会移动至同一传输线路b5上,使得多个天盒体和多个地盒体有规律地间隔布置在同一传输线路b5上,该传输线路b5将天盒体和地盒体输送至预设位置,机械手6根据视觉识别和定位的结果将天盒体贴合在天面纸上和将地盒体贴合在地面纸上,传输线路a2将贴有天盒体的天面纸和贴有地盒体的地面纸分别输送至两台折边成型装置9内,位于同一侧的至少一台折边成型装置9将天面纸包覆在天盒体上,以完成天盒体的包边处理,以生产出天盖盒,位于同一侧的至少一台折边成型装置9将地面纸包覆在地盒体上,以完成地盒体的包边处理,以生产出地盖盒。
41.本天地盖盒自动生产设备通过多工位面纸上料机3交替地将天面纸和地面纸输送至同一传输线路a2上,使得该传输线路a2对间隔排列的天面纸和地面纸进行输送,提高了天面纸和地面纸上料的效率,又通过多工位盒胚上料机1交替地将天盒胚和地盒胚上料至同一可调盒体成型装置4上进行盒体成型,以交替地生产出天盒体和地盒体,提高了天盒体
和地盒体成型的效率,并经由同一传输线路b5对间隔排列的天盒体和地盒体进行输送,且传输线路a2所输送的天面纸和地面纸分别与传输线路b5所输送的天盒体和地盒体一一对应,不但使得只需一台机器乃至一条生产线就能够生产出天盖盒和地盖盒,还提高了生产天盖盒和地盖盒的效率和质量,相较于现有技术中所需要两条生产线分别独立生产出天盖盒和地盖盒,本天地盖盒自动生产设备的结构紧凑,减少了生产线数量和人工数量,所需占用空间小,大大地降低了生产天地盖盒的成本,且有利于自动化连续生产。
42.本实施例中,所述可调盒体成型装置4包括机台41、装设于机台41的下压驱动机构42、与下压驱动机构42的升降端连接的可调成型模头43、装设于机台41并位于可调成型模头43的下方的可调贴角机构44及升降设置于传输线路b5的中部并位于可调贴角机构44的下方的吸取下拉机构,所述传输线路b5位于可调贴角机构44的下方,所述可调成型模头43与可调贴角机构44配合使用。
43.在实际应用中,当双工位盒胚上料机交替地将天盒胚和地盒胚输送至可调成型模头43与可调贴角机构44之间时,可调成型模头43和可调贴角机构44同步地根据盒胚的规格尺寸进行自适应调节,以满足天盒胚和地盒胚的成型尺寸需求,接着下压驱动机构42驱动可调成型模头43下移并将盒胚下压至可调贴角机构44内进行盒体成型,可调贴角机构44对成型后的盒体的角落进行贴角处理,以实现盒体的最终成型,从而交替地生产出天盒体和地盒体,生产出的天盒体和地盒体有序地经由同一传输线路b5输出。
44.本实施例中,所述可调成型模头43包括与下压驱动机构42的升降端连接的中心架4331、装设于中心架4331的伸缩驱动机构4332及伸缩地设置于中心架4331的多个伸缩板4333,多个伸缩板4333围绕伸缩驱动机构4332的周向设置,所述伸缩驱动机构4332用于驱动多个伸缩板4333同步伸展或回缩,相邻的两个伸缩板4333的交汇处(转角处)设置有角板4334,所述角板4334的两侧分别经由滑动连接结构4335与相邻的两个伸缩板4333滑动连接,多个伸缩板4333和所有角板4334围设成盒体成型体。
45.在实际应用中,根据盒胚的规格尺寸,伸缩驱动机构4332驱动多个伸缩板4333同步伸缩,以自动调节盒体成型体的尺寸大小,以满足对天盒胚和地盒胚进行盒体成型;该结构设计,一个可调成型模头43即可对天盒胚和地盒胚进行盒体成型,避免了现有技术中一种规格尺寸的盒胚需要一个成型模头的技术缺陷,降低了生产盖盒的成本,提高了生产效率。另外,在两个伸缩板4333同步向外伸展或向内回缩的过程中,伸缩的伸缩板4333经由滑动连接结构4335带动角板4334同步向外伸展或向外回缩,一个角板4334经由两个上下错位并夹角设置的滑动连接结构4335配合驱动,提高了角板4334伸缩的稳定性,使得所有的伸缩板4333和所有的角板4334始终围设成盒体成型体,有利于提高成型模头对盒胚进行成型的质量。
46.具体地,所述滑动连接结构4335包括导杆4336及与导杆4336滑动连接的导套4337,所述导杆4336与伸缩板4333连接,所述导套4337嵌设于角板4334,相邻的两个伸缩板4333上的导杆4336上下错位并呈夹角设置。在实际应用中,随着相邻的两个伸缩板4333的伸缩,两个伸缩板4333带动对应的导杆4336移动,移动的导杆4336带动对应的导套4337移动,角板4334上的两个导套4337分别沿着相邻的两个导杆4336滑动,使得角板4334相对相邻的两个伸缩板4333倾斜地向外伸展或向内回缩,提高了角板4334伸缩的稳定性。
47.本实施例中,所述伸缩驱动机构4332包括伸缩驱动组件46,所述伸缩驱动组件46
的数量为两个,两个伸缩驱动组件46上下对称设置,所述伸缩驱动组件46包括装设于中心架4331的伸缩驱动器461、与伸缩驱动器461的伸缩端连接的伸缩驱动块462及设置于伸缩驱动块462的周向的多个伸缩连接结构463,所述伸缩驱动块462经由多个伸缩连接结构463分别与多个伸缩板4333驱动连接;所述伸缩连接结构463包括连接于伸缩驱动块462的连接块464、设置于连接块464的第一伸缩配合斜面465、设置于伸缩板4333的内部的连接滑槽467及设置于连接滑槽467的内壁的第二伸缩配合斜面466,所述连接块464突伸至连接滑槽467内并与连接滑槽467滑动连接,所述第一伸缩配合斜面465与第二伸缩配合斜面466抵触配合;具体地,所述伸缩驱动器461可以采用气缸,所述连接滑槽467为t型槽,所述连接块464为t型块。
48.在实际应用中,伸缩驱动器461的伸缩端驱动伸缩驱动块462往复移动,往复移动的伸缩驱动块462经由多个伸缩连接结构463分别驱动多个伸缩板4333向外伸展或向内回缩,多个伸缩板4333的伸缩同步性好;通过连接滑槽467与连接块464的配合,不但实现了伸缩板4333与伸缩驱动块462的连接,还对伸缩驱动块462的移动起到导向的作用,提高了伸缩驱动块462的移动稳定性,且在伸缩驱动块462的移动过程中,连接块464上的第一伸缩配合斜面465与第二伸缩配合斜面466滑动抵触,使得伸缩驱动块462能够稳定地驱动伸缩板4333伸缩工作。
49.本实施例中,所述天地盖盒自动生产设备还包括设置于传输线路a2的面纸定位机构91,所述面纸定位机构91位于过胶机构7的进料侧,所述面纸定位机构91用于对同一传输线路a2所承载的天面纸和地面纸进行定位。
50.多工位面纸上料机3交替地向同一传输线路a2上输送天面纸和地面纸,由于天面纸和地面纸的规格尺寸存在差异,所以通过面纸定位机构91依次对同一传输线路a2上的天面纸和地面纸进行定位,以对天面纸和地面纸的位置进行校正,保证了天面纸和地面纸在同一传输线路a2上的位置精度和输送稳定性,有利于后续机械手6能够精准地将天盒体贴合在过胶后的天面纸上和将地盒体贴合在过胶后的地面纸上,从而提高了生产出天盖盒和地盖盒的质量。
51.本实施例中,所述多工位盒胚上料机1包括装设于机台41的往复驱动装置11、与往复驱动装置11的移送端连接的取盒胚装置12及装设于机台41并位于可调成型模头43的两侧的两个供盒胚装置13,所述取盒胚装置12位于可调成型模头43与可调贴角机构44之间,所述取盒胚装置12具有两组取盒胚组件14,所述往复驱动装置11驱动取盒胚装置12在可调贴角机构44和两个供盒胚装置13之间往复移动,以使一组取盒胚组件14在一个供盒胚装置13与可调贴角机构44之间往复移动,另一组取盒胚组件14在可调贴角机构44与另一个供盒胚装置13之间往复移动。
52.在实际应用中,两个供盒胚装置13上分别叠放有大量的天盒胚和地盒胚,两个供盒胚装置13分别有序地向取盒胚装置12的两组取盒胚组件14供应天盒胚和地盒胚,两组取盒胚组件14分别拾取对应的供盒胚装置13所供应的盒胚,往复驱动装置11驱动取盒胚装置12连带两组取盒胚组件14同步地在一个供盒胚装置13、可调成型模头43的下方和另一个供盒胚装置13之间往复移动,即当一组取盒胚组件14位于供盒胚装置13处时,另一组取盒胚组件14位于可调成型模头43的下方,使得两组取盒胚组件14有序地轮流将天盒胚和地盒胚移送至可调成型模头43的下方,当盒胚位于可调成型模头43的下方时,下压驱动机构42驱
动可调成型模头43下移并将盒胚下压至可调贴角机构44内,使得盒胚形成一个盒体形状,且可调贴角机构44对盒体的角落位置进行贴角处理,贴角处理后的盒体吸取下拉至同一传输线路b5上,该传输线路b5将成型的盒体输送出去。该结构设计,结构紧凑,实现了双工位交替地上料天盒胚和地盒胚,提高了盒胚上料的效率,从而提高了盒体成型的效率。
53.本实施例中,所述取盒胚装置12包括两个取盒胚机构121及用于调节两个取盒胚装置12之间的距离的间距调节机构122,所述取盒胚机构121包括调节座123及滑动设置于调节座123的移送臂124,两组取盒胚组件14分别位于移送臂124的两端,每组取盒胚组件14包括多个吸盘141,所述间距调节机构122与调节座123驱动连接,所述往复驱动装置11用于驱动移送臂124相对调节座123往复移动。
54.在实际应用中,根据供盒胚装置13所供应的盒胚的规格尺寸大小,间距调节机构122调节两个取盒胚机构121之间的距离,以能够满足对不同规格尺寸大小的盒胚进行移送。当移送臂124的一组取盒胚组件14将天盒胚移送至可调成型模头43的下方时,另一组取盒胚组件14位于一个供盒胚装置13处,该供盒胚装置13将地盒胚供应至对应的取盒胚组件14上,取盒胚组件14上的多个吸盘141将地盒胚吸住,以提高了移送盒胚的稳定性。
55.具体地,所述供盒胚装置13包括供盒架131、升降设置于供盒架131内的升盒台132、装设于供盒架131并用于驱动升盒台132升降的供盒升降驱动机构133、设置于供盒架131的顶部的盒胚定位机构134及架设于供盒架131的顶部的取放料机构135,所述取放料机构135位于盒胚定位机构134的上方,所述盒胚定位机构134包括分别装设于供盒架131的左侧定位组件136、右侧定位组件137和后侧定位组件138,所述供盒架131、左侧定位组件136、右侧定位组件137和后侧定位组件138围设成定位空间,所述取放料机构135的取放端能够突伸至定位空间内,一组取盒胚组件14能够移动至取放料机构135的下方。
56.在实际应用中,大量盒胚叠放在升盒台132上,且叠放的盒胚位于定位空间内,左侧定位组件136、右侧定位组件137和后侧定位组件138协同工作以配合对定位空间内的叠放盒胚进行定位,保证了盒胚在升盒台132上的位置精度和稳定性,在取放料机构135拾取顶层的盒胚后,一组取盒胚组件14移动至取放料机构135的下方,取放料机构135将盒胚放置在该组取盒胚组件14上,然后该组取盒胚组件14连带盒胚移动至可调成型模头43的下方,与此同时,升盒台132上每减少一个盒胚,供盒升降驱动机构133就会驱动升盒台132连带叠放的盒胚整体上升一个盒胚的高度,以实现盒胚的稳定供料。
57.本实施例中,所述可调贴角机构44包括多个贴角组件441及用于调节多个贴角组件441的相对位置的位置调节组件442,多个贴角组件441围设成贴角腔。具体地,所述贴角组件441可以采用现有的贴角结构,位置调节组件442可以由横移调节机构和纵移调节机构组成,在此不再赘述。在实际应用中,位置调节组件442驱动多个贴角组件441彼此靠近或远离移动,以调节多个贴角组件441的相对位置,从而调节多个贴角组件441所围设而成的贴角腔的大小,以满足对天盒体和地盒体进行贴角成型。
58.本实施例中,所述多工位面纸上料机3包括机架31、往复输送机构32、两个供面纸装置33和两个取放纸装置34,两个供面纸装置33装设于机架31,所述传输线路a2位于两个供面纸装置33之间,所述往复输送机构32装设于机架31并用于驱动两个取放纸装置34同步地往复移动,一个取放纸装置34在一个供面纸装置33与传输线路a2之间往复移动,另一个取放纸装置34在传输线路a2与另一个供面纸装置33之间往复移动,两个供面纸装置33用于
分别供应天面纸和地面纸。
59.在实际应用中,两个供面纸装置33分别叠放储存有大量的天面纸和地面纸;一个供面纸装置33向一个取放纸装置34供应天面纸,另一个供面纸装置33向另一个取放纸装置34供应地面纸;两个取放纸装置34分别拾取对应的供面纸装置33所供应的天面纸或地面纸;往复输送机构32驱动两个取放纸装置34同步地往复移动,使得一个取放纸装置34处于取纸状态时,另一个取放纸装置34处于放纸状态,从而使得两个取放纸装置34交替地将拾取的面纸放置在同一传输线路a2上,面纸定位机构91对同一传输线路a2上的天面纸和地面纸进行定位,该传输线路a2将定位后的天面纸或地面纸朝过胶机构7方向输送,使得过胶机构7依次对天面纸和地面纸进行过胶处理。两个供面纸装置33依次将天面纸和地面纸输送至同一传输线路a2上,该传输线路a2将天面纸和地面纸间隔地输出,有利于在同一台机器上进行天盒盖和地盒盖的生产,减少了传输线路a2的使用数量,节省了设备的空间,节能环保,降低了生产的成本,且结构简单且紧凑,双工位交替地供应天面纸和地面纸,大大地提高了天面纸和地面纸的上料效率,降低了生产的成本。
60.具体地,所述传输线路a2的输送面设置有多个推纸板,多个推纸板沿着传输线路a2的输送面均匀分布。当面纸放置在同一传输线路a2的输送面上后,推纸板与面纸的后侧抵触,随着传输线路a2的输送面对面纸进行输送,推纸板也推动面纸跟随传输线路a2的输送面移动,推纸板对面纸起到定位输送的作用,提高了面纸移动的稳定性和位置精度,且通过推纸板与面纸定位机构91协同配合以对面纸进行定位,进一步提高了输送面纸的精度。
61.具体地,所述传输线路b5的输送面设置有多个推盒板,多个推盒板沿着传输线路b5的输送面均匀分布。当盒体移动至同一传输线路b5的输送面上后,推盒板与盒体的后侧抵触,随着传输线路b5的输送面对盒体进行输送,推盒板也推动盒体跟随传输线路b5的输送面移动,推盒板对盒体起到定位输送的作用,提高了盒体移动的稳定性和位置精度。
62.一种天地盖盒生产工艺,包括以下工艺步骤:
63.多工位面纸上料机3将天面纸和地面纸交替上料至同一传输线路a2,并在传输线路a2输送面纸的过程中,通过过胶机构7对面纸过胶,又通过视觉识别定位机构8对传输线路a2上的面纸进行视觉识别和定位,以保证天面纸和地面纸在同一传输线路a2上的位置精度以及识别出是天面纸还是地面纸;
64.多工位盒胚上料机1将天盒胚和地盒胚交替上料至同一可调盒体成型装置4中自适应成型后,输出至同一传输线路b5,其中传输线路b5与传输线路a2至少存在一处相邻;
65.通过控制位于所述相邻处的机械手6将传输线路b5上的成型天盒胚贴合至传输线路a2上的过胶天面纸,以及将传输线路b5上的成型地盒胚贴合至传输线路a2上的过胶地面纸;
66.至少一台折边成型装置9对传输线路a2上贴合有成型天盒胚的天面纸进行折边,以生产出天盖盒,至少一台折边成型装置9对传输线路a2上贴合有成型地盒胚的地面纸进行折边,以生产出地盖盒。
67.进一步地,在过胶机构7对天面纸或地面纸过胶之前,通过面纸定位机构91对传输线路a2上的面纸进行校正定位,以将不同规格尺寸的面纸在传输线路a2上的位置进行校正和定位,从而保证了生产天盖盒和地盖盒的质量。
68.进一步地,所述可调盒体成型装置4的可调成型模头43根据盒胚的尺寸大小自动
化伸缩调节,以自适应成型对天盒胚和地盒胚进行盒体成型,以实现一个可调盒体成型装置4交替地对天盒胚和地盒胚进行盒体成型,结构紧凑,机器所需占用空间小,降低了生产成本,且提高了天盒胚和地盒胚进行盒体成型的效率,有利于在同一台机器上进行天盖盒和地盖盒的生产。
69.本天地盖盒生产工艺通过交替且有序地向同一传输线路a2上供应天面纸和地面纸,又通过同一可调盒体成型装置4交替且有序地将成型后的天盒体和地盒体供应至同一传输线路b5,不但提高了天面纸和天面纸上料以及天盒体和地盒体成型的效率,结构紧凑,节约了场地空间和人力成本,还有利于天面纸和地面纸分别与天盒体和地盒体一一对应,从而实现在一台机器中同时生产出天盖盒和地盖盒,大大地降低了生产天地盖盒的成本。
70.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
71.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。