1.本发明涉及产品自动检测和包装技术领域,尤其涉及一种自动摆盘机。
背景技术:
2.一种产品是方形的模组,在对产品进行检测和包装时,目前常用人工手持扫码枪对打印在产品上的二维码进行扫描,然后根据扫描结果将不合格的产品分选出,再对合格的产品进行统一包装。人工扫码、分类、包装需要耗费大量人力,成本高、效率低,而且容易因为疲劳等原因出现误判和漏检,精确度差。
技术实现要素:
3.针对现有技术方案中人工扫码、分类、包装成本高、效率、精确度差的问题,本发明提供了一种自动摆盘机。
4.本发明提供如下的技术方案:一种自动摆盘机,包括机架,还包括,送料装置,所述送料装置设置有抓取位,所述送料装置用于确保产品依次排列并进入抓取位;图像采集装置,用于扫描待抓取产品上的二维码及获取产品的图像信息;托盘,所述托盘设置有阵列式分布的多个存料槽;摆盘装置,所述摆盘装置包括空盘仓、存料仓以及用于将托盘从空盘仓移动至存料仓的取盘装置,所述取盘装置设置有入料位;放料机械臂,用于将产品从抓取位抓取到废料仓或位于所述入料位的托盘,所述放料机械臂设置有吸盘和用于水平旋转所述吸盘的调整装置;控制系统,所述控制系统和送料装置、图像采集装置、摆盘装置、放料机械臂信号连接。
5.优选地,所述送料装置还包括皮带输送机、设置在所述皮带输送机顶部的限位板以及设置在所述皮带输送机朝向放料机械臂一端的挡板,所述限位板设置有与产品间隙配合的导引槽,所述导引槽远离挡板的一端设置有倒角使导引槽形成从外到内渐缩的缩口,所述限位板朝向挡板的一端还设置有用于检测抓取位有无产品的位置传感器。
6.优选地,所述图像采集装置包括设置在抓取位上方的相机以及补光灯。
7.优选地,所述空盘仓和存料仓均包括分盘装置和升降装置;所述分盘装置包括设置在机架上的一对平行的侧板,两个侧板之间的距离大于托盘的宽度,所述侧板两端均设置有l型的限位条,,两个侧板远离彼此的一侧均设置有滑动轴,所述滑动轴滑动连接有夹板,所述夹板远离侧板的一侧和滑动轴的末端之间连接有压缩弹簧,所述夹板顶部还设置有朝向侧板方向延伸的托板,所述夹板上还设置有用于驱动夹板向远离侧板方向滑动的分盘驱动装置;所述升降装置包括设置在两个所述侧板之间且滑动连接在机架上的多个升降杆,多个所述升降杆底部均连接到升降板,所述升降板与升降驱动装置的输出轴连接,所述升降驱动装置设置在机架上。
8.优选地,所述空盘仓的限位条朝向侧板的一端设置有位置传感器,所述存料仓的限位条远离侧板的一端设置有位置传感器。
9.优选地,所述取盘装置包括两端分别延伸到空盘仓和存料仓的两侧板之间的滑
轨、与所述滑轨滑动连接的托盘座以及用于驱动托盘座在滑轨上滑动的移动驱动装置。
10.优选地,所述移动驱动装置为同步带传动装置,所述同步带传动装置包括与所述托盘座连接的同步带。
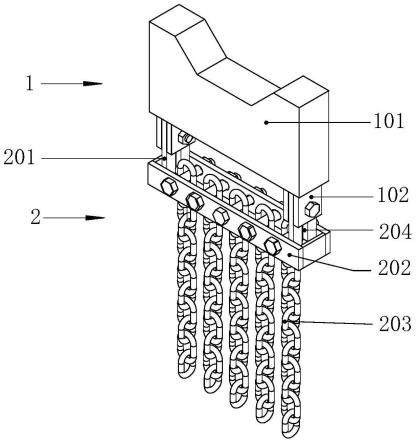
11.优选地,所述放料机械臂为用于驱动所述吸盘水平和竖直移动的两轴机械臂,所述吸盘设置在两轴机械臂的竖直移动端,所述调整装置包括与吸盘传动连接的转动电机。
12.优选地,所述控制系统包括上位机和控制器,所述上位机设置有检测数据库。
13.优选地,还包括与控制系统信号连接的报警器。
14.本发明的有益效果是:以自动化设备完成了方形模组的扫码、检测、分类和摆盘作业,提高了生产效率和精确性,避免了人工操作较为频繁的失误状况的发生;通过图像采集装置、调整装置和送料装置对产品的角度进行调整,使产品被存放在托盘中时整齐、美观;通过空盘仓、取盘装置和存料仓完成了托盘的移动和存储。
附图说明
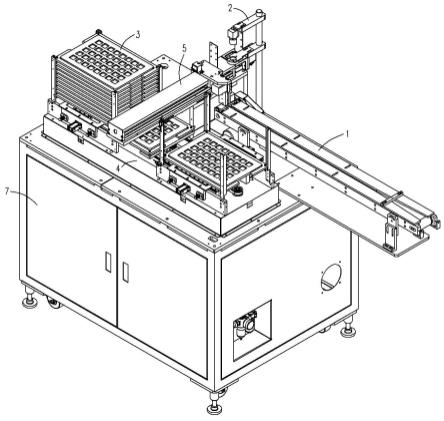
15.图1为本发明一个实施例的三维示意图。
16.图2为本发明一个实施例的俯视图。
17.图3为本发明一个实施例的侧视图。
18.图4为本发明中送料装置的一个实施例的三维示意图。
19.图5为本发明中摆盘装置的一个实施例的三维示意图。
20.图6为本发明中摆盘装置的一个实施例的侧视图ⅰ。
21.图7为本发明中摆盘装置的一个实施例的侧视图ⅱ。
22.图8为本发明中产品的俯视图。
23.附图标记:1-送料装置,11-皮带输送机,12-限位板,13-挡板,14-导引槽,141-缩口,2-图像采集装置,21-相机,22-补光灯,3-托盘,31-存料槽,4-摆盘装置,41-空盘仓,42-存料仓,43-取盘装置,411-侧板,412-限位条,413-滑动轴,414-夹板,415-压缩弹簧,416-托板,417-分盘驱动装置,418-升降杆,419-升降板,420-升降驱动装置,431-滑轨,432-托盘座,433-移动驱动装置,5-放料机械臂,51-吸盘,52-调整装置,6-废料仓,7-机架,8-产品,81-二维码。
具体实施方式
24.以下结合附图及附图标记对本发明的实施方式做更详细的说明,使熟悉本领域的技术人在研读本说明书后能据以实施。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
25.本发明提供了如图1-7所示的一种自动摆盘机,包括机架7以及设置在机架7上的送料装置1、图像采集装置2、托盘3、摆盘装置4、放料机械臂5、废料仓6和控制系统。
26.送料装置1设置有抓取位,所述抓取位位于送料装置1靠近放料机械臂5的一端,送料装置用于将多个产品8依次排列成一行后输送至抓取位,使放料机械臂5能够准确地将多
个产品8一一处理。图像采集装置2用于扫描下一个待抓取的产品8上的二维码81及获取产品8的图像信息,并将二维码81和产品8相对于送料装置1的图像信息发送给控制系统,二维码81可设置在产品8的一角,如图8所示。托盘3用于存放一定量的产品8,设置有阵列式分布的多个存料槽31,存料槽31可与产品8间隙配合以防止产品8移位。摆盘装置4包括空盘仓41、存料仓42以及用于将托盘3从空盘仓41移动至存料仓42的取盘装置43,取盘装置43设置有入料位,具体地,入料位设置在放料机械臂5和取盘装置43的交错处附近,取盘装置43将空置的托盘3从空盘仓41中取出并移动到入料位,放料机械臂5将产品8逐个放置在存料槽31中直至托盘满载或需要摆盘的产品8均已被处理后,取盘装置43再将托盘3送往存料仓42中暂存。空盘仓41和存料仓42均可存放一定数量的托盘3。放料机械臂5用于将产品8从抓取位抓取到废料仓6或位于入料位的托盘3,放料机械臂5设置有吸盘51和用于水平旋转吸盘的调整装置52;吸盘51可采用真空吸盘,并连接有配套的真空设备,利用负压将产品8吸起,在放料机械臂5支持下其运动轨迹覆盖送料装置1、废料仓和入料位。控制系统和送料装置1、图像采集装置2、摆盘装置4、放料机械臂5信号连接,由控制系统根据上述组件反馈的信息控制各个组件的运行。
27.本发明在运行时,可首先将多个产品8依次置于送料装置1,送料装置1在带动产品8运动过程中将其排列成一行后输送至抓取位;取盘装置43将空置的托盘3从空盘仓41中取出后送至入料位。由图像采集装置2获取产品8上的二维码和图像信息后, 控制系统读取二维码蕴含的信息并根据信息判断此产品8是否合格,并且根据现有的机器视觉技术从图像信息上识别此产品8当前的摆放姿态后算出需要将其旋转的角度;判断合格的,控制系统控制吸盘51将其吸起再通过调整装置52将其旋转上述角度后由放料机械臂5送往入料位放入空置的存料槽31中,确保所有产品8在存料槽31内保持相同的姿态,使产品整齐、美观;不合格的,则直接送往废料仓6。放料机械臂5将产品8逐个放置在存料槽31中直至托盘满载或需要摆盘的产品8均已被处理后,取盘装置43再将托盘3送往存料仓42中暂存,再返回空盘仓41运送下一个托盘到入料位,继续进行放料。
28.优选地,如图3、4所示,送料装置1还包括皮带输送机11、设置在皮带输送机11顶部的限位板12以及设置在皮带输送机11朝向放料机械臂5一端的挡板13,限位板12设置有与产品8间隙配合的导引槽14,导引槽14远离挡板13的一端设置有倒角使导引槽14形成从外到内渐缩的缩口141,限位板12朝向挡板13的一端还设置有用于检测导引槽14朝向放料机械臂5的一端有无产品8的位置传感器。
29.送料装置用于将产品送往抓取位。皮带输送机可采用由同步带传动装置带动的带式输送机。导引槽14沿皮带输送机11的长度方向延伸,导引槽14及其缩口141用于在产品的运动过程中以其侧面导引产品的角度,使产品在经缩口141进入导引槽14后其一对平行的侧边与导引槽14间隙配合。挡板13用于阻挡产品的移动,其朝向导引槽13的阻挡面可与皮带输送机11的长度方向垂直,产品被挡板13阻挡后,在皮带输送机的带动下产品的一边与挡板13贴合。位置传感器可采用光电传感器,当检测到有产品进入抓取位后,位置传感器发送信号给控制系统,控制系统停止皮带输送机的运行以节省成本,直至产品被放料机械臂5抓取,位置传感器检测不到抓取位有产品,控制系统再次启动皮带输送机。
30.所述抓取位位于导引槽14朝向挡板13的一端,由限位板12和挡板13围成。抓取位用于固定产品在送料装置上的最终停留位置,提升吸盘51相对于产品的定位精度,由于后
续还需要以吸盘的中轴线为中心将产品旋转以调整产品的角度,如果吸盘51在每次吸起产品时其中轴线相对于产品的偏差过大,则旋转之后产品不能被准确地放入存料槽31内。
31.优选地,图像采集装置2包括设置在抓取位上方的相机21以及补光灯22。相机21可采用ccd工业相机,补光灯22可采用圆环状led光源,二者均可采用支架固定在机架7上,用于拍摄抓取位上产品的图像。
32.优选地,空盘仓41和存料仓42均包括分盘装置和升降装置;分盘装置包括设置在机架上的一对平行的侧板411,两个侧板411之间的距离大于托盘的宽度,侧板411两端均设置有l型的限位条412,两个侧板411远离成彼此的一侧均设置有滑动轴413,滑动轴413滑动连接有夹板414,夹板414远离侧板411的一侧和滑动轴413的末端之间连接有压缩弹簧415,夹板414顶部还设置有朝向侧板411方向延伸的托板416,两个托板416用于托起托盘3,夹板414上还设置有用于驱动夹板向远离侧板方向滑动的分盘驱动装置417;升降装置包括设置在两个侧板411之间且滑动连接在机架上的多个升降杆418,多个升降杆418底部均连接到升降板419,升降板419与升降驱动装置420的输出轴连接,升降驱动装置420设置在机架上。分盘驱动装置417和升降驱动装置420均可采用气缸。
33.分盘装置用于以重叠的方式将多个托盘3进行存放,升降装置则负责将托盘3升降,便于重叠。托盘3包括盘体和设置在盘体底部四角上的支脚,两个托盘3重叠后两盘体之间会产生间隙,方便托板416的进出。
34.具体地,托盘3可从侧板411处进、出分盘装置,取盘装置43将托盘3送入存料仓42的两侧板之间时,控制系统启动升降驱动装置420通过升降板419推动升降杆418上升,将托盘3顶起,然后启动分盘驱动装置417克服压缩弹簧415的弹力将两个侧板411上的夹板414和托板416远离托盘3,让出托盘3上升的空间,使升降装置将托盘3推入4个限位条412围成的空间内后,关闭分盘驱动装置417,压缩弹簧415复位,使两个托板416伸入到托盘3的两侧底部以支撑托盘3,升降装置再复位,完成托盘3在存料仓42内的存放作业;从空盘仓41的多个重叠的空置托盘3中分离一个到取盘装置43时,按照上述操作反向进行即可。限位条412顶部无限位装置,空置的托盘3可从限位条412的顶部放入空盘仓41,或从存料仓42的限位条412顶部取出多个重叠且满载的托盘3。
35.优选地,空盘仓41的限位条朝向侧板的一端设置有位置传感器,用于检测空盘仓41内有无托盘,当空盘仓41内托盘被用完时发送信号给控制系统提醒补充托盘并停机。存料仓42的限位条远离侧板的一端设置有位置传感器,用于检测存料仓42是否被托盘存满,当存料仓42被托盘存满时发送信号给控制系统提醒转移托盘并停机。位置传感器可采用光电传感器。
36.优选地,取盘装置43包括两端分别延伸到空盘仓41和存料仓42的两侧板411之间的滑轨431、与滑轨431滑动连接的托盘座432以及用于驱动托盘座在滑轨上的滑动的移动驱动装置433。移动驱动装置433可采用同步带传动装置,同步带传动装置包括与托盘座432连接的同步带,同步带传动装置可采用伺服电机驱动,使控制系统可精确控制移动驱动装置433带动托盘3移动的距离,取盘装置43从空盘仓41取得空置的托盘3后,将托盘3上的多排存料槽31依次送至入料位装载产品,装载完成后再将托盘送至存料仓42储存。
37.优选地,放料机械臂5为用于驱动吸盘51水平和竖直移动的两轴机械臂,包括水平移动轴和在水平移动轴上水平移动的竖直移动轴,吸盘51设置在竖直移动轴的竖直移动
端,调整装置52包括与吸盘51传动连接的转动电机。具体地,送料装置1的皮带输送机11的延伸方向可与取盘装置43的滑轨431的延伸方向平行,同时皮带输送机11和滑轨431的延伸方向均与水平移动轴的延伸方向垂直。
38.优选地,控制系统包括上位机和控制器,上位机设置有检测数据库。上位机可采用工控机,控制器可采用运动控制卡。图像采集装置2扫描到二维码后,上位机识别二维码并与检测数据库中的数据对比得出检测结果,再通过运动控制卡控制放料机械臂5将产品送往废料仓6或入料位。上位机根据采集到的产品的图像,通过机器视觉系统进行识别并控制调整装置52将产品旋转至设定的角度。上位机还通过运动控制卡控制送料装置1、摆盘装置4、放料机械臂5的运动。
39.优选地,还包括与控制系统信号连接的报警器。
40.以上为本发明的一种或多种实施方式,其描述较为具体和详细,但不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明的构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。