1.本发明属于抗腐蚀材料的制备技术领域,具体涉及一种在不规则 304不锈钢表面上远程快速大面积制备抗腐蚀结构的方法。
背景技术:
2.金属的腐蚀在自然界是一种非常普遍的现象,尤其是在海洋中。但是,它可能会引起许多问题,例如,全世界每年因为腐蚀造成的经济损失高达4万亿美元。在金属材料中,不锈钢因为成本低、机械性能适中、易于制造等优异性能成为了一种被广泛使用的重要金属材料,在建筑和工业的发展中发挥着不可低估的作用。但是不锈钢在潮湿环境中较为容易被腐蚀,特别是当液体含有卤族元素离子时。因此,提高金属材料特别是不锈钢材料的耐腐蚀性能至关重要。
3.现有技术中采用的方法通常有涂层制造、改变元素含量、制造钝化层和添加缓蚀剂,都已被证明可以提高钢的耐蚀性。但是在这些技术中,添加耐蚀涂层可以防止腐蚀介质直接接触不锈钢,从而提高不锈钢的耐蚀性。然而,在腐蚀性介质中,当表层产生裂纹和气孔时,很容易导致局部腐蚀的形成。此外,涂层与基体的附着力较弱,在腐蚀性介质中会发生剥离。因此,解决这一缺陷是很重要的。
4.值得庆幸的是,受自然界生物材料的启发,如荷叶、蝴蝶翅膀和鲨鱼皮等,科学家发现金属表面的微纳米结构可以改善材料表面的性能,并制造出多功能表面材料,表面润湿性就是这些性能中的一项,通过调节表面润湿性,科学家们可以在金属材料表面制备出具有特定微纳结构表面,从而显著提高金属材料的抗腐蚀性能。利用飞秒激光制备表面微纳结构具有许多显著优点。然而,传统的飞秒激光加工由于是紧聚焦,因此无法加工不规则甚至粗糙的表面。同时,由于飞秒激光的聚焦点直径是微米量级的,所以无法进行远程快速制备。
技术实现要素:
5.为了克服现有技术中飞秒激光无法在不规则表面进行远程快速制备等问题,本发明提出了一种在不规则金属表面远程快速大面积制备抗腐蚀结构的方法,该方法利用飞秒激光光丝加工以及硬脂酸表面硅烷化处理相结合,在304不锈钢面样品表面上实现远程快速大面积制备抗腐蚀表面;飞秒激光成丝是克尔自聚焦效应和等离子体的散焦效应之间复杂的动态平衡的结果,在光丝中,光丝核区的激光强度几乎恒定不变,其值在10
13
~10
14
w/cm2范围内;光丝的长度从几厘米到几米,可以由输入能量和外部聚焦条件来控制,灯丝芯的直径约为 100μm。由于光丝核区的激光强度是恒定的,因此结合光丝和传统的飞秒激光表面加工技术,可以加工不规则的样品表面;又由于光丝直径大以及传播距离远的特点,可以进行远程快速制备。
6.本发明提出的一种在不规则金属表面远程快速大面积制备抗腐蚀结构的方法,制
备出平面或曲面的金属表面的抗腐蚀性能提高5~6 个数量级,使不锈钢材料表面具备抗腐蚀特性。
7.本发明通过如下技术方案实现:
8.一种在不规则金属表面远程快速大面积制备抗腐蚀结构的方法,具体步骤如下:
9.步骤一:搭建飞秒激光光丝表面微纳加工系统,如图1所示;
10.步骤二:依次用1000、2000、5000和7000目打磨金属样品表面,将表面打磨光滑;
11.步骤三:将金属样品依次放在丙酮、乙醇以及去离子水溶液中进行超声清洗,并将清洗后的样品放置在恒温干燥箱中干燥,最后放置在二维位移平台上;
12.步骤四:利用电脑对步进电机进行编程来控制二维位移平台的运动轨迹,设置水平方向的扫描速度、扫描距离以及竖直方向的扫描间距;
13.步骤五:设置激光的重复频率,然后通过调节半波片和偏振片组成的能量调节系统来控制激光的单脉冲能量,使其保持在1.6mj;
14.步骤六:让飞秒激光通过透镜形成光丝,再控制二维位移平台移动使金属样品移动到靠近光丝的位置,最后按照设计好的轨迹移动位移平台使光丝对不锈钢进行弓字型扫描样品表面,扫描完成后关闭激光器;
15.步骤七:将金属样品依次放在丙酮、乙醇以及去离子水溶液中进行超声清洗,并将清洗后的样品放置在恒温干燥箱中干燥;然后再把样品放入配置好的0.01mol/l的硬脂酸酒精溶液中,120℃恒温加热2h,再把样品放置在恒温干燥箱中干燥,最后得到抗腐蚀样品。
16.优选地,所述金属样品为304不锈钢样品。
17.优选地,步骤四中所述的水平方向的扫描速度为0.5mm/s,水平扫描间隔为12mm,竖直扫描间隔为100μm。
18.优选地,步骤五中激光的重复频率设置为1khz,波长为800nm。
19.优选地,步骤六所述的透镜焦距为1m,可以远距离加工,聚焦后产生的光丝长度为4cm,可加工不规则表面,光丝直径为100μm,可进行快速加工。
20.优选地,步骤七中所述的0.01mol/l的硬脂酸酒精溶液是把1.422g的硬脂酸溶解在500ml的无水乙醇中配制而成的。
21.与现有技术相比,本发明的优点如下:
22.传统的飞秒激光表面加工技术只能加工平面材料,对于加工不规则表面而言需要进行复杂的工艺过程;而飞秒光丝因为强度恒定以及长度较长,能够加工不规则表面,而且由于飞秒光丝直径大且传播距离远,可以进行快速大面积制备;并采用硬脂酸酒精溶液进行硅烷化处理飞秒激光光丝加工出的表面微纳结构,金属样品的水接触角可高达160
°
,且腐蚀速率相对未加工的金属样品降低6个数量级。
附图说明
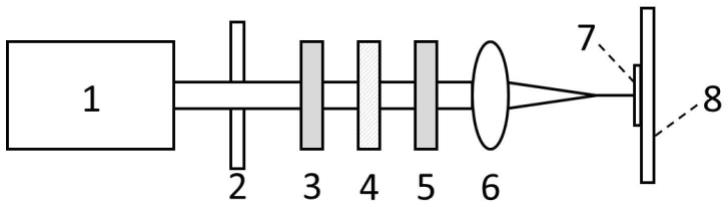
23.图1为飞秒激光光丝表面微纳加工系统示意图;
24.图中:钛宝石飞秒激光放大系统1、精密电子开关2、半波片3、偏振片4、半波片5、聚焦透镜6、具有不规则的不锈钢和钛合金金属曲面样品7、电脑可控的三维位移平台8;
25.图2的(a)为未加工304不锈钢样品的表面的水滴图像;
26.图中可以测量得到水接触角为67.61
°
;
27.图2的(b)为超疏水抗腐蚀304不锈钢样品的表面的水滴图像;
28.图中可以测量得到水接触角可高达161.58
°
,因此具备超疏水特性;
29.图3为未加工304不锈钢原样品与抗腐蚀304不锈钢样品的阳极极化曲线;
30.从图中可以看出,未加工304不锈钢原样品的极化电压为
ꢀ‑
0.166v,极化电流为5.659e-6a/cm2;抗腐蚀304不锈钢样品的极化电压为0.215v,极化电流为9.131e-12a/cm2;相对未加工304不锈钢原样品,抗腐蚀304不锈钢样品的极化电压增加了0.381v,使得更难被腐蚀;极化电流下降了6个数量级,最后计算可知腐蚀速率降低6个数量级使得腐蚀速率大大降低;
31.图4为未加工304不锈钢原样品与抗腐蚀304不锈钢样品的阴极极化曲线;
32.测量阴极极化曲线是为了对阳极极化曲线进行补充说明,增加测量结果的可信度。从图中可以看出,未加工304不锈钢原样品的极化电压为-0.148v,极化电流为6.373e-6a/cm2;抗腐蚀304不锈钢样品的极化电压为0.248v,极化电流为8.114e-12a/cm2。相对未加工304 不锈钢原样品,抗腐蚀304不锈钢样品的极化电压增加了0.396v,使得更难被腐蚀;极化电流下降了6个数量级,最后计算可知腐蚀速率降低6个数量级使得腐蚀速率大大降低。这也与阳极极化曲线得到的结果相吻合;
具体实施方式
33.下面将结合附图对本发明技术方案的实施例进行详细的描述,以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
34.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
35.对比实施例
36.1、对未加工304不锈钢原样品进行清洁:
37.将未加工304不锈钢原样品依次在丙酮,乙醇以及去离子水溶液中进行超声清洗,每次的清洗时间都为5分钟,再将清洗后的样品放置在恒温干燥箱中干燥。这样就能得到用来与抗腐蚀304不锈钢样品进行对比的未加工304不锈钢样品。
38.未加工304不锈钢样品的表面的水滴图像如图2的(a)所示,从图中可以测量得到水接触角为67.61
°
。样品的阳极极化曲线如图3 所示,从图中可得到未加工304不锈钢原样品的阳极极化曲线的极化电压为-0.166v,极化电流为5.659e-6a/cm2。样品的阴极极化曲线分别如图4所示,从图中可得到未加工304不锈钢原样品的阴极极化曲线的极化电压为-0.148v,极化电流为6.373e-6a/cm2。
39.实施例1
40.1、搭建飞秒激光光丝表面微纳加工不规则304不锈钢样品表面的系统。
41.其特征在于,由钛宝石飞秒激光放大系统1、精密电子开关2、半波片3、偏振片4、半波片5、聚焦透镜6、304不锈钢样品7、电脑可控的二维位移平台8组成,在激光的传播方向上依次放入精密电子开关2、半波片3、偏振片4、半波片5、聚焦透镜6,通过控制二维位移平台8的移动将具有304不锈钢样品7调节在光丝内合适的位置,通过程序化控制三维位移平台的运动轨迹来实现飞秒激光光丝对样品的连续扫描,进而快速大面积的再样品表面制备微纳
结构。
42.首先,将具有304不锈钢样品依次在丙酮,乙醇以及去离子水溶液中进行超声清洗,每次的清洗时间都为5分钟,再将清洗后的样品放置在恒温干燥箱中干燥,304不锈钢样品是由尺寸为10mm
×
10mm 的平面样品弯曲制备而成,其厚度为0.5mm。将干燥后的样品放置在二维位移平台上。二维位移平台由两个精密电控位移平台组合而成,水平方向采用的是北京北光世纪公司的电控精密位移平台(型号为 mts304、分辨率为0.00032mm、行程为200mm),垂直方向采用北京北光世纪公司的电控精密位移平台(型号为mts204、分辨率为0.000078mm、行程为100mm),并且利用电脑控制的对步进电机(北京北光世纪公司、型号为sc102)进行编程来控制二维位移平台的运动轨迹,设置水平方向的扫描速度(0.5mm/s)、扫描距离(12mm)以及竖直方向的扫描间距(100μm)。
43.其次,设置钛蓝宝石飞秒激光放大系统(spectra-physics公司) 的重复频率为1khz,开启精密电子开关,通过半波片(thorlab公司产品)以及偏振片(cvi公司产品)组合的方式来调节单脉冲能量,并通过功率计(spectral physics)对其进行测量,使其固定在1.6mj。在光束通过焦距为1m并带有增透膜的聚焦镜(长春金龙光电公司产品)之后形成光丝。
44.最后,利用电脑控制二维位移平台的移动将304不锈钢样品调节在适当的位置,使得样品的右边缘距离光丝1mm,并将其置于光丝的中间。进而按照设置好的扫描轨迹利用飞秒激光光丝弓字型扫描加工样品表面,加工完成后关闭激光。
45.2、硅烷化处理具有光丝加工出的微纳结构的样品表面;
46.首先,将制备好的具有光丝加工出的微纳结构的304不锈钢样品依次在丙酮,乙醇以及去离子水溶液中进行超声清洗,每次的清洗时间都为5分钟,再将清洗后的样品放置在恒温干燥箱中干燥;
47.然后,再把样品放入用1.422g的硬脂酸溶解在500ml的无水乙醇中配制而成的0.01mol/l的硬脂酸酒精溶液中,在120℃恒温下加热2h。因为物体表面的水接触角与表面粗糙度相关,在表面能较高时,粗糙度越高,水接触角越低,越亲水;而在表面能较低时,粗糙度越高,水接触角越高,越疏水。使用硬脂酸进行处理就是通过改变表面化学组成使不锈钢由原本高表面能转变为低表面能,从而达到超疏水的状态,并增强抗腐蚀性能。再把样品放置在恒温干燥箱中干燥,最后得到抗腐蚀样品。
48.抗腐蚀304不锈钢样品的表面的水滴图像如图2的(b)所示,水接触角可高达161.58
°
,因此具备超疏水特性。样品的阳极极化曲线如图3所示,从图中可得到抗腐蚀304不锈钢样品的阳极极化曲线的极化电压为0.215v,极化电流为9.131e-12a/cm2。样品的阴极极化曲线分别如图4所示,从图中可得到抗腐蚀304不锈钢样品的阴极极化曲线的极化电压为0.248v,极化电流为8.114e-12a/cm2。计算可知腐蚀速率相对未加工304不锈钢样品降低6个数量级,因而具备抗腐蚀特性。因此利用飞秒激光光丝加工以及硬脂酸表面硅烷化处理相结合的方法可以在304不锈钢面样品表面上实现远程快速大面积制备抗腐蚀表面,在抗腐蚀表面制备领域具有巨大的应用潜力以及广阔的发展前景。
49.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
50.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
51.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
