1.本发明涉及钢管加工技术领域,具体涉及一种钢管桌精准冲裁一次成型模具及冲裁方法。
背景技术:
2.在钢管冲裁的过程中,通常是在钢管上量好刻画好要冲裁的位置,再进行冲裁,且钢管桌整个使用的钢管长度都是不一样的,从而在冲裁的时候要一直量钢管的长度,或者更换不同冲裁长度的机器,导致十分不便,影响工作进度,生产效率降低。
3.鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
4.本发明的其一目的在于提供一种钢管桌精准冲裁一次成型模具自动测距冲裁。
5.本发明的其一目的在于提供一种钢管桌精准冲裁一次成型冲裁方法方便快捷。
6.为了达到上述目的,本发明采用这样的技术方案:
7.一种钢管桌精准冲裁一次成型模具,包括钢管固定器和冲裁器,所述冲裁器安装在钢管固定器的上方;所述冲裁器包括移动滑道、移动端和冲裁刀头,所述移动端移动设置在移动滑道上,所述移动滑道沿着移动端移动的方向设有刻度标示,所述移动端上形成有指示刻度标示的指示件,所述冲裁刀头安装在移动端的下方,所述冲裁刀头置于移动滑道内。
8.所述移动滑道包括导向槽道和空腔,所述导向槽道位于空腔顶部,所述移动端和冲裁刀头之间连接有导向块,所述导向块嵌设在导向槽道内;所述冲裁刀头置于空腔内,所述空腔的顶部和底部分别安装有导向齿条,所述冲裁刀头的侧安装有导向齿轮,所述导向齿轮与导向齿条相适配。
9.所述空腔开设有供冲裁刀头升降的开口,所述开口沿着冲裁刀头的移动方向延伸设置。
10.所述钢管固定器包括容置钢管的容置管道,所述容置管道包括同轴设置的进入口和输出口,所述进入口安装有第一稳定器,所述输出口安装有第二稳定器,所述容置管道的侧壁开设有出管通道,该侧壁对称的一侧壁安装有推管器,所述出管通道位于进入口和输出口之间的侧壁上。
11.所述第一稳定器包括第一保护壳和两个第一夹紧抓,所述第一保护壳形成有与进入口相连通的第一通孔,两个第一夹紧抓对称设置在第一保护壳两侧;所述第一夹紧抓包括夹紧头和第一推动气缸,所述第一推动气缸固定在第一保护壳上,所述夹紧头固定在第一推动气缸的输出端上,所述夹紧头朝向第一通孔的侧边高于另一对称边;所述夹紧头包括多个相互滑动连接的第一夹紧块,所述第一推动气缸的输出端按抓有第一推动架,所述推动架包括推杆、立杆和两个连接杆,所述推杆的一端固定在第一推动气缸的输出端,所述推杆的另一端连接在立杆中间段上,两个连接杆的一端分别连接在立杆的两端,其一连接
杆的另一端连接在多个第一夹紧块最顶端的第一夹紧块上,另一连接杆的另一端在多个第一夹紧块最底端的第一夹紧块上。
12.所述第二稳定器包括第二保护壳和两个第二夹紧抓,所述第二保护壳形成有与输出口同轴设置且相连通的容置槽,两个第二夹紧抓对称设置在第二保护壳两侧;所述第二夹紧抓包括夹紧头和第二推动气缸,所述第二推动气缸固定在第二保护壳上,所述夹紧头固定在第二推动气缸的输出端上,所述夹紧头朝向容置槽的侧边高于另一对称边;所述夹紧头包括多个相互滑动连接的第二夹紧块,所述第二推动气缸的输出端按抓有第二推动架,所述推动架包括推杆、立杆和两个连接杆,所述推杆的一端固定在第二推动气缸的输出端,所述推杆的另一端连接在立杆中间段上,两个连接杆的一端分别连接在立杆的两端,其一连接杆的另一端连接在多个第二夹紧块最顶端的第二夹紧块上,另一连接杆的另一端在多个第二夹紧块最底端的第二夹紧块上。
13.还包括储管器,所述储管器包括第一腔室、第二腔室、传输带和多个支撑板,所述第一腔室与出管通道相连通,所述第二腔室与第一腔室并排连接设置,所述第二腔室设有上下开口与第一腔室相连通,所述传输带安装在第一腔室和第二腔室之间,并穿过上下开口设置,所述多个支撑板沿着传输带的长度等距连接在传输带上,所述第二腔室与第一腔室的连接壁位于上下开口处安装有滚轴,所述滚轴贴合传输带的内壁设置。
14.所述容置管道内安装有承托部,所述承托部向着第一腔室由低到高切斜设置,所述承托部的低端凹陷形成有适配钢管的弧形槽。
15.一种钢管桌精准冲裁一次成型冲裁方法,包括如下步骤:
16.a.取钢管放置在钢管固定器内固定;
17.b.根据需要冲裁钢管的长度,移动端移动调整位置;
18.c.冲裁刀头进行冲裁;
19.d.取出冲裁后的钢管。
20.在步骤b中,移动端在移动滑道移动,根据需要钢管长度移动滑道通过指示件和刻度标示的配合移动到适合位置,然后启动冲裁刀头进行冲切。
21.采用上述技术方案后,本发明的一种钢管桌精准冲裁一次成型模具,根据想要的钢管长度,推动移动端带动冲裁刀头在移动滑道滑动,通过指示件在刻度标示的指示得到移动的距离,从而确实要冲裁多少,停止移动端启动冲裁刀头进行冲裁,得到钢管所需长度,只要放置好钢管通过移动冲裁刀头并有刻度标示和指示件的配合,就能很轻易的根据所需长度进行冲裁,不用在钢管上量好刻画好要冲裁的位置,再进行冲裁,增加生产效率。
22.本发明的一种钢管桌精准冲裁一次成型冲裁方法,实现同一机器上可以冲裁不同长度的钢管,且长度可随时自由切换,方便快捷。
附图说明
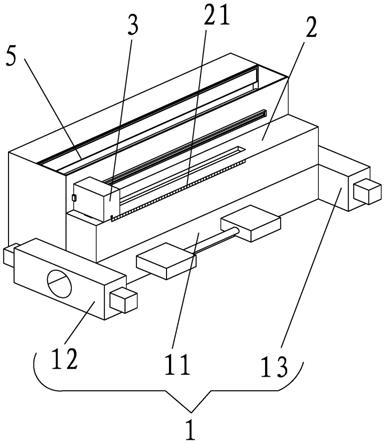
23.图1为本发明成型模具的结构示意图;
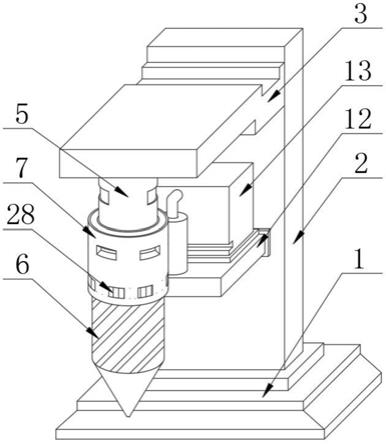
24.图2为本发明冲裁器的剖面结构示意图;
25.图3为本发明冲裁器剖面图a处的放大结构示意图;
26.图4为本发明第一稳定器的剖面结构示意图;
27.图5为本发明第二稳定器的剖面结构示意图;
28.图6为本发明储管器的剖面结构示意图。
29.图中:
30.钢管固定器1、容置管道11、第一稳定器12、第二稳定器13、出管通道14、推管器15、第一保护壳16、第一通孔17、第一推动气缸18、第一夹紧块19、第一推动架110、第二保护壳111、容置槽112、第二推动气缸113、第二夹紧块114、第二推动架115、承托部116;
31.移动滑道2、刻度标示21、导向槽道22、空腔23、导向块24、导向齿条25、导向齿轮26、开口27;
32.移动端3、指示件31;
33.冲裁刀头4;
34.储管器5、第一腔室51、第二腔室52、传输带53、支撑板54、滚轴55。
具体实施方式
35.为了进一步解释本发明的技术方案,下面通过具体实施例进行详细阐述。
36.本发明的一种钢管桌精准冲裁一次成型模具,如图1
‑
图6所示,包括钢管固定器1和冲裁器,冲裁器安装在钢管固定器1的上方;冲裁器包括移动滑道2、移动端3和冲裁刀头4,移动端3移动设置在移动滑道2上,移动滑道2沿着移动端3移动的方向设有刻度标示21,移动端3上形成有指示刻度标示21的指示件31,冲裁刀头4安装在移动端3的下方,冲裁刀头4置于移动滑道2内。根据想要的钢管长度,推动移动端3带动冲裁刀头4在移动滑道2滑动,通过指示件31在刻度标示21的指示得到移动的距离,从而确实要冲裁多少,停止移动端3启动冲裁刀头4进行冲裁,得到钢管所需长度,只要放置好钢管通过移动冲裁刀头4并有刻度标示21和指示件31的配合,就能很轻易的根据所需长度进行冲裁,不用在钢管上量好刻画好要冲裁的位置,再进行冲裁,增加生产效率。
37.优选地,移动滑道2包括导向槽道22和空腔23,导向槽道22位于空腔23顶部,移动端3和冲裁刀头4之间连接有导向块24,导向块24嵌设在导向槽道22内;冲裁刀头4置于空腔23内,空腔23的顶部和底部分别安装有导向齿条25,冲裁刀头4的侧安装有导向齿轮26,导向齿轮26与导向齿条25相适配。通过导向块24和导向槽道22的配合是的移动端3稳定移动,冲裁刀头4上的导向齿轮26和空腔23内的导向齿条25相互配合,在移动的过程中导向齿轮26是沿着导向齿条25的齿牙一齿一齿的转动,从而跨过一齿就是一小段距离,使得在移动时相对平滑轮更加的容易把握移动距离,提高移动距离的精准度。
38.优选地,空腔23开设有供冲裁刀头4升降的开口27,开口27沿着冲裁刀头4的移动方向延伸设置。方便冲裁刀头4下降对钢管进行冲裁。
39.优选地,钢管固定器1包括容置钢管的容置管道11,容置管道11包括同轴设置的进入口和输出口,进入口安装有第一稳定器12,输出口安装有第二稳定器13,容置管道11的侧壁开设有出管通道14,该侧壁对称的一侧壁安装有推管器15,出管通道14位于进入口和输出口之间的侧壁上。将钢管从进入口穿入移动至输出口,通过第一稳定器12和第二稳定器13稳定固定钢管,冲裁完成后通过推管器15将钢管从出管通道14推出,再伸进钢管进行下一次冲裁。
40.优选地,第一稳定器12包括第一保护壳16和两个第一夹紧抓,第一保护壳16形成有与进入口相连通的第一通孔17,两个第一夹紧抓对称设置在第一保护壳16两侧;第一夹
紧抓包括夹紧头和第一推动气缸18,第一推动气缸18固定在第一保护壳16上,夹紧头固定在第一推动气缸18的输出端上,夹紧头朝向第一通孔17的侧边高于另一对称边;夹紧头包括多个相互滑动连接的第一夹紧块19,第一推动气缸18的输出端按抓有第一推动架110,推动架包括推杆、立杆和两个连接杆,推杆的一端固定在第一推动气缸18的输出端,推杆的另一端连接在立杆中间段上,两个连接杆的一端分别连接在立杆的两端,其一连接杆的另一端连接在多个第一夹紧块19最顶端的第一夹紧块19上,另一连接杆的另一端在多个第一夹紧块19最底端的第一夹紧块19上。钢管穿过第一通孔17经过第一保护壳16从进入口进入容置管道11内,然后第一推动气缸18驱动推动架带动多个第一夹紧块19向着钢管移动,处于最中间的先接触到钢管,就抵顶在钢管上其他的第一夹紧块19会随着第一推动气缸18继续移动抵顶到钢管的弧形壁,从而能够适应不同直径大小的钢管。
41.优选地,第二稳定器13包括第二保护壳111和两个第二夹紧抓,第二保护壳111形成有与输出口同轴设置且相连通的容置槽112,两个第二夹紧抓对称设置在第二保护壳111两侧;第二夹紧抓包括夹紧头和第二推动气缸113,第二推动气缸113固定在第二保护壳111上,夹紧头固定在第二推动气缸113的输出端上,夹紧头朝向容置槽112的侧边高于另一对称边;夹紧头包括多个相互滑动连接的第二夹紧块114,第二推动气缸113的输出端按抓有第二推动架115,推动架包括推杆、立杆和两个连接杆,推杆的一端固定在第二推动气缸113的输出端,推杆的另一端连接在立杆中间段上,两个连接杆的一端分别连接在立杆的两端,其一连接杆的另一端连接在多个第二夹紧块114最顶端的第二夹紧块114上,另一连接杆的另一端在多个第二夹紧块114最底端的第二夹紧块114上。钢管穿过输出口进入容置槽112内,然后第二推动气缸113驱动推动架带动多个第二夹紧块114向着钢管移动,处于最中间的先接触到钢管,就抵顶在钢管上其他的第二夹紧块114会随着第二推动气缸113继续移动抵顶到钢管的弧线面,从而能够适应不同直径大小的钢管。
42.优选地,第一夹紧块19和第二夹紧块114与钢管的接触均设有防滑胶垫。防止打滑夹不稳定。
43.优选地,还包括储管器5,储管器5包括第一腔室51、第二腔室52、传输带53和多个支撑板54,第一腔室51与出管通道14相连通,第二腔室52与第一腔室51并排连接设置,第二腔室52设有上下开口与第一腔室51相连通,传输带53安装在第一腔室51和第二腔室52之间,并穿过上下开口设置,多个支撑板54沿着传输带53的长度等距连接在传输带53上,第二腔室52与第一腔室51的连接壁位于上下开口处安装有滚轴55,滚轴55贴合传输带53的内壁设置。第一腔室51顶端设有一出口方便取出钢管,通过推管器15向着出管通道14推动冲裁完成后的钢管,使得钢管置于第一腔室51内然后通过传输带53转动带动支撑板54拖住钢管的下方向着第一腔室51的出口移动,重复以上动作,一根根的传输钢管,且也方便工作人员取走。
44.优选地,容置管道11内安装有承托部116,承托部116向着第一腔室51由低到高切斜设置,承托部116的低端凹陷形成有适配钢管的弧形槽。推管器15将冲裁好的钢管沿着承托部116向着第一腔室51推动,将钢管推动到承托部116最高点停止漏出三之一的钢管保证钢管不会被推出承托部116,然后传输带53带动支撑板54移动至第一腔室51并接触钢管,然后推管器15继续推动钢管移动至支撑板54上,传输带53继续带动支撑板54移动从而托起钢管。
45.优选地,储管器5的侧壁安装有滑轨,移动端3对应滑轨的位置安装有驱动轮,驱动轮滚动设置在滑轨。通过驱动轮的驱动实现移动端3自助移动。
46.优选地,冲裁刀头4包括与移动端3连接的升降器和固定在升降器输出端的刀头,升降器下方安装有两个支撑定位件,两个支撑定位件对称为刀头的两侧,支撑定位件与钢管的接触面安装有橡胶头。通过升降器驱动刀头连同两个支撑定位件下降,然后支撑定位件上的橡胶头贴合在钢管上,形成有个定位作用,然后刀头再进行冲裁。
47.一种钢管桌精准冲裁一次成型冲裁方法,包括如下步骤:
48.a.取钢管放置在钢管固定器1内固定;
49.b.根据需要冲裁钢管的长度,移动端3移动调整位置;
50.c.冲裁刀头4进行冲裁;
51.d.取出冲裁后的钢管。
52.实现同一机器上可以冲裁不同长度的钢管,且长度可随时自由切换,方便快捷。
53.优选地,在步骤b中,移动端3在移动滑道2移动,根据需要钢管长度移动滑道2通过指示件31和刻度标示21的配合移动到适合位置,然后启动冲裁刀头4进行冲切。
54.本发明的产品形式并非限于本案图示和实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。