1.本发明涉及模具领域,尤其涉及针对多孔片剂(如催化剂触媒片剂)的成型模具。
背景技术:
2.催化剂触媒片剂为了获得尽可能大的比表面积,需要将触媒片剂做成蜂窝状多孔结构,还有其它比如汽车安全气囊产气药片因其使用上的特殊要求,也要求将药片做成异形的多孔结构。传统的做法一般是将下冲压头和冲孔杆做成整体结构,由于冲孔杆较细受到阻挡就很容易折断,同时制造成本相对较高。而且传统的上冲压头一般需要设置让位孔,在成型时供冲孔杆插入,,而在生产中容易导致粉剂被带入上冲压头让位孔中,积累足够多时就会对冲孔杆造成阻挡,进一步加剧冲孔杆折断的风险,因此需要经常手工清理,操作十分不便。
技术实现要素:
3.为了解决现有技术中冲孔杆易折断和模具中上冲压头开孔易堵塞的问题,本发明提供了一种耐用、能够自动清理开孔内粉料的多孔片剂冲压模具,本发明所采用的技术方案是:
4.一种多孔片剂冲压模具,包括回转台,在所述的回转台上、中、下三处位置沿回转中心分别周向均布有一组位置一一对应的上冲模、成型腔和下冲模,所述的上冲模包括有上冲压头,所述的下冲模包括有下冲压头,所述的回转台每旋转一周各上冲模和下冲模完成一次升降往复运动,当所述的上冲模由高位向低位移动时上冲压头从成型腔外逐渐插入成型腔内,而当所述的上冲模由低位向高位移动时上冲压头从成型腔内逐渐脱离,所述的下冲压头始终处于成型腔内,且当所述下冲模处于高位时下冲压头能伸出成型腔上端面,所述的上冲模还包括有排料杆,所述的排料杆活动设置在上冲压头内且在回转台工作时能够实现往复运动,当所述的上冲模处于高位时排料杆端部伸出下冲压头外,当所述的上冲模处于低位时排料杆端部缩回下冲压头内,所述的下冲模还包括有固定在回转台上且活动设置在下冲压头内的冲孔杆,当所述的上冲模处于低位时冲孔杆能够插入上冲压头内。
5.进一步的,所述的回转台包括立柱、上导轨、下导轨以及旋转台,所述的上冲模、成型腔以及下冲模分别设置在旋转台的上、中、下三部分,在所述的立柱上端和下端分别固定有驱动上冲模和下冲模做升降运动的上导轨和下导轨。
6.进一步的,所述的上冲模一端搭接在上导轨上靠自重下落,所述的下冲模底部上端面与下导轨接触靠下导轨回拉下落。
7.进一步的,所述的上导轨为斜面导轨设置在各上冲模内侧,在所述的上冲模上设有能搭接在上导轨上的台阶面;所述的下导轨为t型槽,在所述的下冲模上设有置于t型槽内的t型头。
8.进一步的,在所述的旋转台上设有一组与各上冲模位置对应的顶丝,所述的顶丝能够顶靠上冲模外侧使台阶面与上导轨始终保持搭接。
9.进一步的,还包括有上压紧轮和下压紧轮以及顶料轮,所述的上压紧轮和下压紧轮分别位于上冲模和下冲模尾端一侧且固定在上冲模最低工位处,所述的顶料轮位于下冲模尾端一侧且处于下冲模最高工位处。
10.进一步的,所述的上冲模还包括有上冲杆和限位销,在所述的上冲杆内活动设置有安装排料杆的推料座,所述的上冲压头安装在上冲杆端部,在所述的上冲杆和推料座上均设有条形孔,所述的限位销固定在旋转台上且插入上冲杆和推料座上的条形孔内;所述的下冲模还包括有下冲杆和定位销,在所述的下冲杆内活动设置有安装冲孔杆的冲孔座,在所述的下冲杆上设有长条孔,所述的定位销固定在旋转台上且穿过长条孔将冲孔座固定。
11.一种多孔片剂上冲模,包括上冲杆、上冲压头、排料杆和推料座,所述的上冲压头安装在上冲杆端部,所述的排料杆安装在推料座端部,所述的推料座活动设置在上冲杆内,所述的排料杆活动设置在上冲压头内,在所述的上冲杆和推料座上均设有条形孔,在所述的条形孔内设置有限位销,当所述的上冲压头向远离限位销方向移动时排料杆能够缩回上冲压头内,当所述的上冲压头向靠近定位销方向移动时排料杆能够伸出上冲压头外。
12.采用上述结构的模具,由于冲孔杆能够在成型中伸入上冲头内,通过上冲头提供更好的支撑效果,避免冲孔杆折断,同时排料杆能够将上冲头内的多余粉料排出,为冲孔杆提供足够的空间,避免粉料积累阻挡冲孔杆的插入上冲头内,进一步保护冲孔杆工作时的安全可靠。
附图说明
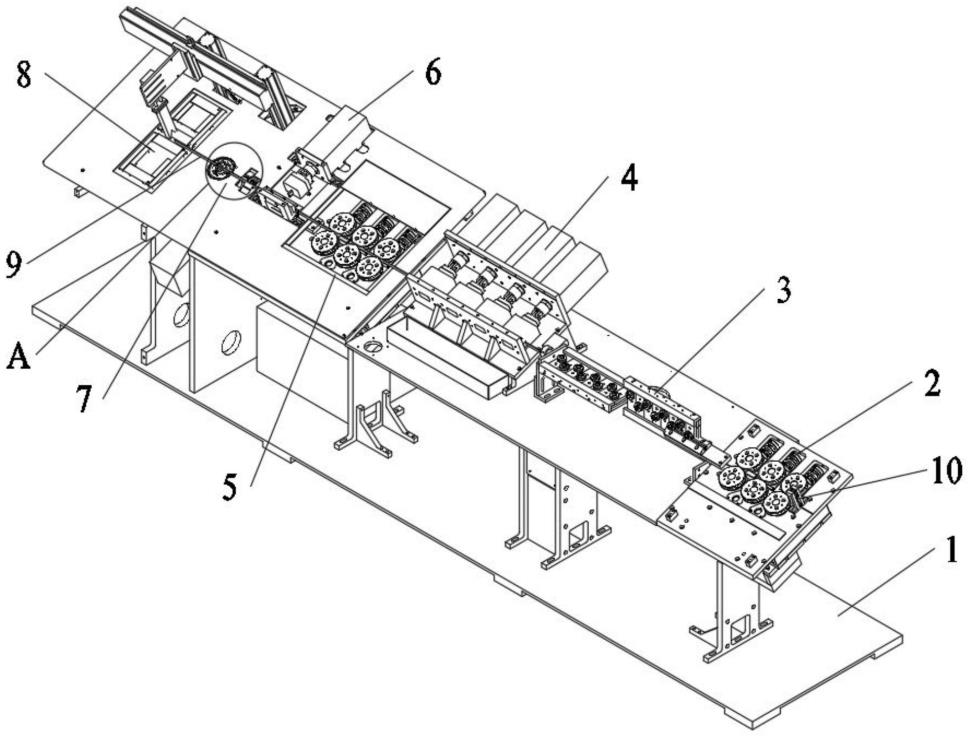
13.图1为本发明模具结构示意图;
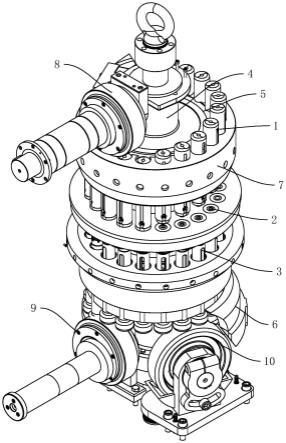
14.图2为本发明模具剖视图;
15.图3为图2中a处局部放大视图;
16.图4为图2中b处局部放大视图。
具体实施方式
17.本发明提供一种多孔片剂冲压模具,通过模具将粉剂压制成具有多孔的片剂,下面结合附图和具体实施例对本发明的模具结构做进一步详细说明,如图1所示的模具包括回转台,该回转台分分为上、中、下三段,在回转台上、中、下三段的外圈分别沿回转台回转中心周向均布有一组安装孔,在回转台上段的安装孔内设置有上冲模1,在回转台中段的安装孔内设置有成型腔2,在回转台下段的安装孔内设置有下冲模3,其中各上冲模1、成型腔2以及下冲模3位置一一对应,回转台在转动时能够带动上冲模1、成型腔2以及下冲模3同步移动,且转动过程中上冲模1、成型腔2以及下冲模3位置关系始终保持对应,其中上冲模1以及下冲模3能够在回转台转动过程中沿回转轴轴向方向做往复运动,当回转台转动一周时上冲模1和下冲模3完成一次往复动作,如图2和图3所示在上冲模1上设有上冲压头1-1,如图2和图3所示在下冲模3上设置有下冲压头3-1,其中下冲压头3-1始终处于成型腔2内实现往复运动,而上冲模1在往复运动由高位向低位移动时上冲压头1-1从成型腔2外逐渐插入成型腔2内,而当上冲模1由低位向高位移动时上冲压头1-1从成型腔2内逐渐脱离,当上冲模1处于最低位时配合下冲模3完成对处于成型腔2内的粉剂挤压塑型制成片剂,这个过程
中上冲压头1-1伸入成型腔2内的深度最大,下冲模3还包括有冲孔杆,上冲压头1-1伸入成型腔2内时下冲模3中的冲孔杆3-2随之伸入上冲压头1-1内在挤压成型过程中使片剂中部形成孔洞,在成型过程中由于冲孔杆3-2两端分别位于下冲压头3-1和上冲压头1-1内受到支撑保护,从而确保冲孔杆3-2不容易弯折受损,成型完成后上冲模1会随着回转台的转动逐渐抬升最终使上冲压头1-1脱离成型腔2,上冲模1还包括有排料杆1-2,排料杆1-2活动设置在上冲压头1-1内也能够实现往复运动,当上冲模1处于低位时推料座1-5受到限位销1-4限位作用下使排料杆1-2端部会缩回上冲压头1-1内,而当上冲模1移动到高位时排料杆1-2则会从上冲压头1-1内伸出,将推入上冲压头1-1内的多余粉料推出,避免阻挡下次冲孔杆3-2插入上冲压头1-1内。而下冲模3在上冲压头1-1脱离成型腔2过程中随着下冲模3会继续上升,使下冲压头3-1伸出成型腔2上端面将成型后的片剂顶出成型腔2完成脱模过程。
18.如图1所示的实施例中回转台包括立柱4和旋转台7,旋转台7活动设置在立柱4上能够实现转动,上冲模1、成型腔2以及下冲模3分别设置在旋转台7上、中、下三部分,为了实现上冲模1和下冲模3在回转台转动时能够往复运动,在立柱4两端分别固定有上导轨5和下导轨6,上冲模1与上导轨5配合实现升降动作,而下冲模3与下导轨6配合实现升降动作,具体的上导轨5为设置为凸轮形式的斜面导轨,上冲模1上设置有台阶面1-3,上冲模1的台阶面1-3搭接在上导轨5上随着旋转台7转动在上导轨5上移动实现往复运动,并且为了能够确保台阶面1-3始终与上导轨5接触良好不脱离,在旋转台7上设置有顶丝11顶靠上冲模1外侧,下导轨6设置为凸轮形式的t型槽,下冲模3上设有t型头3-7置于下导轨6中,下冲模3随着旋转台7转动实现往复运动。该实施例中上冲模1主要靠自重实现下落,而下冲模3则主要通过下导轨6回拉下落,当然上导轨5和下导轨6设置成导滑槽时上冲模1和下冲模3均可以通过上导轨5和下导轨6的限位导向实现指定路线的往复运动。在该实施例中,由于在上冲模1最低位时,上冲压头1-1和下冲压头3-1处于成型腔2内挤压粉剂使其被压缩成型,此时需要足够的压紧力,而该实施例中的上导轨5和下导轨6没有限位作用不能提供足够的压紧力,因此该冲压模具中还设置有上压紧轮8和下压紧轮9,上压紧轮8和下压紧轮9分别固定设置在上冲模1和下冲模3尾端一侧,分别对上冲模1和下冲模提供一个压紧力使上冲压头1-1和下冲压头3-1在成型腔2内能够对粉剂有足够的压力使粉剂压实塑形成片剂,因此上压紧轮8和下压紧轮9位置设置在与上冲模1最低位工位对应位置。在该实施例中由于下冲模3无法通过下导轨6向上引导,因此为了能够实现对压制好的片剂脱模,该模具中还设有顶料轮10,顶料轮10设置在下冲模3尾端且处于下冲模3最高工位处,通过顶料轮10将下冲模3顶起使下冲压头3-1端面完全伸出成型腔上端面从而将成型腔2内的药片推出成型腔2完成脱模,完成脱模后的下冲模3通过下导轨6拉回低位。
19.如图3所示上冲模1包括上冲杆1-7、上冲压头1-1、推料座1-5和排料杆1-2以及限位销1-4,上冲压头1-1安装在上冲杆1-7端部,推料座1-5活动设置在上冲杆1-7内,排料杆1-2安装在推料座1-5上且活动设置在上冲压头1-1中,在上冲杆1-7和推料座1-5上均设有条形孔1-6,限位销1-4穿过上冲杆1-7和推料座1-5上的条形孔1-6固定在旋转台7上,上冲杆1-7在上导轨5导向下向高位移动时,限位销1-4会限制推料座1-5继续继续上移,从而在驱使排料杆1-2从上冲头端部伸出,进而将进入上冲压头1-1内的多余物料排出,一般冲孔杆1-5直径小于上冲压头1-1的开孔内径,粉料多集中在上冲压头1-1内壁上,而排料杆1-2的直径与上冲头1-1的开孔内径匹配,排料杆1-2在伸出上冲头1-1时能够将贴附在内壁上
的多余物料排出,从达到更好的清理效果,避免下次成型时冲孔杆3-2无法伸入上冲压头1-1内,避免在成型中冲孔杆3-2发生折断,在成型时(上冲模处于低位)限位销不再对推料座1-5上条形孔1-6下端限位,而是通过限位销1-4限位作用下将下推料座1-5抬升使排料杆1-2缩回上冲头内,为冲孔杆3-2让位使其能够插入上冲压头1-1内。
20.如图4所述的下冲模包括下冲杆3-3、下冲压头3-1、冲孔座3-5、冲孔杆3-2以及定位销3-4,其中下冲杆3-3活动设置在旋转台7的安装孔内,下冲压头3-1则固定在下冲杆3-3端部,在下冲杆3-3上设置有长条孔3-6,冲孔座3-5相对于下冲杆3-3活动设置在下冲杆3-3中,定位销3-4穿过长条孔3-6将冲孔座3-5与旋转台7固定连接,冲孔杆3-2固定在冲孔座3-5上,此时冲孔杆3-2在下导轨6、下压紧轮9以及顶料轮10作用下能够往复移动,冲孔杆3-2高度虽然不变,但是在上冲压头1-1下行过程中冲孔杆3-2就会随之插入上冲压头1-1中,成型的片剂则是由顶料轮10驱动下冲杆3-3带动下冲压头3-1移动将成型后的片剂推出成型腔2外。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。